вижной полуформе 4 установлена охлаждаемая подвижная вставка 7, закрывающая литниковую втулку 8 и поворачивающаяся относительно оси 6, параллельной плоскости разъема и смещенной к неподвижной плите крепления. Вставка 7 снабжена приводом в виде поворотного гидроцилиндра. В подвижной полуформе 3 установлена клиновая опора 19, перемещающаяся параллельно плоскости разъема под действием клина 22 с цилиндром 23 и взаимодействующая при-зак рытой пресс-форме с подвижной вставкой 7. Перед закрытием пресс-формы подвижная вставка поворачивается и перекрывает литниковую втулку 8. Затем персс-форма закрывается и клиновая опора 19 поднимается своим приводом вверх до упора в подвижную вставку 7. Металл в камеру
1
Изобгретение относится к литейному производству, в частности к литью под давлением с Hcnojib3OBaHVTeM пресс- форм, осуществляющих обрезку пресс- остатка от литника в цикле прессо- в ан ия.
Целью изобретения является повышение надежности работы машины и уменьшение времени на замену пресс-формы.
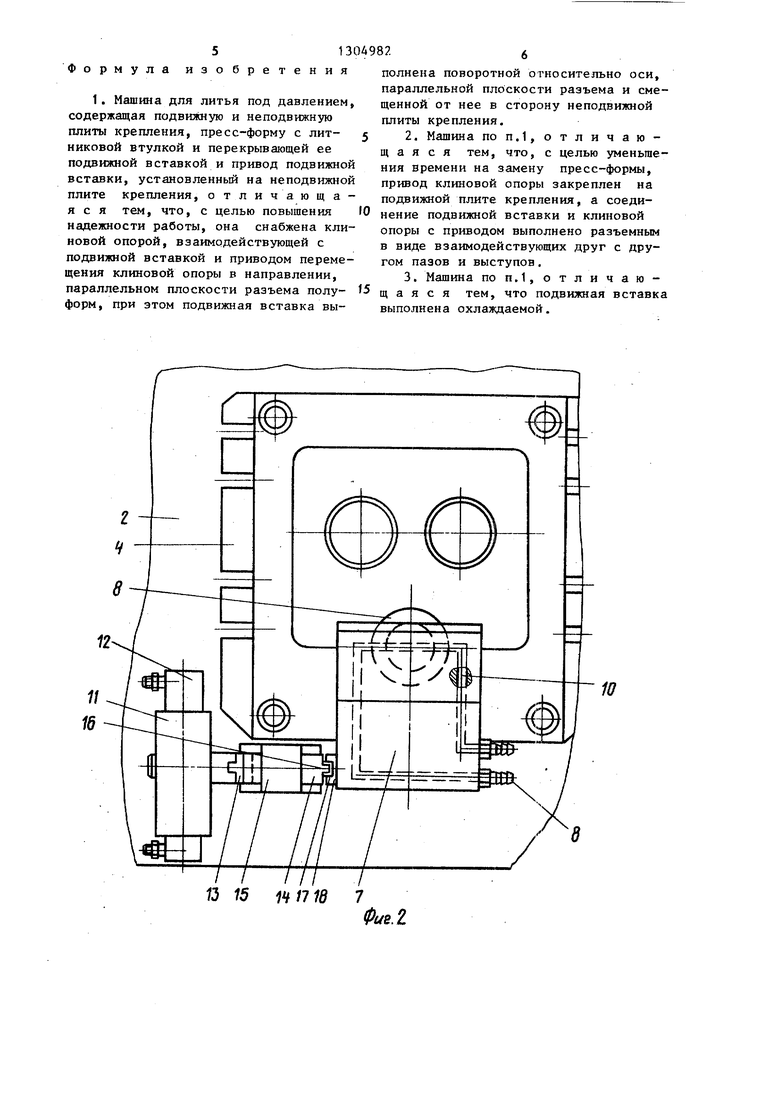
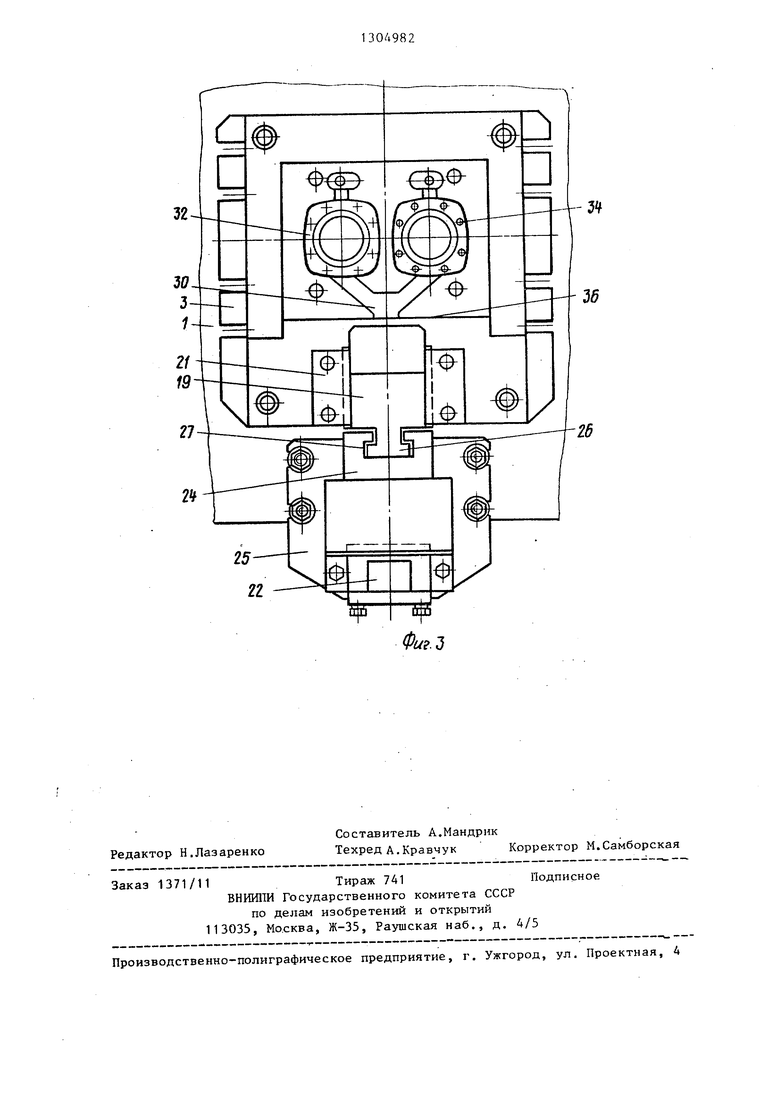
На фиг.1 дана схема машины для ли- тья под давлением с установленной пресс-формойi на фиг.2 и 3 - то же, виды на неподвижную и соответственно подвижную плиты крепления машины со сто роны плоскости разъема пресс- формы,
Машина для литья под давлением содержит подвижную 1 и неподвижную 2 плиты крепления, на которых закреплена пресс-форма, состоящая из подвиж- ной 3 и неподвижной 4 полуформ. В последней на кронштейне 5 закреплена с возможностью поворота относительно оси 6 подвижная вставка 7, перекрывающая литниковую втулку 8 на плоскости 9 разъема. Ось 6 параллельна плоскости 9 разъема и смещена от нее в сторону неподвижной плиты 2 крепления. В подвижной вставке 7 выполнены каналы 10 охлаждения.
прессования 28 может быть залит сразу после перекрытия литниковой втулки или после закрытия пресс-формы. После запрессовки клиновая опора 19 отводится вниз и прессующий поршень 29, поворачивая подвижн то вставку 7 вокруг оси 6, отрезает пресс-остаток 31 от литника 30. Выполнение подвижной вставки и наличие клиновой опоры исключает трение пресс-Остатка об вставку и появление облоя, что повышает надежность работы машины. Соединение подвижной вставки и ее клиновой опоры с приводами выполнено в виде взаимодействующих друг с другом пазов и выступов, а пргаоды закреплены на плитах крепления машины. Это сокращает время на замену пресс-формы. 2 3.п. ф-лы, 3 ил.
