Изобретение относится к технологическому оборудованию, используемому на заводах строительной индустрии для изготовления конвейерным способом строительных изделий, р частности комплексных плит покрытий.
Цель изобретения - повышение производительности.
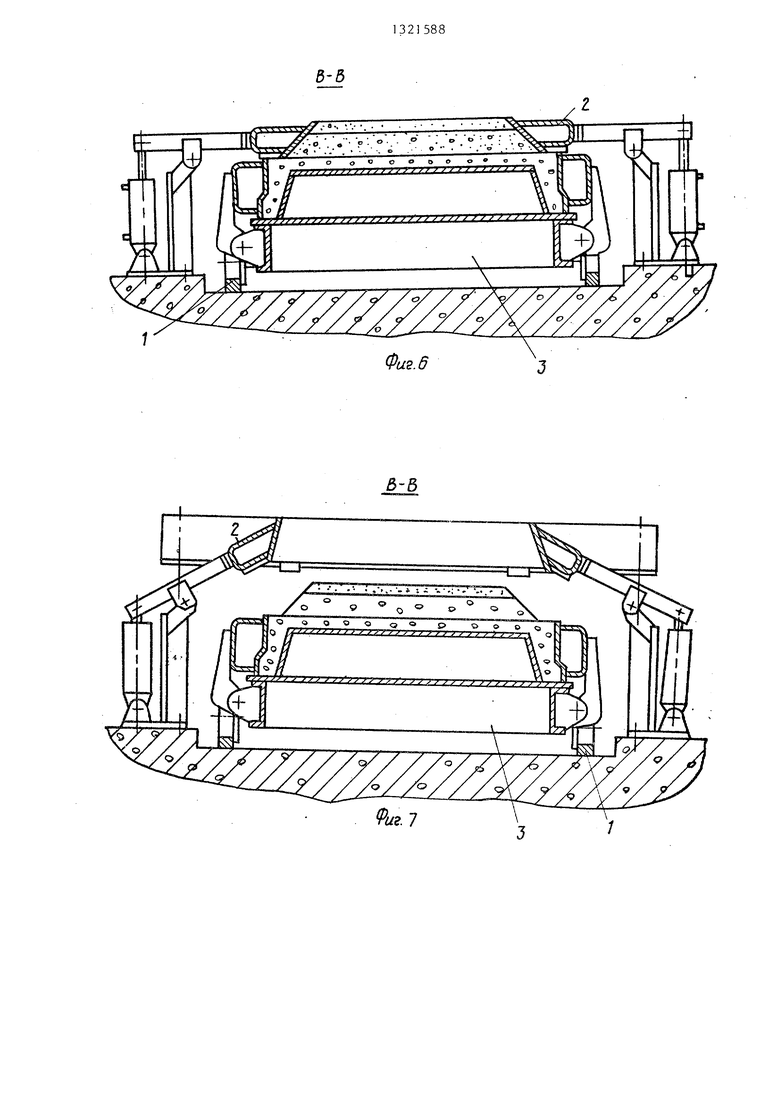
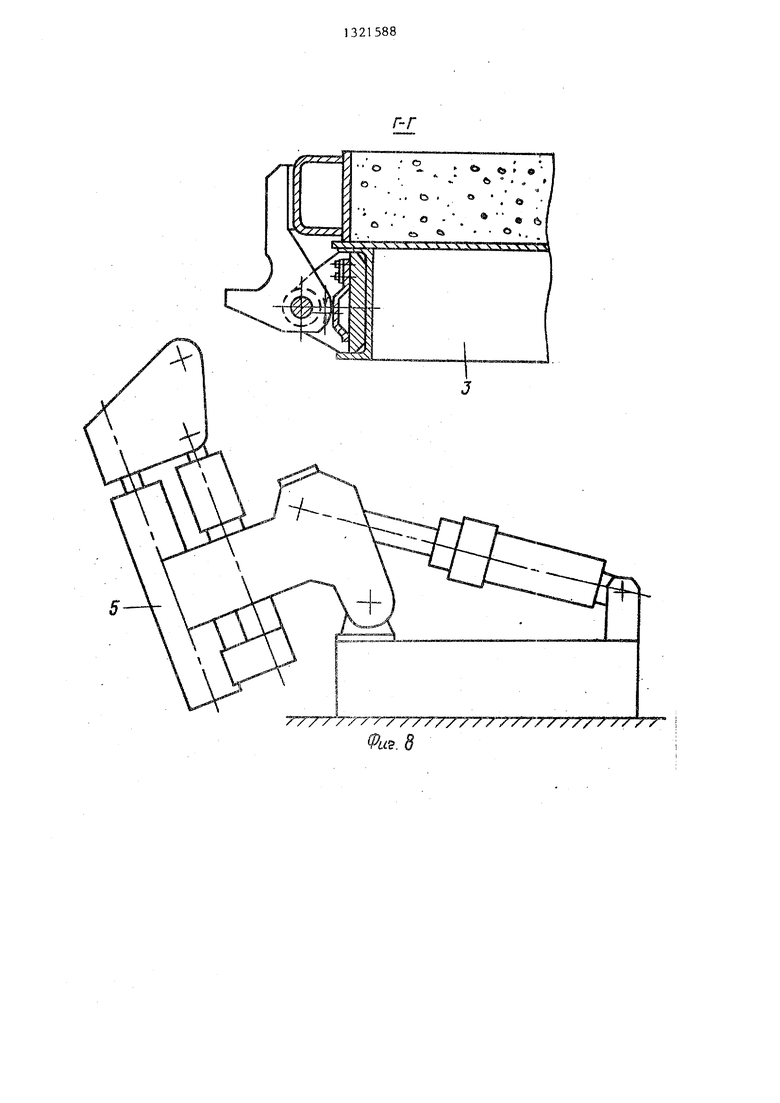
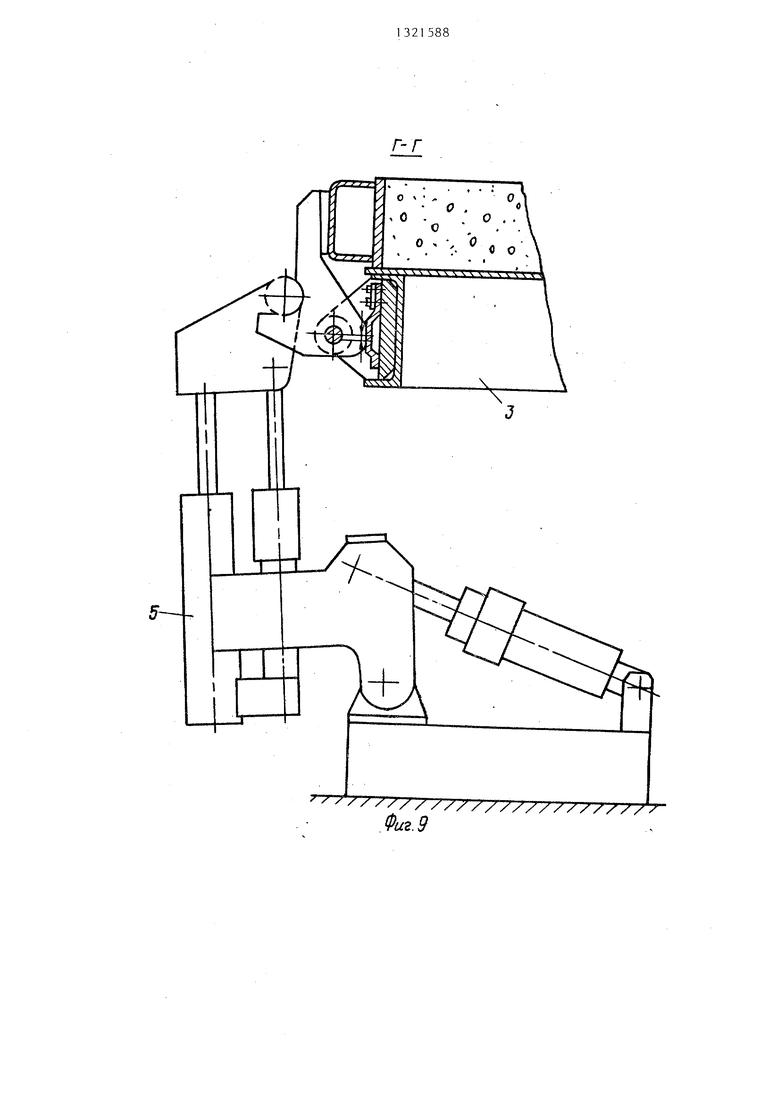
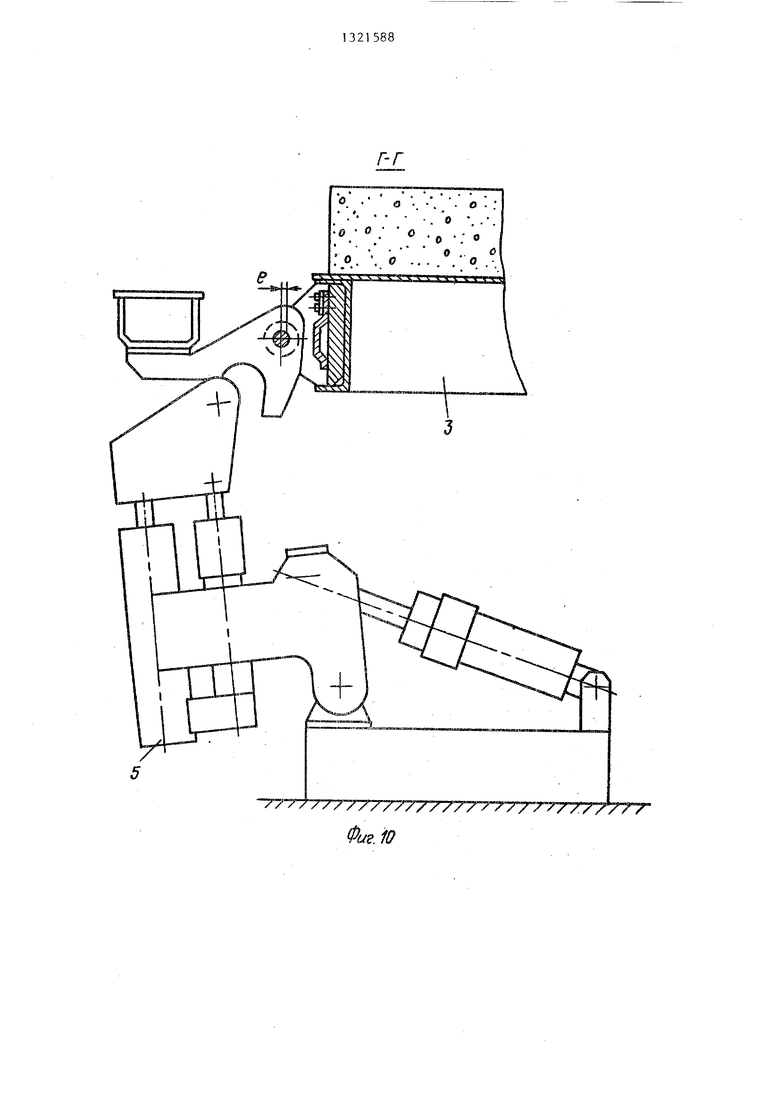
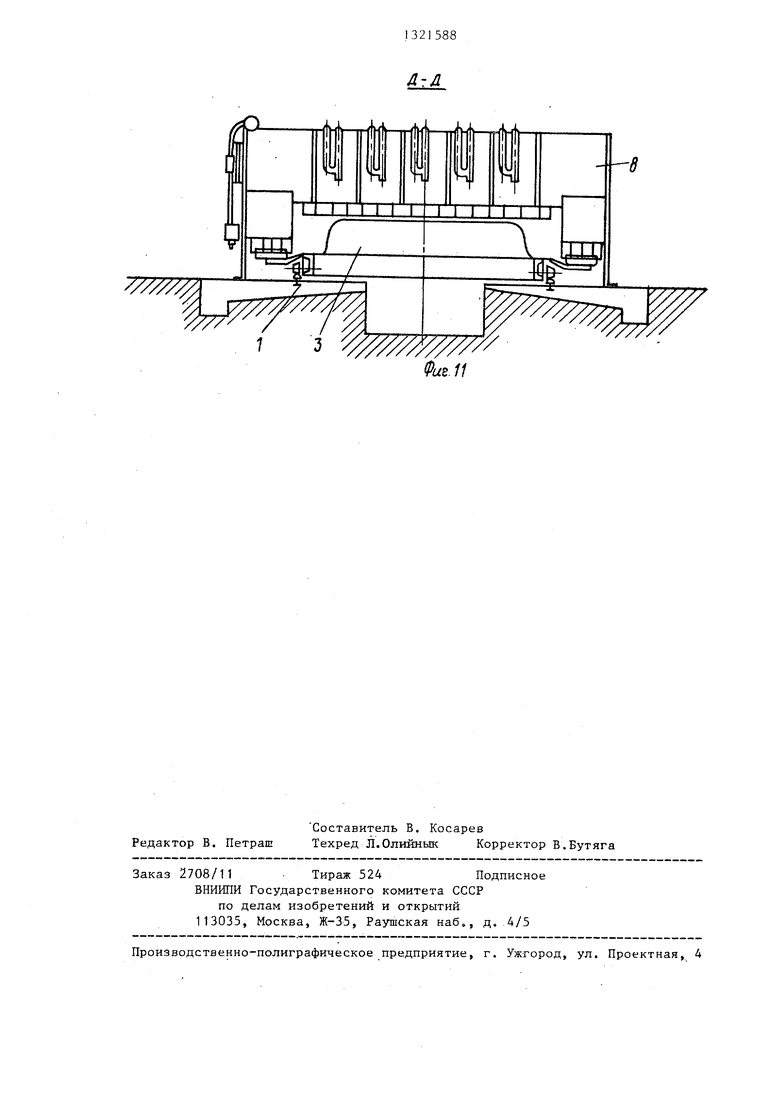
На фиг. 1 изображена технологическая линия Для изготовления комплексных плит покрытий, вид сверху (формы- вагонетки не показаны) , на