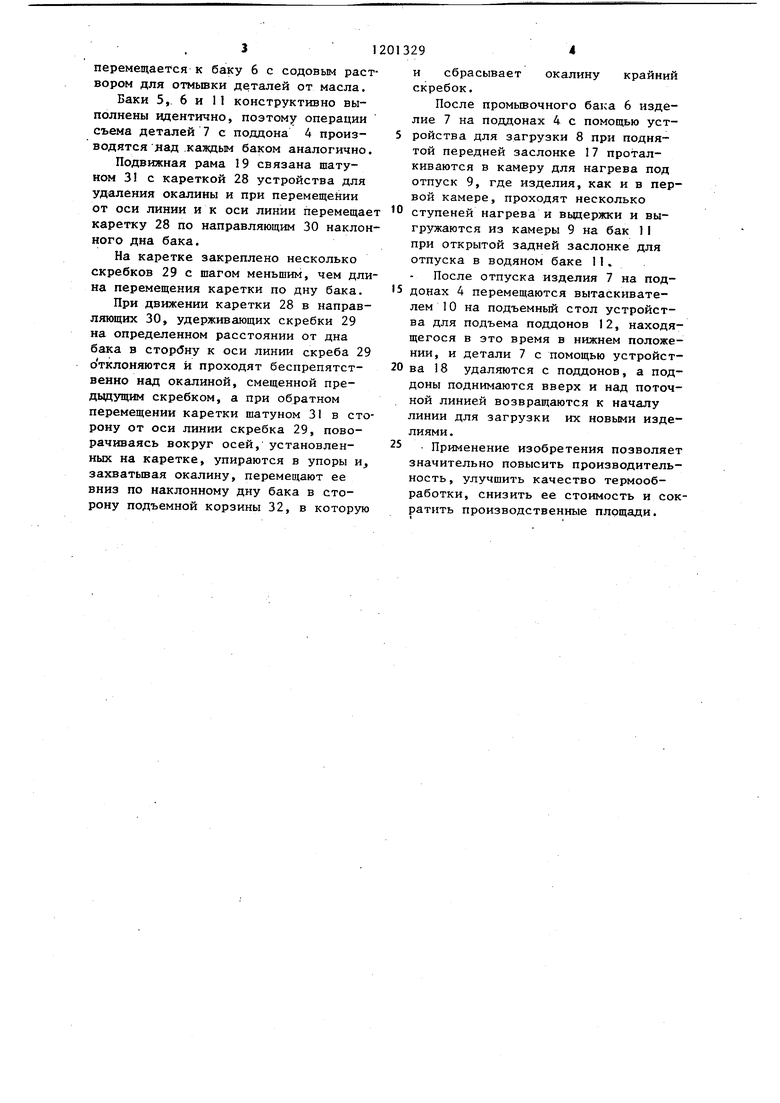
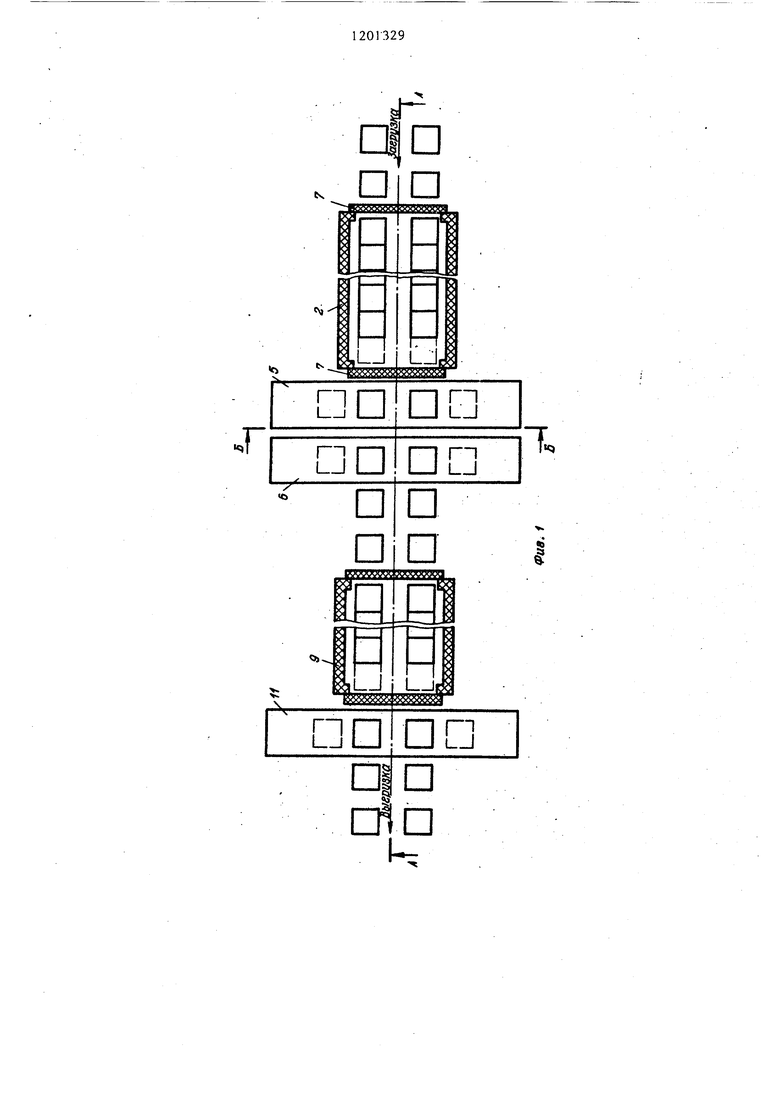
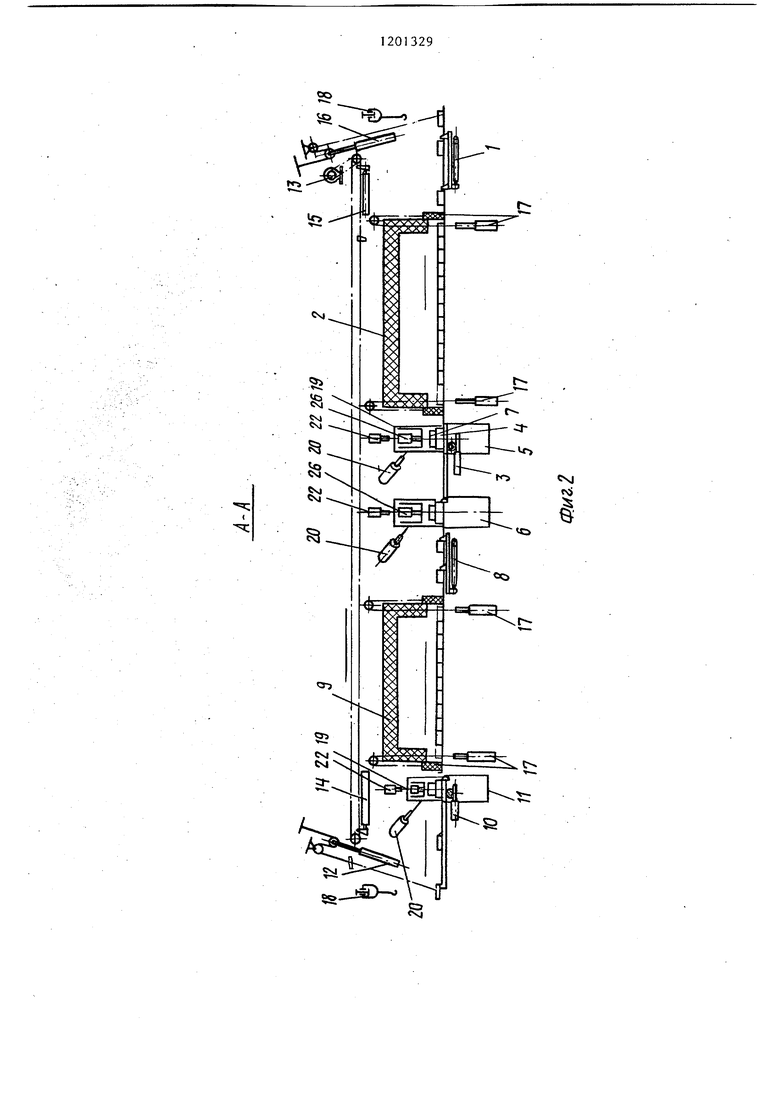
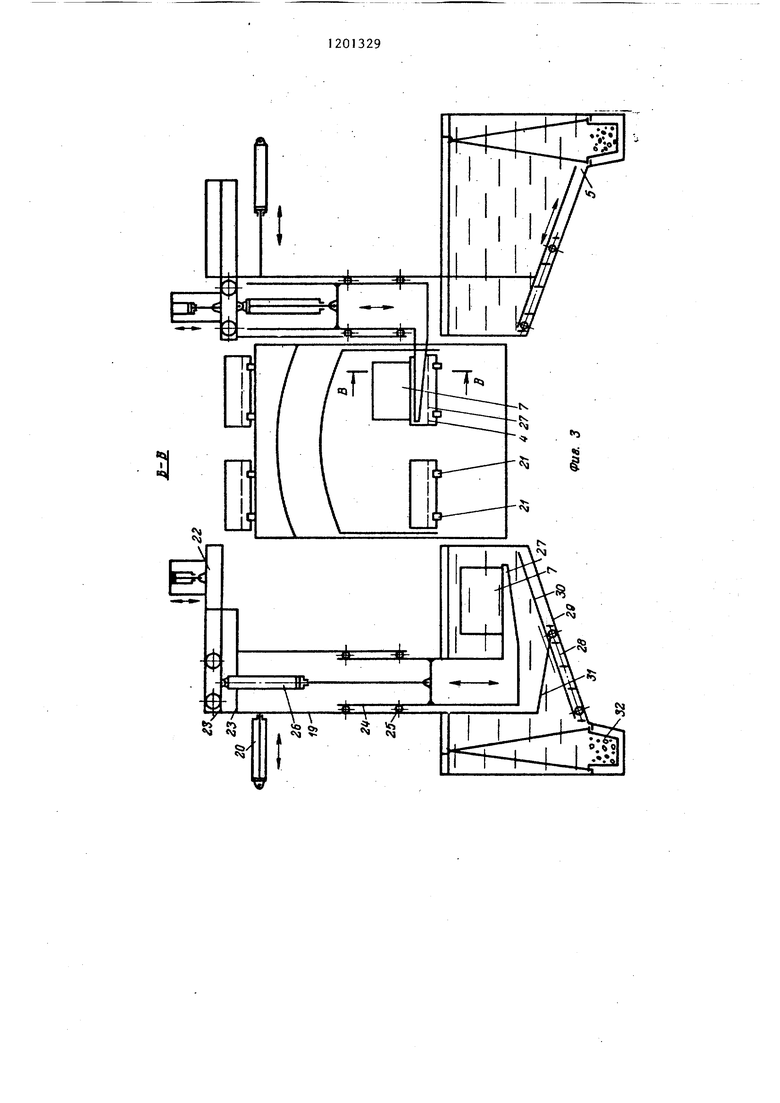
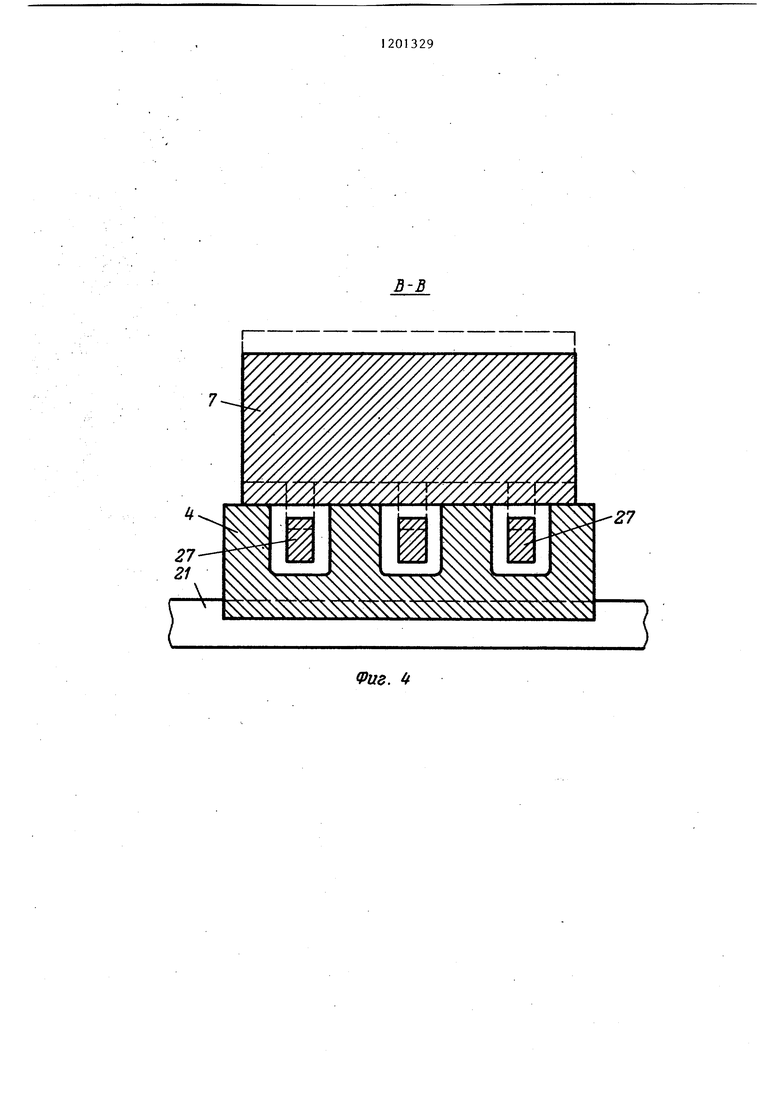
1 Изобретение относится к термиче кой обработке деталей и может найт применение в машиностроительной, м таллургической и других отраслях промышленности. Целью изобретения является повь ние производительности и повьш1ени качества термообработки. На фиг.Г показана схема линии, план;, на фиг.2 - то же разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.3;на фиг; 5 - устройство для удаления окалины. Поточная линия для комплексной термической обработки состоит из загрузочного устройства 1, камеры нагрева под закалку, вытаскивателя поддонов 4, закалочного масляного бака 5 и бака 6 с содовым растворо для отмывки изделий 7, загрузочног устройства 8, камеры 9 нагрева под отпуск 9, вытаскивателя 10, водяно бака 11 для замочки деталей после камеры нагрева под