ного в плоскости разъема пресс-формы и закрепленного на неподвижной полуформе, и рычага 10, шарнирно закрепленного на подвижной части пресс- формы, подпружиненного относительно нее и имеющего дугообразный конец 14 с поперечными рифлениями 15, При закрытии формы рычаг 10 дугообразным концом 14 захватывает ленточный арf
Изобретение относится к литейному производству, в частности к литью цветных металлов и их сплавов под давлением, и может найти применение при изготовлении армированных изделий, например для армирования металлического обода стеклопластиковой сеткой.
Целью изобретения является повышение производительности за счет обеспечения непрерывной подачи арматуры в виде ленточного материала.
На фиг.1 изображена литьевая форма в сомкнутом положении, разрез; на фиг.2 - то же, в раскрытом положении.
Литейная форма содержит неподвиж- ную полуформу с плитой 1 крепления, плитой 2 пуансонов, механизмом 3 обрезки литников. На верхней поверхности неподвижной полуформы при помощи кронштейнов 4 поворотно установлен вращаюпр1йся барабан 5 с рулонным армирующим материалом 6. Барабан подпружинен к полуформе пружиной 7 растяжения, причем оба кронштейна 4 имеют опорные поверхности А и В, одна из которых А ограничивает угол поворота оси барабана, что обеспечивает необходимый натяг армирующего рулонного материала. Литейная форма содержит механизм подачи арматуры, кронштейн 8 которого имеет рабочую поверхность 9, по которой движется рулонный материал 6, и закреплен на нижней поверхности неподвижной полуформы. Рычаг 10 механизма подачи арматуры щарнирно закреплен на нижней поверхности подвижной полуформы при .помощи кронштейна 11 и оси 12 и подпружинен к полуформе пружиной 13 растяжения . Рычаг 10 имеет дугообразный
мирующий материал 6 и, взаимодействуя с рабочей поверхностью 9 кронштейна 8, преодолевает усилие пружины 13 и протягивает ленточньй материал на необходимую величину. Затем форма смыкается и в плоскости разъема надежно фиксируется армирующий материал плитами 2 и 17. 1 з.п. ф-лы, 2 ил.
конец 14 с поперечными рифлениями 15, Подвижная полуформа имеет плиту 16 крепления, плиту 17 матриц, механизм выталкивания отливок, включающий плиты 18 и 19 с выталкивателями 20 и 21 .
Литейная форма работает следукицим образом.
В раскрытом, положении формы (фиг. 2) рулонный материал 6 устанавливается
на рабочую поверхность 9 кронштейна
8. При закрытии формы рычаг 10 дуго- образным кондом 14 с поперечными рифлениями 15 захватывает рулонный армирующий материал 6 и, взаимодействуя
с рабочей поверхностью 9 кронштейна 8, преодолевает усилие пружины 13 растяжения и протягивает рулонный материал на необходимую величину Затем происходит смыкание полуформ
(фиг.1) и рулонный материал надежно фиксируется в .плоскости разъема плитами 2 и 17 подвижкой и неподвижной полуформ. После запрессовки металла и технологической вьдержки, необходимой для охлаждения детали, пресс-форма раскрывается, при этом механизм 3 обрезки литников производит обрезку литниковой системы, облоя и арматуры по наружному контуру детали. При дальнейшем движении подвижной полуформы упоры машины (не показаны) воздействуют через плиты 18 и 19 на вы- та.пкиватели 20 и 21, которые выталкивают готовую деталь из рабочей полости пресс-формы, Рьиаг 10 под действием усилия пружины 13 возвращается в исходное положение, образуя зазорs достаточный для свободного перемещения рулонного материала по рабочей
плоскости 9 кронштейна 8,
Предлагаемое изобретение позволяет обеспечить непрерывную подачу ар
матуры в виде ленточного материала в рабочую зону пресс-формы и повысить производительность труда при изготовлении армированных отливок,
Формула изобретения
1. Литейная форма для изготовления изделий с арматурой, содержащая неподвижную полуформу с плитой пуансонов, подвижную полуфррму с плитой матриц, механизм выталкивания и механизм подачи арматуры, отличающаяся тем, что, с целью повышения производительности за счет обеспечения непрерывной подачи арма
туры в виде ленточного материала, механизм подачи арматуры у становлен на наружной поверхности пресс-формы и состоит из кронштейнаj расположенного в плоскости разъема пресс-формы и закрепленного на неподвижной полуформе, и рычага, шарнирно закрепленного на подвижной части пресс-формы, подпружиненного относительно нее и имеющего дугообразный конец, взаимодействующий с кронштейном.