Привод 11 вставки 7 (фиг.2) выполнен в виде поворотного гидроцилиндра 12, вал которого через муфту 13 сое- с валом 14, установленным в опоре 15. Соединение подвижной вставки 7 с приводом выполнено в виде взаимодействующих друг с другом выступа 16, выполненного на торце вала 14, и паза 17 на втулке 18, закрепленной на подвижной вставке 7,
В подвижной полуформе 3 установлена клиновая опора 19, взаимодействующая своей клиновой частью 20 со вставкой 7. Клиновая опора 19 (фиг.З) перемещается в направляющих 21, установленных на подвижной полуформе 3, параллельно плоскости 9 разъема. Привод клиновой опоры 19 (фиг.1) выполнен в виде клинового механизма, состоящего из клина 22, соединенного с цилиндром 23 , и ползуна 24, и закреплен с помощью кроншт€;йна 25 на подвижной плите 1 крепления. Соединение клиновой опоры 19 со своим приводом также выполнено в виде взаимодействующих друг с другом выступа 26 на опоре 1 9 и паза 27 на ползуне 26 (фиг.З).
В неподвижной плите крепления установлена камера прессования 28 с прессующим поршнем 29. В подвижной
313
вставке 7 и в подвижной полуформе выполнен литник 30, соединяющий пресс- остаток 31 с отливкой 32.
В подвижной полуформе установлена плита 33 выталкивания с толкателями 34, приводимая в движение упорами 35 машины.
Машина для литья под давлением работает следующим образом.
В исходном положении пресс-форма раскрыта, толкатели 34 выдвинуты вправо, клин 22 отведен цилиндром 23 в крайнее левое положение, поэтому ползун 24 и клиновая опора 19 опущены вниз. Подвижная вставка 7 повернута вниз (фиг.1, штрихпунктиром).
Отливка 32 и пресс-остаток 31 удалены. Машина готова к работе.
После смазки и обдувки пресс-формы гидроцилиндр 12 поворачивает подвижную вставку 7 и прижимает к литниковой втулке 8. Затем подвижная плита крепления перемещается вправо и пресс форма закрывается. После достижения требуемого усилия запирания цилиндр 23 через клин 22 и ползуны 24 перемещает клиновую опору 19 вверх. Последняя своей клиновой частью 20 взаимодействует со вставкой 7, что позво- Ляет передать усилие, возникающее при прессовании, со вставки 7 на подвижную плиту 1 крепления и предотвратить появление облоя по плоскостям 9 и 36 После заливки металла в камеру 28 прессования прессующий порщень 29 осуществляет запрессовку.
После технологической выдержки давление с прессующего поршня 29 снимают и гидроцилиндром 23 отводят клиновую опору 19 вниз. За вставкой образуется свободное пространство. Затем снимают давление с поворотного гидроцилиндра 12 и подают давление на прессующий порщень 29. Пресс-остаток 31 под действием прессующего пор- щня 29 отодвигает вставку 7 вправо. При этом обрезается литник 30,а вставка 7 поворачивается вокруг оси 6 до упора в подвижную полуформу и отры- вается от пресс-остатка 31 по плоскости 9.
После окончания выдержки отливки в пресс-форме подвижную плиту 1 крепления отводят влево. Пресс-форма раскрывается. Прессующий порщень 29 выталкивает пресс-остаток 31 литниковой втулки 8. Упоры 35 перемещают плиту 33 выталкивания вправо и толкатели
34 сталкивают отливку в тару, находящуюся под подвижной полуформо 3 (не показано). Затем гидроцилиндр 12 поворачивает подвижную вставку 7 вниз и пресс-остаток 31 падает в другую тару. При этом все плоскости стыка вставки 7 с литниковой втулкой 8 и плоскостью 36 доступны для осмотра,, очистки и смазки. Цикл закончен.
Операцию заливки металла в камеру 28 прессования можно осуществлять до закрытия пресс-формы сразу после прижима подвижной вставки 7 к литниковой втулке 8. Это позволяет сократить цикл работы машины. Для ликвидации перегрева вставки 7 она выполнена охлаждаемой.
