113231
Изсбретснис относится к тохиологи- ческо оснастке для обработки металлов давлением, в частности к 1 1тампам для разделительных операций, и может быть исполтззовано в различных отрас- лях машиностроения для получения деталей из профилированных полос.
Цель изобретения - расширение тех- } ологических возможностей .путем получения Д1;еталей из профилированной по- 10 лосы отрезкой и удаления припуска на неразделяемой части полосы.
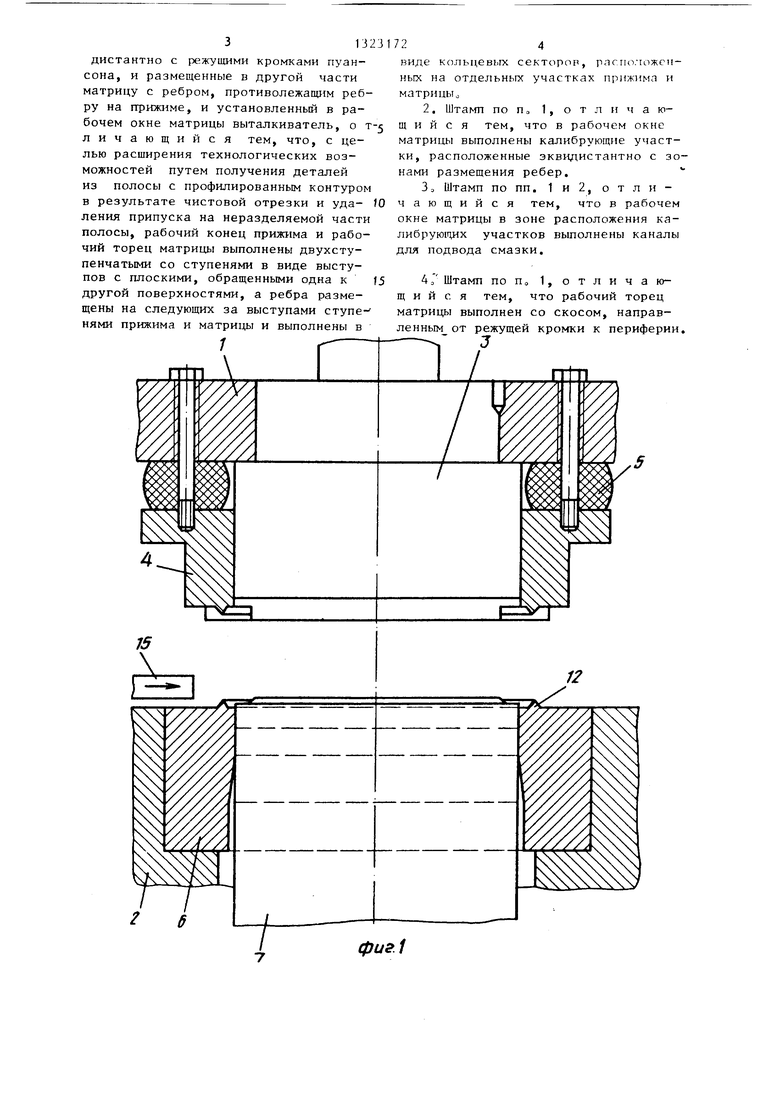
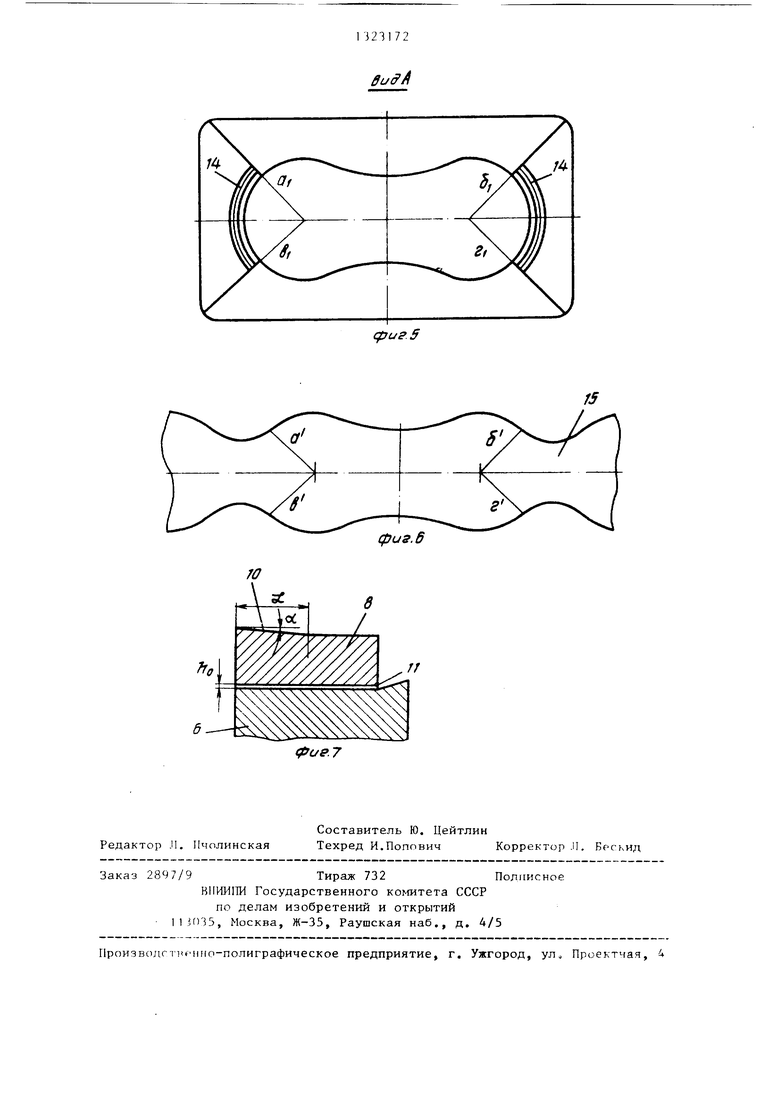
На фиг 1 показан штамп, обший вид; на фиг, 2 - матрица штампа; на фиг, 3 - то же, вид сверху; на фиг, па фиг, 5 - вид по стрелке А па фи1ч па фиг, 6 - обрабать ваемая полос;); па фиг, 7 - матрица, разрез вдоль смазочного капала.
Штамп содержит верхпизю 1 и нижнюю 20 2 плиты. К верхней плите 1 крепигся пуансон 3 и прижим.- 4, Между плито 1 и прижимом - С ьем1 иком 4 ус- тановленЕ) упругие элементы 5. В нижней 2 установлена составная 2.5 матрица 6, в отверстие которой входит выталкиватель 7, Контур матрицы
абгв
имеет два вида учасч ков:
участки аб и вг для удаления припуска и участки ai и бг для разделения полосы Матрпца 6 имеет две вставки 8, прикрепленпые к основному телу матрицы болтами 9, По контуру аб и вг рабочие окяа MaTpii- иы 6 вставки 8 имеют уклон 10, пап- равлепньп) наружу от контура. На опорной пстверхности вставок 8 выполнены пазы, образующие смазочные каналы 11 На участках ав и бг матрица 6 снабжена ребрами 1 2 , абочее окно мат- рицы 6 имеет калибрующи участок 13. Рабо И1й конец црижима - С1 емника 4 имеет две ступениs на участках аб и вг она плоская и вьиггупает над участками, с 1абженпыми ребрами 14,