2. Форма ПОП.1, отличающаяся тем, что на дугообразном конце рычага вьтолнены поперечные
рифления.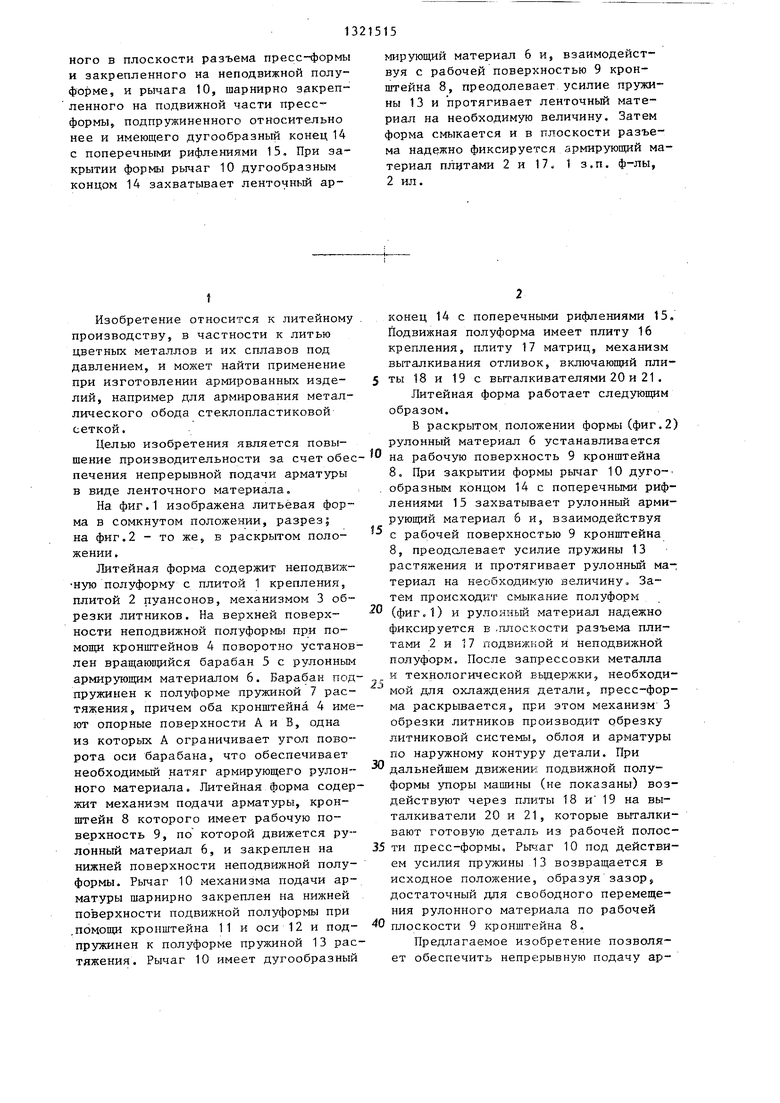
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1989 |
|
SU1733188A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1174156A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Машина для литья под давлением | 1985 |
|
SU1304982A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1987 |
|
SU1458074A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU710775A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1382584A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
Изобретение относится к литейному производству. Целью изобретения является повышение производительности за счет обеспечения непрерьгеной подачи арматуры в ввде ленточного материала. Механизм подачи арматуры состоит из кронштейна 8, расположен- 21 О9 |чд 10 , ел ел иг.1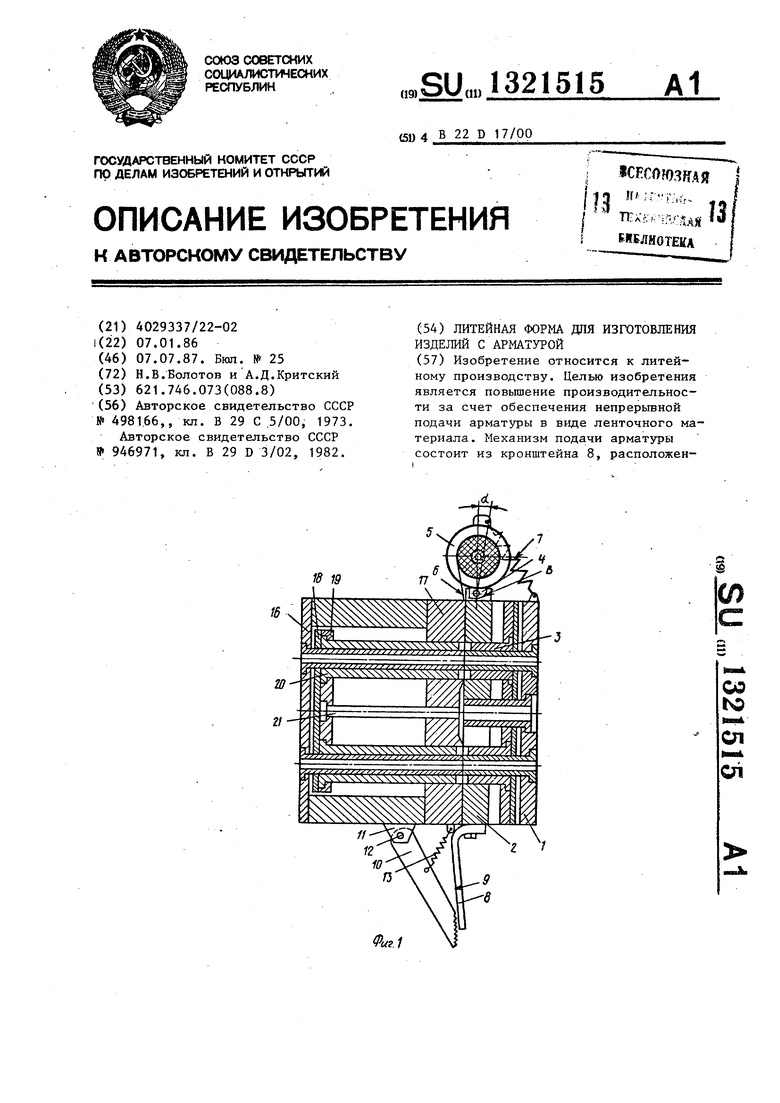
ю
фиг. г
Редактор Л.Гратилло
Составитель В.Шавров
Техред М.Моргентал Корректор А.Тяско
2702/7
Тираж 740Подписное
ВНИИПИ Государственного комитета ССС1
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4,
| ДВЕРНОЙ ИЛИ НАСТОЛЬНЫЙ ЗВОНОК | 1926 |
|
SU4981A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма | 1980 |
|
SU946971A1 |
| Солесос | 1922 |
|
SU29A1 |
