установленного в ванне. Захваты 16 и 17 разводятся через штоки от сдвоенного пневмоцилиндра. Стол поворачивается следующим гнездом, В ванну закалочная жидкость подается соплами, расположенными на уровне гнезд стола. Окалина, падающая с изделий на дно ванны, сгребается скребками, прикрепленными к нижней поверхности стола под углом к его радиусу, к прямоуголь- ной емкости, в которой размещен скреб- ковый транспортер для удаления окали1
Изобретение относится к термической обработке, в частности к автоматизации закалочного оборудования, и может быть использовано для объемной закалки изделий, при которой возникает проблема удаления большого количества окалины, например для объемной закалки крупноразмерных пружин с навивочного нагр ева,
Цедь изобретения - автоматизация процесса и обеспечение удаления окалины.
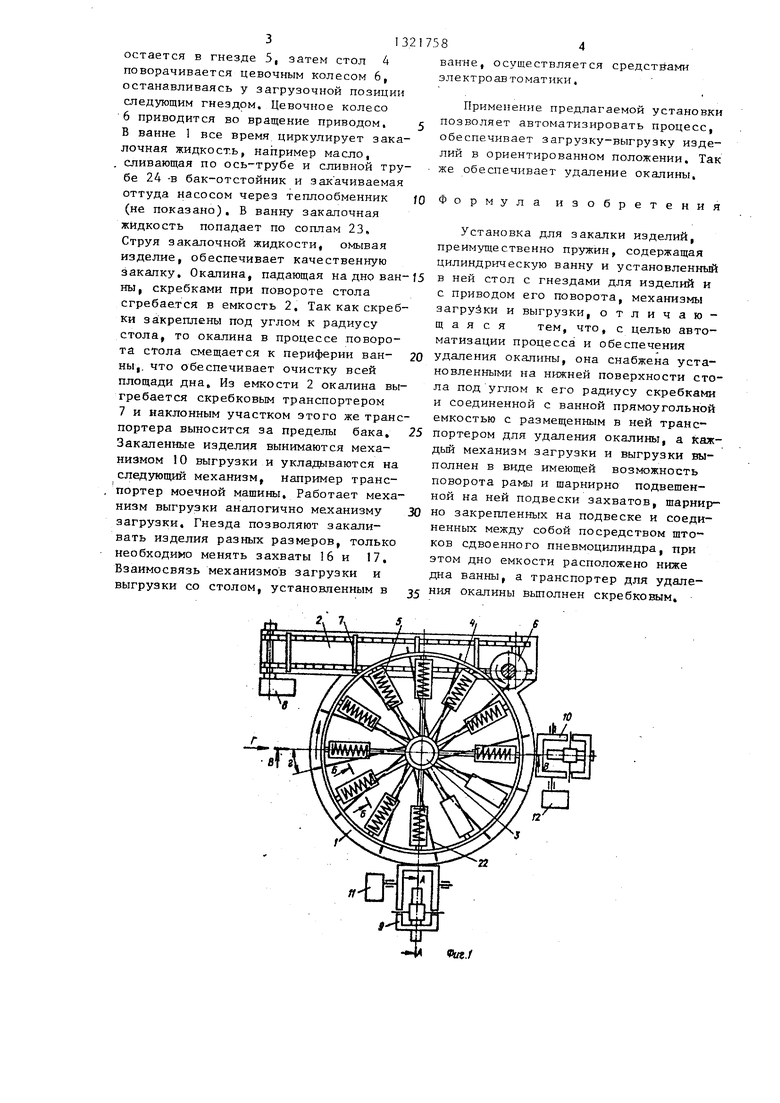
На фиг,1 изображена установка для закалки изделий, вид сверху; на фиг,2
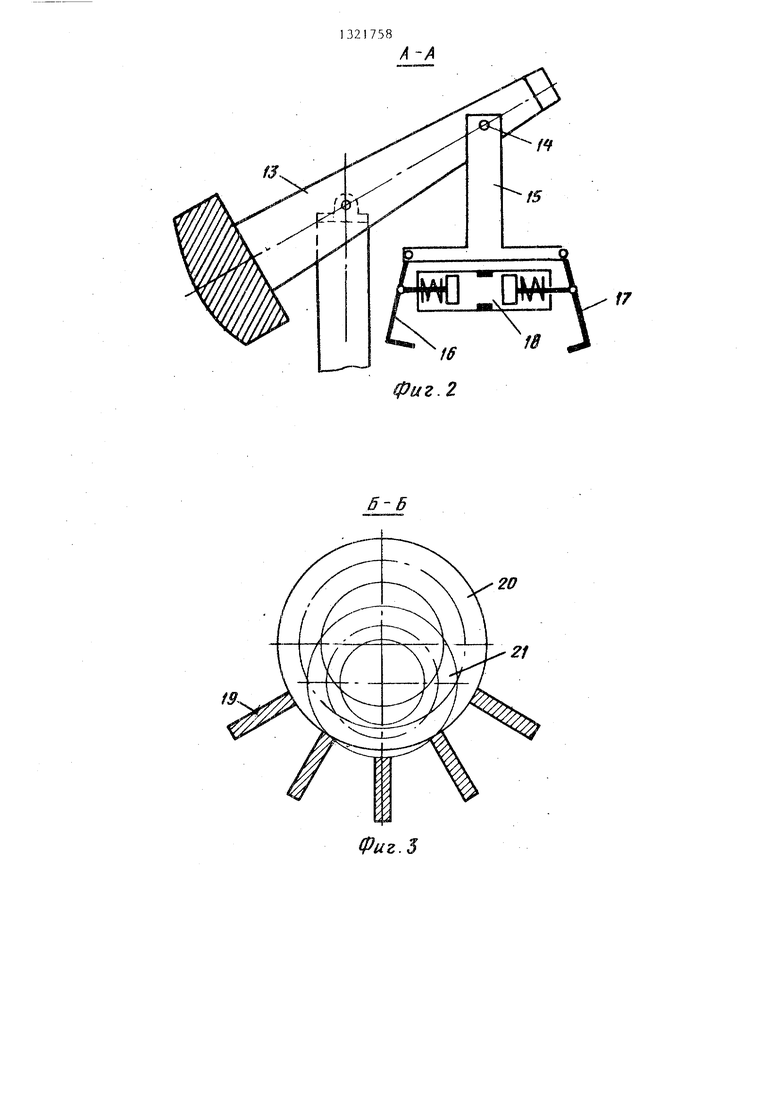
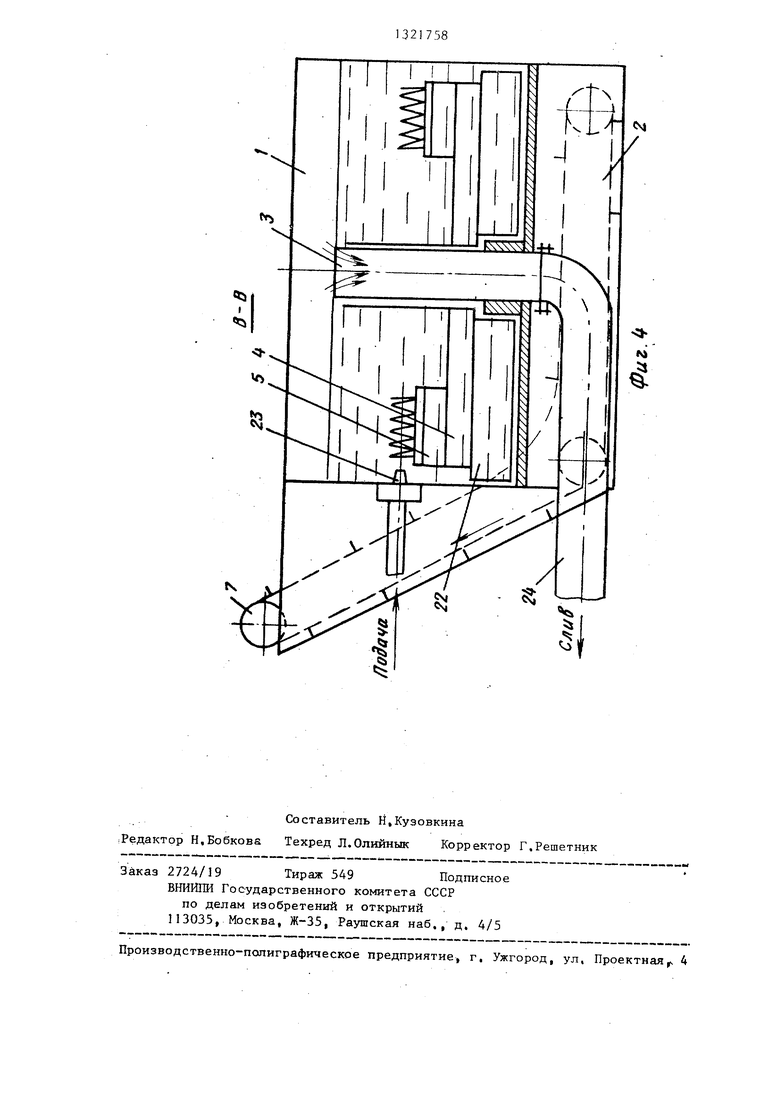