При смене пресс-формы полуформы 3 и 4 отсоединяют от плит 1 и 2 крепления машинь и перемещают их в направлении, перпендикулярном плитам крепления. При этом выступы 16 и 26 выходят из пазов 17 и 27 соответственно, т.е. происходит рассоединение подвижной вставки 7 и клиновой опоры 19 со своими приводами. Новая пресс-форма устанавливается в обратной последовательности. При этом благодаря наличию соединений никаких дополнительных операций по соединению приводов со вставками не требуется. Это упрощает обслуживание машины и ускоряет замену пресс-формы.
Данная машина для литья под давлением позволяет производить отрезку пресс-остатка от литника, при этом за счет выполнения подвижной вставки
поворотной исключен износ вставки 7 от трения об пресс-остаток, а наличие клиновой опоры 19 исключает появление облоя, что ведет к повышению надежности работы машины.
Кроме того, выполнение соединения подвижной вставки 7 и ее клиновой опоры 19 с приводами разъемным в виде взаимодействующих друг с другом пазов и выступов позволяет уменьшить время на замену пресс-формы и использовать эти приводы, закрепленные на плитах крепления машины, для разных пресс-форм, что ведет к снижению производственных расходов на оснастку.
Выполнение подвижной вставки 7 ох-, лаждаемой и поворотной, кроме повышения надежности работы машины, ведет к увеличению производительности.
ормула изобретен
130498. и я
по па ще пл
1. Машина для литья под давлением, содержащая подвияшую и неподвижную плиты крепления, пресс-форму с лит- j никовой втулкой и перекрывающей ее подвижной вставкой и привод подвижной вставки, установленный на неподвижной плите крепления, отличающаяся тем, что, с целью повышения 10 надежности работы, она снабжена клиновой опорой, взаимодействующей с подвижной вставкой и приводом перемещения клиновой опоры в направлении, параллельном плоскости разъема полу- 5 форм, при этом подвижная вставка вы.
полнена поворотной относительно оси, параллельной плоскости разъема и смещенной от нее в сторону неподвижной плиты крепления.
2.Машина по п.1, отличающая с я тем, что, с целью уменьшения времени на замену пресс-формы, привод клиновой опоры закреплен на подвижной плите крепления, а соединение подвижной вставки и клиновой опоры с приводом выполнено разъемным в виде взаимодействующих друг с другом пазов и выступов,
3.Машина по п.1, о тли чающая с я тем, что подвижная вставка выполнена охлаждаемой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для литья под давлением | 1975 |
|
SU551114A1 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1400774A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ НА МАШИНАХ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 1991 |
|
RU2030247C1 |
| Устройство для отделения пресс-остатка от центрального литника на машине литья под давлением | 1986 |
|
SU1329904A1 |
| Пресс-форма для литья под давлением | 1981 |
|
SU1013092A1 |
| Машина для литья под давлением | 1983 |
|
SU1082555A1 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
| Устройство для отрыва прессостатка от центрального литника | 1975 |
|
SU549251A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
| Устройство для отделения пресс-остатка и литникового коллектора от центрального литника на машинах литья под давлением | 1982 |
|
SU1065080A1 |
Изобретение относится к литейному производству, в частности к литью под давлением с использованием пресс-форм, осуществляющих обрезку пресс-остатка от литника в цикле прессования. Целью изобретения является повышение надежности работы машины и уменьшение времени на замену пресс- формы. Мащина содержит подвижную 1 и неподвижную 2 плиты крепления, на которых закреплены полуформы. В неподгз (Л 00 о j; х 00 ю 22
II II ГЗ 15 141716
Фие.г
2
22
гь
Редактор Н.Лазаренко
Составитель А.Мандрик
Техред А.КравчукКорректор М.Самборская
Заказ 1371/11Тираж 741Подписное
ВНИИ11И Государственного комитета СССР
по делам изобретений и открытий 113035, Мо.сква, Ж-35, Раушская наб., д. 4/5
,,--,-.--.-.- - -.-- -- ----. - ------.- ---- - - - - --- - --- - -- - - «х- -Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, А
Фи.Ъ
| МАШИНА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ СЖАТИЯ | 0 |
|
SU171998A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
