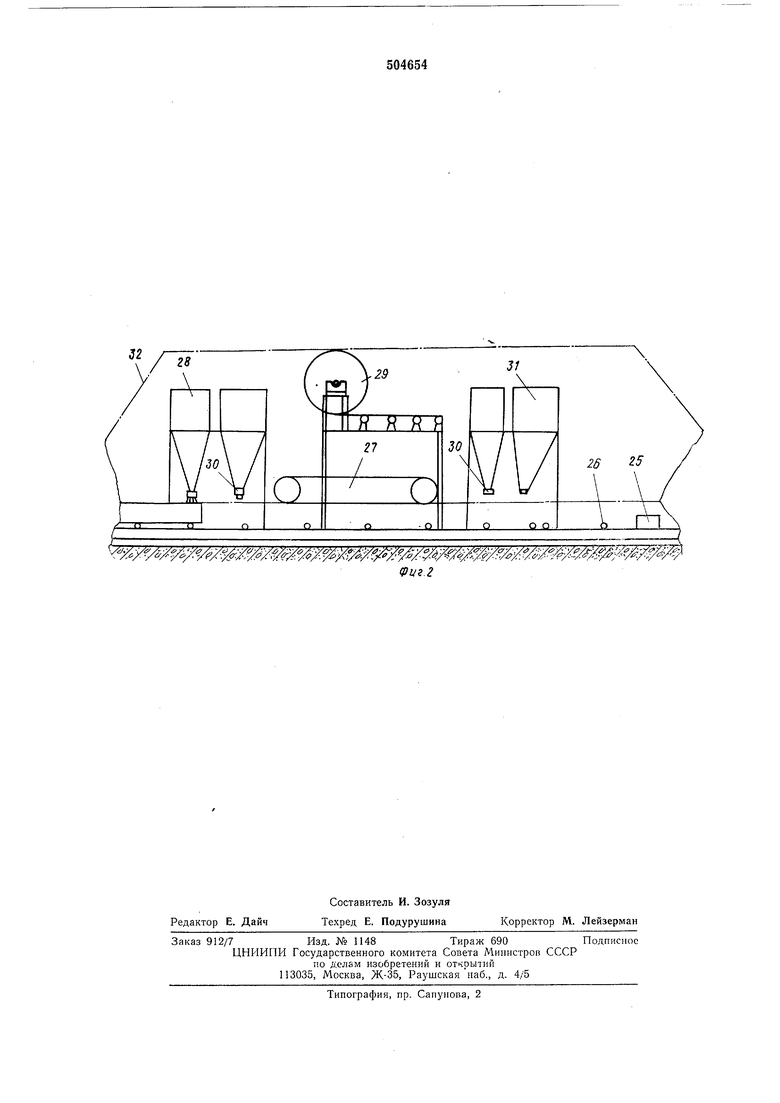
электроразогрева и разбрызгивания по поверхности изделия; механизма 28 размотки рулонных материалов для паро- и гидроизоляции с устройством инфракрасного прогрева ковра и отрезным устройством; дозаторов 30 компонентов полимерных пенопластов со смесителями, системой трубопроводов и с емкостями для хранения; бункера 31 для гранулированного наполнения с системой подогрева и разравнивающим устройством; шатра 32.
Работа линии осуществляется в следующей последовательности.