фиг. 2 - вид А на фиг. 1; на фиг. 3 - приводная бортоснастка, вид сверху;на фиг.4 разрез Б-Б на фиг. 3, элементы борто- снастки в рабочем положении; на фиг.5 то же, поперечные борта бортоснастки в поднятом положении; на фиг. 6 - разрез В-В на фиг. 3, элементы бортоснастки в рабочем положении; на фиг.7- то же, поперечные и продольные борта бортоснастки в поднятом положении; на фиг. 8 - разрез Г -Г на фиг. 1, устройство для открывания и закрывания бортов в исходном положении, борта формы-вагонетки закрыты; на фиг. 9 - то же, в положении начала открывания бортов, борта-формы вагонетки закрыть ; на фиг. 10 - то же, в промежуточном положении, борта формы-вагонетки открыты; на фиг. 11 - разрез Д-Д на фиг. 1. Технологическая линия для изготовления комплексных плит покрытий вы- I
полнена в виде нескольких параллельных рельсовых путей 1 и 2, на которых установлены формы-вагонетки 3. Один из рельсовых путей является линией формования. На линии формования размещены пост 4 распалубки, оснащенный устройством 5 для открывания и закрывания бортов форм-вагонеток 3, пост 6 снятия изделий с форм-вагонеток 3, пост 7 закрывания бортов форм- вагонеток 3, оснащенный устройством 5 для открывания и закрывания бортов форм-вагонеток 3. Между постами 6 и 7 смонтирована машина 8 для смазки форм вагонеток 3. Линия содержит также пос 9 укладки в формы-вагонетки 3 элементов армирования, пост 10 формования, оснащенный виброплощадкой 11 и бетоноукладчиком 12, пост 13 укладки па- роизоляции, оснащенный самоходной машиной 14 для укладки пароизоляции, пост 15 укладки утеплителя и гидроизоляции, оснащенный приводной бор- тоснасткой 16 и самоходным бетоноукладчиком 17, пост 18 доводки. Формы
5
5
0
5
0
0
5
вагонетки 3 по рельсовому пути 1 перемещают с помощью привода конвейера 19.