Па штампе производят из профилированной полосы I i. fla участках ав и ог произм(1,1Я г ч ре л у, а }ia :7частках аб и jij - удаление припуска по контуру,
Штамп 1)аботаот c:ie/;vioi; nM образом, Г1олос:у 15 кладут на понерхпостт. матрицы 6 и фиксируют ое соотиетст- венпо кон;Ьигура11ИИ магрццы, Лолос-а 15 лежит на участках а, б, и и,г, матрицы 6, При р.лбочем хоп,е с полосой С(тприкасаетс я плоски BiiiCTvn прижима - (: ьем1П1ка 4 на учас;тках а, б, и в, г,. 1 ежу1цая к1 1);- .к,.| г..чтрипь b
внедряется в металл и удаляет по контуру припуск концентратора напряжений. Глубина внедрения режущей кромки определяется жесткостью упругих элементов 5 прижима съемника 4, При дальнейшем движении пуансона 3 внедряются в металл ребра прижима - съемника 4 матрицы 6 на участках отрезки Таким образом, по контуру изделия до начала процесса разделения создается объемное напряженное состояние металла с образованием концентраторов напряжений „
В дальнейшем происходят отрезка и удаление припуска. Изделие проталкивается в калибрующий участок, который смазывается через каналы 11, находящиеся в верхней его части. В конце рабочего хода изделие находится в нюкней части калибрующего участка, так что смазочные каналы 11 открываются, располагаясь вьше поверхности изделия.