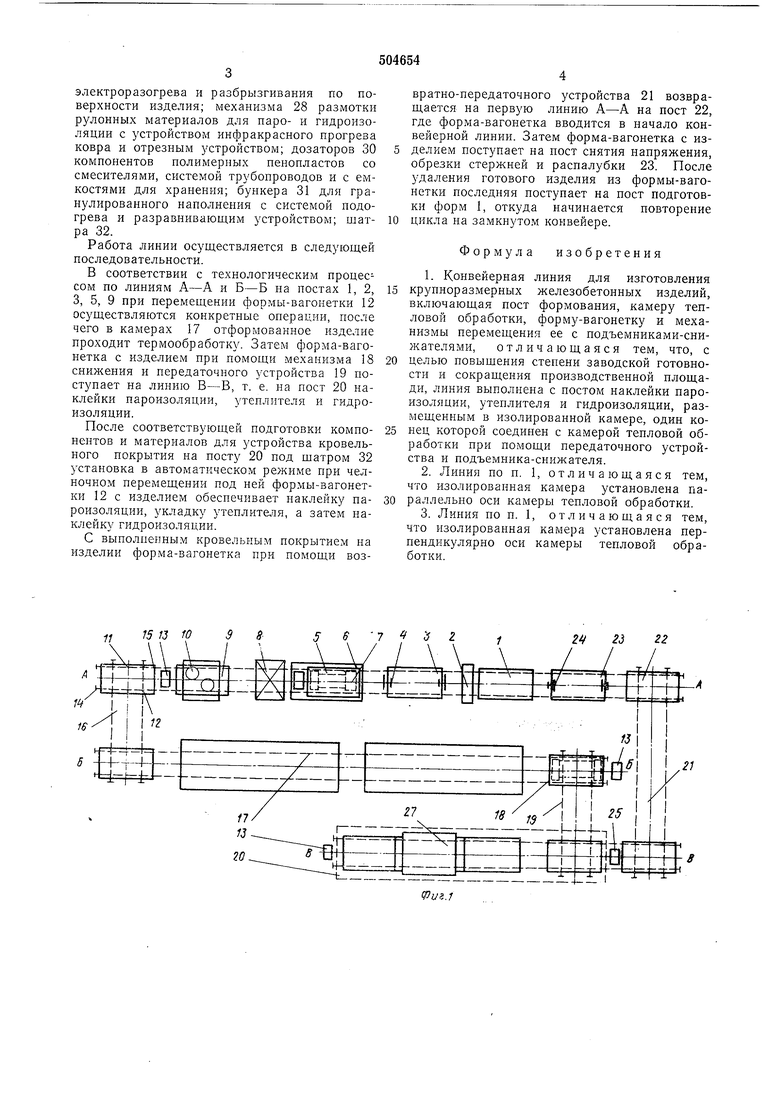
В соответствии с технологическим процессом по линиям А-А и Б-Б па постах 1, 2, 3, 5, 9 при перемещении формы-вагонетки 12 осуществляются конкретные операции, после чего в камерах 17 отформованное изделие проходит термообработку. Затем форма-вагонетка с изделием при помощи механизма 18 снижения и передаточного устройства 19 поступает па линию В-В, т. е. на пост 20 наклейки пароизоляции, утеплителя и гидроизоляции.
После соответствующей подготовки компопептов и материалов для устройства кровельного покрытия на посту 20 под шатром 32 установка в автоматическом режиме при челночном перемещении под ней формы-вагонетки 12 с изделием обеспечивает наклейку пароизоляции, укладку утеплителя, а затем паклейку гидроизоляции.
С выполненным кровельным покрытием па изделии форма-вагонетка при помощи возвратно-передаточного устройства 21 возвращается на первую линию А-А на пост 22, где форма-вагонетка вводится в начало конвейерной линии. Затем форма-вагонетка с изделкем поступает на пост снятия напряжения, обрезки стержней и распалубки 23. После удаления готового изделия из формы-вагонетки последняя ноступает на пост подготовки форм 1, откуда начинается повторение
цикла на замкнуто.м конвейере.
Формула изобретения
1.Конвейерная линия для изготовления крупноразмерных железобетонных изделий,
включающая пост формования, камеру тепловой обработки, форму-вагонетку и механизмы перемещения ее с подъемниками-снижателями, отличающаяся тем, что, с
целью повышения степени заводской готовности и сокращения производственной площади, линия выполнена с постом наклейки пароизоляции, утеплителя и гидроизоляции, размещенным в изолированной камере, один конец которой соединен с камерой тепловой обработки при помощи передаточного устройства и подъемника-снижателя.
2.Линия но п. 1, отличающаяся тем, что изолированная камера установлена параллельпо оси камеры тепловой обработки.
3.Липия по п. 1, отличающаяся тем, что изолированная камера установлена перпендикулярно оси камеры тепловой обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления комплексных плит покрытий | 1988 |
|
SU1572821A2 |
| Технологическая линия для изготовления комплексных плит покрытий | 1985 |
|
SU1321588A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Конвейерная линия для изготовления изделий из бетона | 1984 |
|
SU1174266A1 |