Перпендикулярно рельсовым путям 1 и 2 с торцов расположены рельсовые пути 20, по которым перемещаются самоходные передаточные платформы 21 с толкателем. Рельсовые пути 2 расположены в термокамерах 22.
Технологическая линия для изготовления комплексных плит покрытий рабо- таб т следующим образом.
При установившемся режиме работы рельсовый пу-ть 1 имеет формы-вагонетки 3 на всех технологических постах 4, 6, 7, 9, 10, 13, 15 и 18. На рельсовых путях 2 формы-вагонетки 3 размещены в термокамерах 22.
Левая и правая самоходные передаточные платформы 21 расположены по оси рельсового пути 1, при этом на правой самоходной передаточной платформе 21 находится форма-вагонетка 3 с готовым изделием.
На всех технологических постах 4, 6, 7, 9, lOj 13, 15 и 18 выполнение технологических операций осуществляют параллельно (одновременно).
На посту 4 распалубки .включением в работу устройства 5 для открывания и закрывания бортов форм-вагонеток осуществляют распалубку - открывание бортов форм-вагонеток 3 (фиг. 8-10)
На посту 6 осуществляют съем с фор - мы-вагонетки 3 готового изделия и укладку его на тележку вывоза готовой продукции. Эту операцию выполняют с |помс1щью мостового крана (тележка для вывоза готовой продукции и мостовой кран не показаны) . На ТОМ же посту 6 осуществляют очистку форм-вагонеток 3 от оставшегося на них бетона (облоя) .
На посту 7 включением в работу устройства 5 для открывания и закрывания бортов форм-вагонеток осуществляют закрывание бортов-вагонеток 3.
На посту 9 осуществляют укладку в форму-вагонетку 3 элементов армирования.
На посту 10 с помощью бетоноукладчика 12 и виброплощадки 11 осуществляют укладку в форму-вагонетку 3 бетонной смеси, уплотнение бетонной смеси и заглаживание верхней открытой поверхности отформованного изделия.
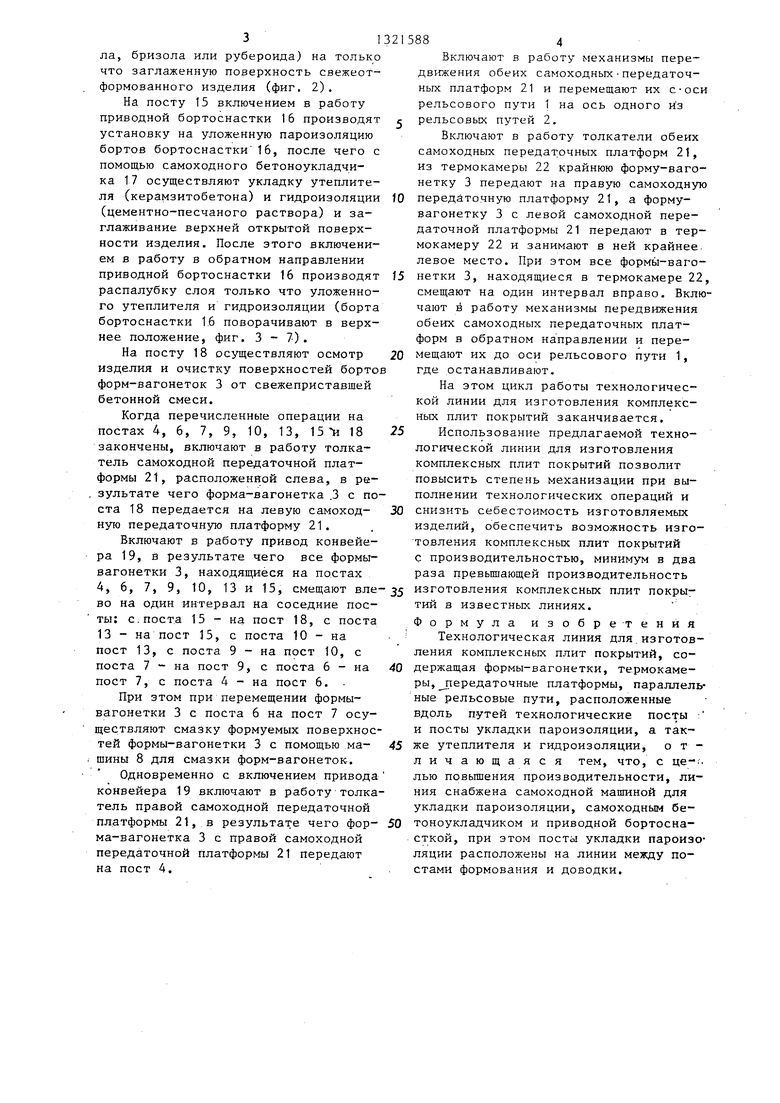
На посту 13 с помощью самоходной машины 14 для укладки пароизоляции осуществляют уклгдку пароизоляции (изола, бризола или рубероида) на только что заглаженную поверхность свежеотформованного изделия (фиг. 2).