отпуск, устройства 12, для подъема поддонов 4 на механизм I3 возврата поддонов. Баки могут быть выполнены как единая емкость и как отдельные емкости. На механизме возврата поддо нов устанавливаются стаскиватель поддонов с устройства 12 на механизм возврата и сталкиватель 16 поддонов с механизма возврата 13 на устройство 16 для опускания поддонов. Камера нагрева под закалку и под отпуск закрьтаются двумя засло ками 17 каждая. На стороне загрузки и на стороне выгрузки деталей имеется устройство 18 для загрузки деталей 7 на поддоны 4 и съема деталей с под нов после термообработки. Каждый и закалочных баков 5,6 и 11 оборудован устройством перегрузки. Устройство перегрузки выполнено в виде рамы 19 с приводом 20 перемещения ,относительно направляющих 21 камеры нагрева, закрепленной на подъемной каретке 22 по двухъярусн направляющей 23. Внутри подвижной рамы 19 шарнир но закреплена опускная рамка 24, выполненная с возможностью перемещ ния по направляющим 25 с помощью устройства 26. На опускной рамке 24 закреплены вилообразные захваты 27, которые 92 входят в пазы поддона 4 под уровнем детали, с помощью подъемной каретки 22 поднимают заготовки над уровнем поддона 4 и переносят изделия 7 в бак 5 для закалки, оставляя поддон на направляющих 21. В баке 5 имеется, устройство для удаления окалины, состоящее из каретки 28 со скребками 29, установленной в направляющих 30 наклонного дна бака и соединенной с рамой 19 через шатун 31. Все устройства поточной линии связаны транспортньми средствами и имеют систему автоматического управления . Поточная линия работает следующим образом. . Поддон 4 опускается с механизма 13 возврата поддонов на уровень нижних направляющих 21, где он загружается деталями 7 с помощью устройства 18 для загрузки, и по сигналу средств автоматизации проталкивается в камеру 2 нагрева под закалку при открытой передней заслонке 17. После проталкивания поддона в камеру 2 и передвижения поезда поддонов на длину одного