.разрез А-А на фиг.1| на фиг.З - разрез Б-Б на фиг,; на фиг,4 - разрез В-В на фиг, ; на фиг.З - вид Г на фиг.1 ,
Установка для закалки изделий содержит цилиндрическую ванну 1 с закалочной жидкостью, прямоугольную емкость 2, соединенную с ванной I, дно которой вьЕпе дна емкости. В середине ванны 1 к ее дну закреплена вертикальная ось-труба 3, на которой вращается поворотный стол 4, выполненный из полос, установленных на ребро к дну ванны 1, с гнездами 5, С цевками поворотного стола 4 (не показано) взаимодействует цевочное колесо 6, соединенное с приводом поворота стола (не показано), В емкости 2 размещен скребковый транспортер 7 с приводом 8, расположенным вне Варны 1, Вне ванны установлены механизмы 9 и 10 загрузки и выгрузки,
имеющие каждый свой привод 11 и 12, Механизмы загрузки-вытрузки одинаконь, Механизм выгрузки изделия работает аналогячно механизму загруяки. Взаимосвязь механизмов загрузки и выгрузки и поворотного стола осуществляется средствами электроавтоматики. Применение данных механизмов загрузки-выгрузки изделий и дополнительной емкости с транспортером и выполнение поворотного стола со скребками позволяет автоматизировать процесс и удалить окалину. 5 ил.
вы по конструктивному вьшолнению и каждый содержит-соединенную с приводом 11 или 12 прямоугольную раму 13, в которой на оси 14 свободно подве5 шена подвеска 15. К нему шарнирно прикреплены захваты 16 и 17, соединенные между собой штоками сдвоенного пневмоцилиндра 18. Стол 4 и гнезда 5 выполнены из полос 19, установ ленных на ребро к дну ванны у стола и на ребро к образующей закаливаемых изделий 20 и 21, что позволяет свободно проваливаться окалине на дно ванны и улучшает качество закалки благодаря свободной циркуляции закалочной среды, К столу 4 снизу радиально закреплены скребки 22 под углом к радиусу, равным примерно 10- 12°, напротив гнезд 5 в стенке ванны
15
20
закреплены сопла 23 для подачи закалочной среды. Сливная труба 24 соединена с осью-трубой 3.
Установка для закалки изделий работает следующим образом.