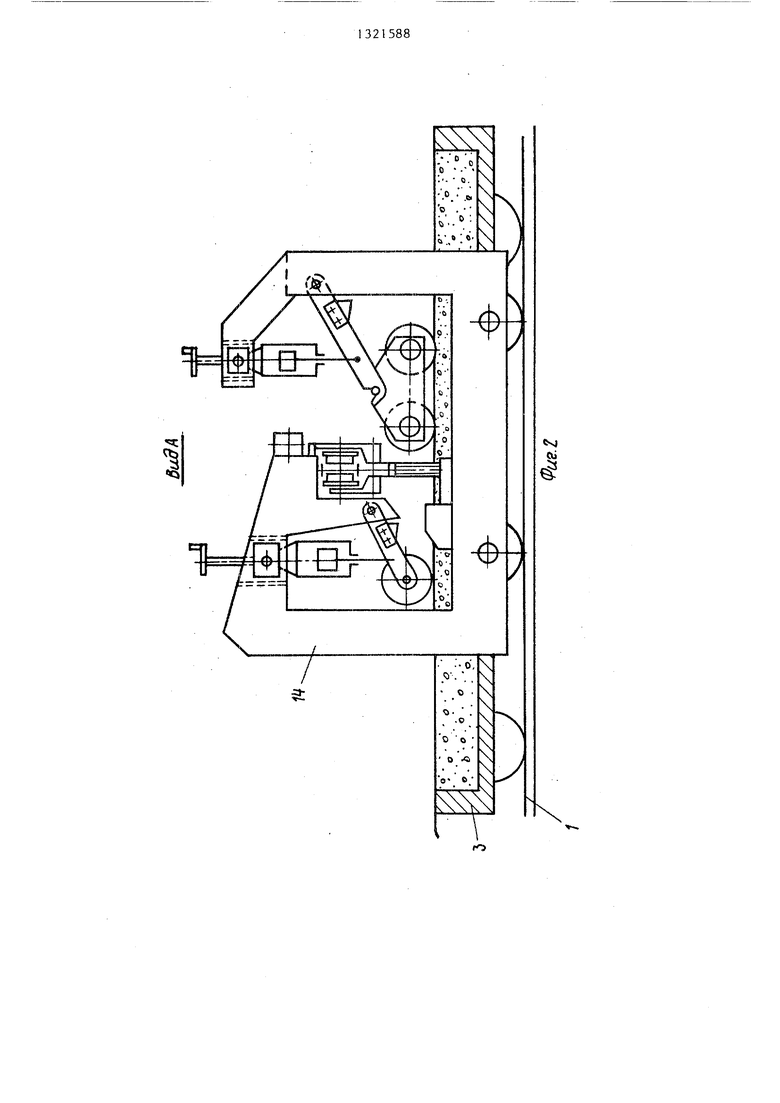
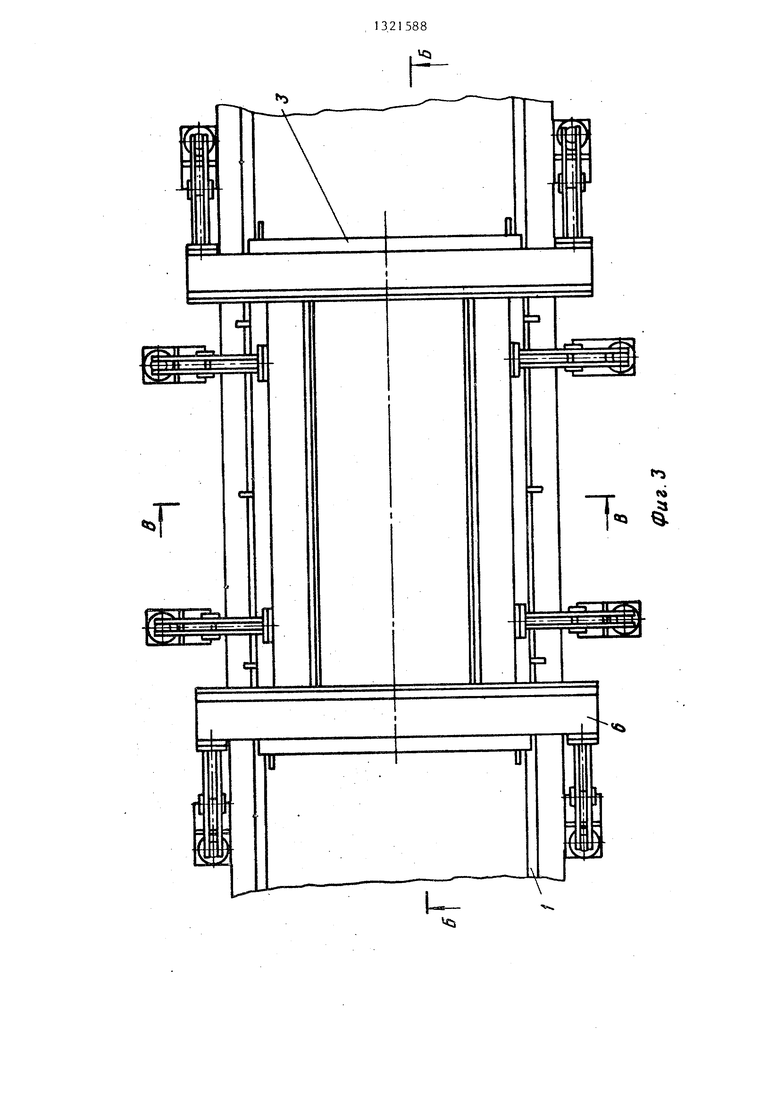
На посту 15 включением в работу приводной бортоснастки 16 производят установку на уложенную пароизоляцию бортов бортоснастки 16, после чего с помощью самоходного бетоноукладчика 17 осуществляют укладку утеплителя (керамзитобетона) и гидроизоляции (цементно-песчаного раствора) и заглаживание верхней открытой поверхности изделия. После этого включением в работу в обратном направлении приводной бортоснастки 16 производят распалубку слоя только что уложенного утеплителя и гидроизоляции (борта бортоснастки 16 поворачивают в верхнее положение, фиг. 3-7).
На посту 18 осуществляют осмотр изделия и очистку поверхностей борто форм-вагонеток 3 от свежеприставшей бетонной смеси.
Когда перечисленные операции на постах 4, 6, 7, 9, 10, 13, 15-и 18 закончены, включают в работу толкатель самоходной передаточной платформы 21, расположенной слева, в результате чего форма-вагонетка .3 с поста 18 передается на левую самоход- нута передаточную платформу 21.