поддона передняя заслонка закрьшается и открывается задняя заслонка 17 камеры 2 нагрева под закалку. С помощью вытаскивателя 3 последний поддон в ряду, подошедший к задней заслонке, поступает по направляющим 21 на середину бака 5, а заслонка 17 закрьшается. Подвижная рама 19 в нижнем положении подъемной каретки 22 перемещается в сторону оси линии, а вилы 0-7/ //, выходя в пазы поддона 4 ниже уровня детали, а затем поднимаясь с помощью подъемной каретки 22, поднимают детали 7 над уровнем поддона 4, переносят их с помощью устройства 20 по верхнему ярусу направляющих 23 в бак 5 и опускают в него. После закалки деталей 7 в баке они поднимаются вилообразными захватами с помощью рамки 24 наверх, перемещаются по верхнему ярусу направляющих 23 к оси линии и в крайнем полоении с помощью подъемной каретки 22 пускаются на поддоны. Вилообразные захваты 27 вместе с одъемной рамкой 24 и подвижной раой 19 вьшодятся из пазов поддона 4 о нижнему ярусу направляющих 23, а оддон с помощью вытаскивателя 3
перемещается к баку 6 с содовым раствором для отмьшки деталей от масла.
Баки 5, 6 и 11 конструктивно выполнены идентично, поэтому операции съема деталей 7 с поддона 4 производятся яад каждым баком аналогично.
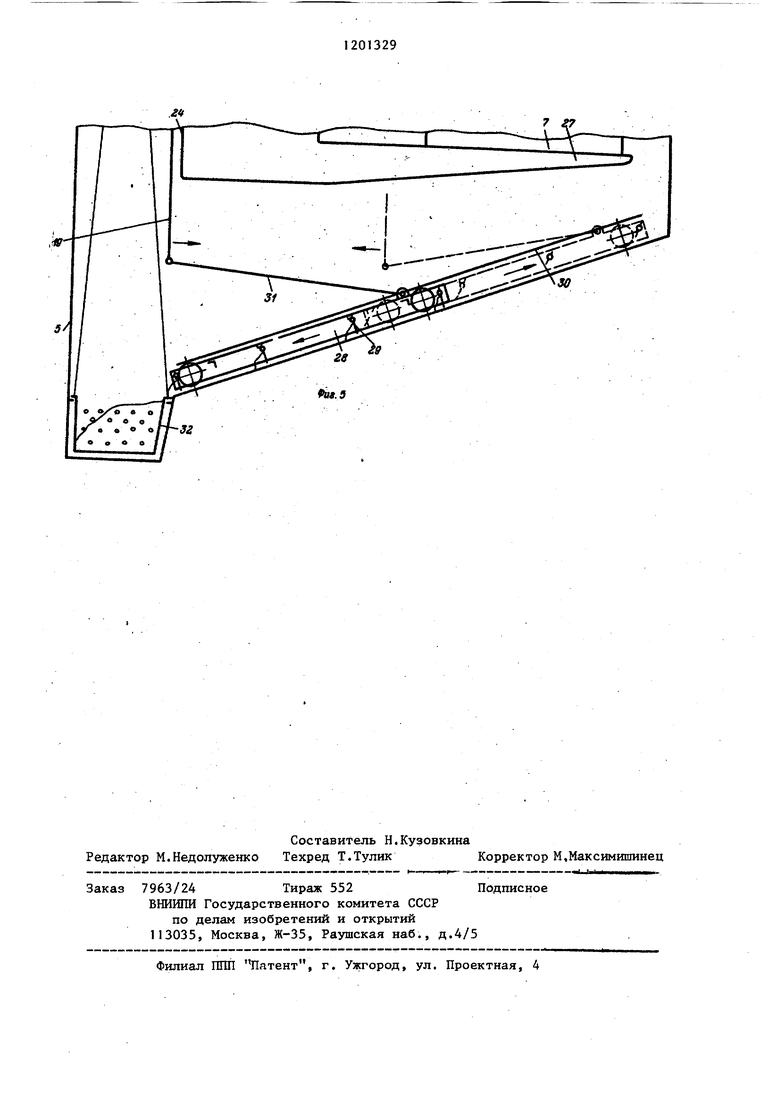
Подвижная рама 19 связана шатуном 3 с кареткой 28 устройства для удаления окалины и при перемещении от оси линии и к оси линии перемещает каретку 28 по направляющим 30 наклонного дна бака.
На каретке закреплено несколько скребков 29 с шагом меньшим, чем длина перемещения каретки по дну бака.
При движении каретки 28 в направляющих 30, удерживающих скребки 29 на определенном расстоянии от дна бака в сторбну к оси линии скреба 29 отклоняются и проходят беспрепятственно над окалиной, смещенной предыдущим скребком, а при обратном перемещении каретки шатуном 31 в сторону от оси линии скребка 29, поворачиваясь вокруг осей, установленных на каретке, упираются в упоры и, захватьшая окалину, перемещают ее вниз по наклонному дну бака в сторону подъемной корзины 32, в которую
и сбрасывает окалину крайний скребок.
После промывочного бака 6 изделие 7 на поддонах 4 с помощью устройства для загрузки 8 при поднятой передней заслонке 17 проталкиваются в камеру для нагрева под отпуск 9, где изделия, как и в первой камере, проходят несколько
ступеней нагрева и выдержки и выгружаются из камеры 9 на бак 1I при открытой задней заслонке для отпуска в водяном баке 11.
После отпуска изделия 7 на поддонах 4 перемещаются вытаскивателем 10 на подъемный стол устройства для подъема поддонов 12, находящегося в это время в нижнем положении, и детали 7 с помощью устройства 18 удаляются с поддонов, а поддоны поднимаются вверх и над поточной линией возвращаются к началу линии для загрузки их новыми изделиями .
. Применение изобретения позволяет значительно повысить производительность , улучшить качество термообработки, снизить ее стоимость и сократить производственные площади.