При обратном ходе пуансона 3 выталкиватель 7 перемещает изделие обратно на поверхность матрицы 6 о Калибрующий участок 13 смазывается маслом, находящимся на поверхности изделия, В дальнейшем изделие удаляется с зеркала штампа одним из известных способов,
В предназначенном для получения внутренней пластины цепи ПРЛ-44, 45- 1300 толщиной 5 мм ширина участка разделения полосы равна толщине вырубаемого материала, а пшрина калибрующего участка составляет 1,1-1,3 мм, зазор между пуансоном и матрицей 0,04-0,06 мм, угол заострения режущей кромки матрицы л 1-5 , угол при вершине ребра 90 ,высота ребра 1 мм, расстояние до режущей кромки ребра 1 мм, ширина уклона, направленного от режущей кромки матрицы, 5 - 8 мм, высота смазочного канала ho 0,5 мм.
Использование штампа в производстве позволяет получить детали типа цепей из полос с профилированным контуром, в частности из профилированного ггроката, с удалением бочкообразного припуска по контуру,
Формула изобретения
1. Штамп для разделительных операций, содержащий размещенные в одной части пуансон и установленный с возможностью перемещения вдоль его оси прюгсим с ребром, расположенным экви313231
дистантно с режущими кромками пуансона, и размещенные в другой части матрицу с ребром, противолежащим ребру на прижиме, и установленный в рабочем окне матрицы выталкиватель, о т- личающийся тем, что, с целью расширения технологических возможностей путем получения деталей из полосы с профилированным контуром в результате чистовой отрезки и уда- 10 ления припуска на неразделяемой части полосы, рабочий конец прижима и рабочий торец матрицы выполнены двухступенчатыми со ступенями в виде выступов с плоскими, обращенными одна к f5 другой поверхностями, а ребра размещены на следующих за выступами ступе- нями прижима и матрицы и выполнены в
724
виде кольцевых секторор, распо.чожси- ных на отдельных участках прижима и матрицыо
2.Штамп по п о 1, отличающийся тем, что в рабочем окне матрицы выполнены калибрующие участки, расположенные эквидистантно с зонами размещения ребер.
3,Штамп по пп. 1 и 2, о т л и - чающийся тем, что в рабочем окне матрицы в зоне расположения ка- либрую1тих участков выполнены каналы для подвода смазки.
4з Штамп по По 1, отличающийся тем, что рабочий торец матрицы выполнен со скосом, направленным от режущей кромки к периферии
/ff
фиг.1
12T7 / Л
1U-l
rrtгА F Т I-I t-Л t
в
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп для зачистки | 1983 |
|
SU1119753A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Способ отрезки припуска | 1986 |
|
SU1488186A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Устройство для контактной стыковойСВАРКи КОльцЕВыХ дЕТАлЕй | 1978 |
|
SU804286A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |

Изобретение относится к технологической оснастке для обработки металлов давлением, в частности к штампам для разделительных операций. Цель изобретения - расширение технологических возможностей за счет получения деталей из полос с профилированным контуром путем отрезки и удаления пропуска на неразделяемой части полосы. Это достигается вьтолнением рабочего конца прижима (П) и рабочего торца матрицы (М) двухступенчатыми. Одна из ступеней П и М представляет собой выступ с плоским торцом, а на следующей ступени П и М расположены ребра в виде кольцевых секторов. При рабочем ходе штампа выступ П прижимает полосу к выступу Мо Затем ребро П внедряется в материал полосы. После этого происходит отрезка и Vдaлeниe припуска на боковых профилированных сторонах отрезаемого изделия. 3 з.п. ф-лы, 7 ил. (Л
/1
фи.4
сриг 5
фиг. 6
(f(je.7
Редактор Л. Пчолинская
Составитель Ю. Цейтлин
Техред И.Попович Корректор Л. БРСКИД
Заказ 2897/9Тираж 732Подписное
В11ИИПИ Государственного комитета СССР
по делам изобретений и открытий 1Н015, Москва, Ж-35, Раушская наб., д. 4/5
Производпчи нпо-полиграфическое предприятие, г. Ужгород, ул. Проектная,
| Штамп для чистки вырубки и зачистки | 1976 |
|
SU597470A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