Изделие, имеющее закалочную температуру, например навитая на пружино- навивочном станке пружина, подается на позицию загрузки (не показано),
Зацепы 16 и 17 сводятся посредством сдвоенного пневмоцилиндра 18 и захватывают изделие..От привода 11 рама 13 поворачивается в сторону ванны 1. Подвеска 15 под действием собственной массы и массы изделия сохраняют при повороте раммы 13 вертикальное положение. Над гнездом подвеска остаавливается , захваты 16 и 17 пневмо- илиндром 18 разводатся и изделие
313
остается в гнезде 5, затем стол 4 поворачивается цевочным колесом 6, останавливаясь у загрузочной позиция следующим гнездом. Цевочное колесо
6приводится во вращение приводом,
В ванне 1 все время циркулирует закалочная жидкость, например масло, сливающая по ось-трубе и сливной трубе 24 -в бак-отстойник и закачиваемая оттуда насосом через теплообменник (не показано). В ванну закалочная жидкость попадает по соплам 23, Струя закалочной жидкости, омывая изделие, обеспечивает качественную закалку. Окалина, падающая на дно ванны, скребками при повороте стола сгребается в емкость 2. Так как скребки за:креплены под углом к радиусу стола, то окалина в процессе поворота стола смещается к периферии ванны,, что обеспечивает очистку всей площади дна. Из емкости 2 окалина выгребается скребковым транспортером
7и наклонным участком этого же транспортера выносится за пределы бака. Закаленные изделия вынимаются механизмом 10 выгрузки и укладатаются на следующий механизм, например транспортер моечной машины. Работает механизм выгрузки аналогично механизму загрузки. Гнезда позволяют закаливать изделия разных размеров, только необходимо менять захваты 16 и 17, Взаимосвязь механизмов загрузки и выгрузки со столом, установленным в
84
ванне, осуществляется средстй ами электроавтоматики.
Применение предлагаемой установки позволяет автоматизировать процесс, обеспечивает загрузку-выгрузку изделий в ориентированном положении. Так же обеспечивает удаление окалины,
Формула изобретения
Установка для закалки изделий, преимущественно пружин, содержащая цилиндрическую ванну и установленный
в ней стол с гнездами для изделий и с приводом его поворота, механизмы загрузки и выгрузки, отличающаяся тем, что, с целью автоматизации процесса и обеспечения
удаления окалины, она снабжена установленными на нижней поверхности стола под углом к его радиусу скребками и соединенной с ванной прямоугольной емкостью с размещенным в ней транспортером для удаления окалины, а каждый механизм загрузки и выгрузки выполнен в виде имеющей возможность поворота рамы и шарнирно подвешенной на ней подвески захватов, шарнирно закрепленных на подвеске и соединенных между собой посредством штоков сдвоенного пневмоцилиндра, при этом дно емкости расположено ниже дна ванны, а транспортер для удаления окалины выполнен скребковым.
Vue.f
17
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для термообработки | 1983 |
|
SU1201329A1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ и ЗАКАЛКИ ИЗДЕЛИЙ | 1969 |
|
SU234436A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| Устройство для пайки и термообработки | 1983 |
|
SU1148739A1 |
| Камера для охлаждения заготовок | 1979 |
|
SU829690A1 |
| Поточная линия для изготовления деталей,например отвалов плугов | 1985 |
|
SU1349868A1 |
| Устройство для закалки изделий | 1981 |
|
SU996472A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| ПЕЧЬ ДЛЯ НАГРЕВА РЕССОРНЫХ ЛИСТОВ | 1972 |
|
SU356439A1 |
Изобретение относится к установкам для закалки изделий, преимущественно пружин. Цель - автоматизация процесса и обеспечение удаления окалины. Нагретое издепие захватывается захватами 16 и 17. Рама 13 с захватами от привода поворачивается в сто- оону ванны 1 и над гнездом стола, ЧсхоОиое поло мение (Л С
б-В
20
21
Фиг.З
| Рустем С.Л | |||
| Оборудование термических цехов, - М., 1971, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