п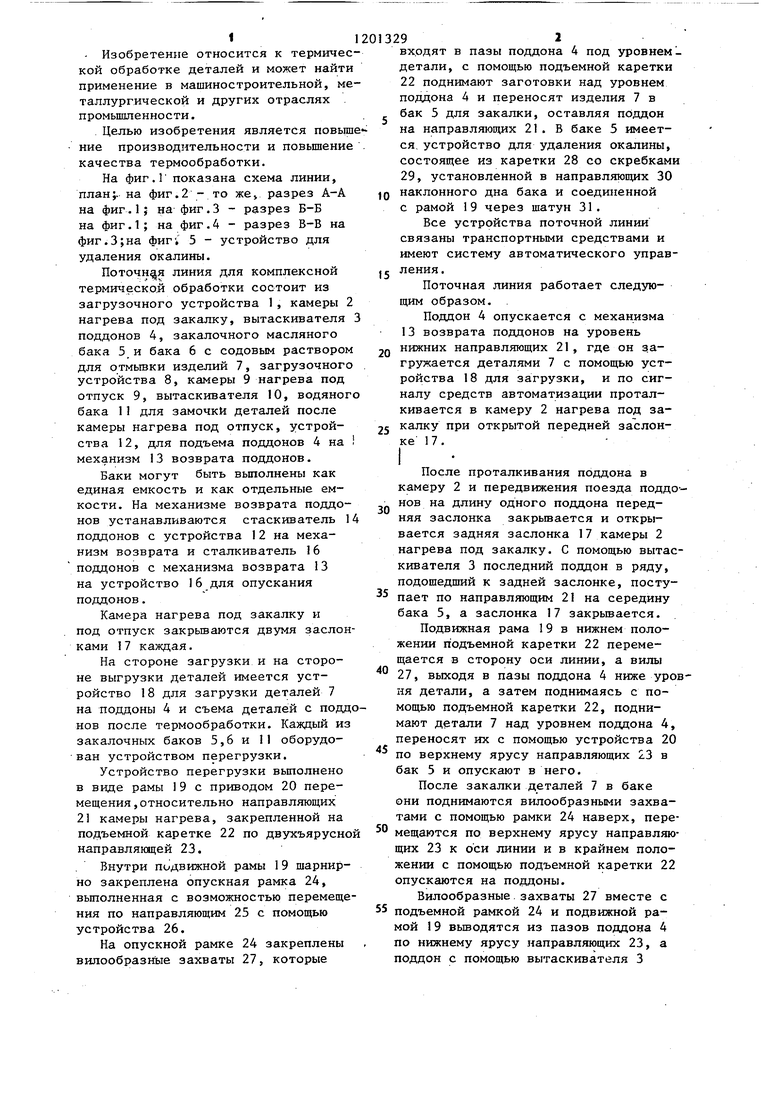
| название | год | авторы | номер документа |
|---|---|---|---|
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| БИБЛИОТЕКА J | 1972 |
|
SU327257A1 |
| Агрегат для пайки и термической обработки изделий | 1982 |
|
SU1078226A1 |
| Автоматическая линия для термообработки деталей | 1990 |
|
SU1835480A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Устройство для транспортировки деталей на поддонах | 1986 |
|
SU1420330A1 |
| Поточная линия для производства колец | 1980 |
|
SU927393A1 |
| Закалочно-отпускной агрегат | 1990 |
|
SU1793180A1 |
| Вакуумная электропечь непрерывного действия для термообработки | 1980 |
|
SU916932A1 |
ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ, содержащая последовательно установленные и кинематически связанные между собой камеру нагрева под йакалку, закалочный бак, бак мойки, камеру нагрева под отпуск и устройство перегрузки, расположенное между камерой нагрева под закалку и закалочным баком, о т л и ч а ющ а я с я тем, что, с целью повышения производительности и повышения качества термообработки, она снабжена расположенным в закалочном баке устройством для удаления окалины, вьшолненным в виде каретки со скребками, установленной в направляющих, а устройство перегрузки выполнено в виде приводной каретки с закрепленной на ней рамки и вильчатого захваi та, имеющего возможность перемещения по раме, соединенной посредством (Л шатуна с кареткой устройства для удаления окалины.
п
U
«SI S
27
PU8. и
| Поточная линия для термообработки | 1981 |
|
SU1016381A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Шубин Р.П | |||
| и др.Технология и оборудование термического цеха, М., 1971, с.167-169. | |||