Включают в работу привод конвейера 19, в результате чего все формы- вагонетки 3, находящиеся на постах 4, 6, 7, 9, 10, 13 и 15, смещают вле во на один интервал на соседние посты: с.поста 15 - на пост 18, с поста 13 - на пост 15, с поста 10 - на пост 13, с поста 9 - на пост 10, с поста 7 - на пост 9, с поста 6 - на пост 7, с поста 4 - на пост 6.
При этом при перемещении формы- вагонетки 3 с поста 6 на пост 7 осуществляют смазку формуемых поверхностей формы-вагонетки 3 с помощью ма- шины 8 для смазки форм-вагонеток.
Одновременно с включением привода конвейера 19 включают в работу толкатель правой самоходной передаточной платформы 21, в результате чего фор- ма-вагонетка 3 с правой самоходной передаточной платформы 21 передают на пост 4.
Включают в работу механизмы передвижения обеих самоходныхпередаточных платформ 21 и перемещают их с-оси рельсового пути 1 на ось одного и з рельсовых путей 2.
Включают в работу толкатели обеих самоходных передаточных платформ 21, из термокамеры 22 крайнюю форму-вагонетку 3 передают на правую самоходную передаточную платформу 21, а форму- вагонетку 3 с левой самоходной передаточной платформы 21 передают в термокамеру 22 и занимают в ней крайнее, левое место. При этом все формь1-ваго- нетки 3, находящиеся в термокамере 22 смещают на один интервал вправо. Включают и работу механизмы передвижения обеих самоходных передаточных платформ в обратном направлении и перемещают их до оси рельсового пути 1, где останавливают.
На этом цикл работы технологической линии для изготовления комплексных плит покрытий заканчивается.
Использование предлагаемой технологической линии для изготовления комплексных плит покрытий позволит повысить степень механизации при выполнении технологических операций и снизить себестоимость изготовляемых изделий, обеспечить возможность изго- товления комплексных плит покрытий С производительностью, минимум в два раза цр вьшающей производительность изготовления комплексных плит покрытий в известных линиях. Формула изобретения
Технологическая линия для.изготовления комплексных плит покрытий, содержащая формы-вагонетки, термокамеры, Jтepeдaтoчныe платформы, параллельные рельсовые пути, расположенные вдоль путей технологические посты : и посты укладки пароизоляции, а также утеплителя и гидроизоляции, отличающаяся тем, что, с це-f лью повьшения производительности, линия снабжена самоходной машиной для укладки пароизоляции, самоходным бетоноукладчиком и приводной бортосна- ст;кой, при зтом посты укладки пароизоляции расположены на линии между постами формования и доводки.
«sj
1321588 iCi
-411
л
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления комплексных плит покрытий | 1988 |
|
SU1572821A2 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Технологическая линия для изготовления железобетонных изделий | 1983 |
|
SU1164048A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU975405A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
Изобретение относится к строительству, в частности к изготовлению комплексных плит покрытий конвейерньм способом, и позволяет повысить произ- . водительность линии благодаря тому, что технологическая линия снабжена самоходной машиной 14 для укладки па- роизоляции (изола, бризола или рубероида), а пост 15 укладки утеплителя и гидроизоляции снабжен приводной бор- тоснасткой 16 и самоходным бетоноукладчиком 17, при этом посты 13 и 15 укладки пароизоляции, утеплителя и гидроизоляции расположены на линии между постами 10 и 18 формования и доводки. 11 ил. Q S ел с 20 19 IB 1615 17 а.
-Г
7ь
5s «tj
-tt-7--№
Sl«
1 |Дн111. .
- П v 2
Фае. 6
/ 7 y/y/yyy / / / / У
Фи.8
Фиг. 9
3 ШШ
Фи5.11
Фи5.11
| Конвейерная линия для изготовления крупноразмерных железобетонных изделий "комбинат" | 1973 |
|
SU504654A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
