Изобретение относится к области обработки металлов резанием, а именно, к обработке овальных отверстий или прямолинейных глубоких пазов и является усовершенствованием известного технического решения по авт.св. №1180172.
Цель изобретения - расширение технологических возможностей за счет получения отверстий овальной формы.
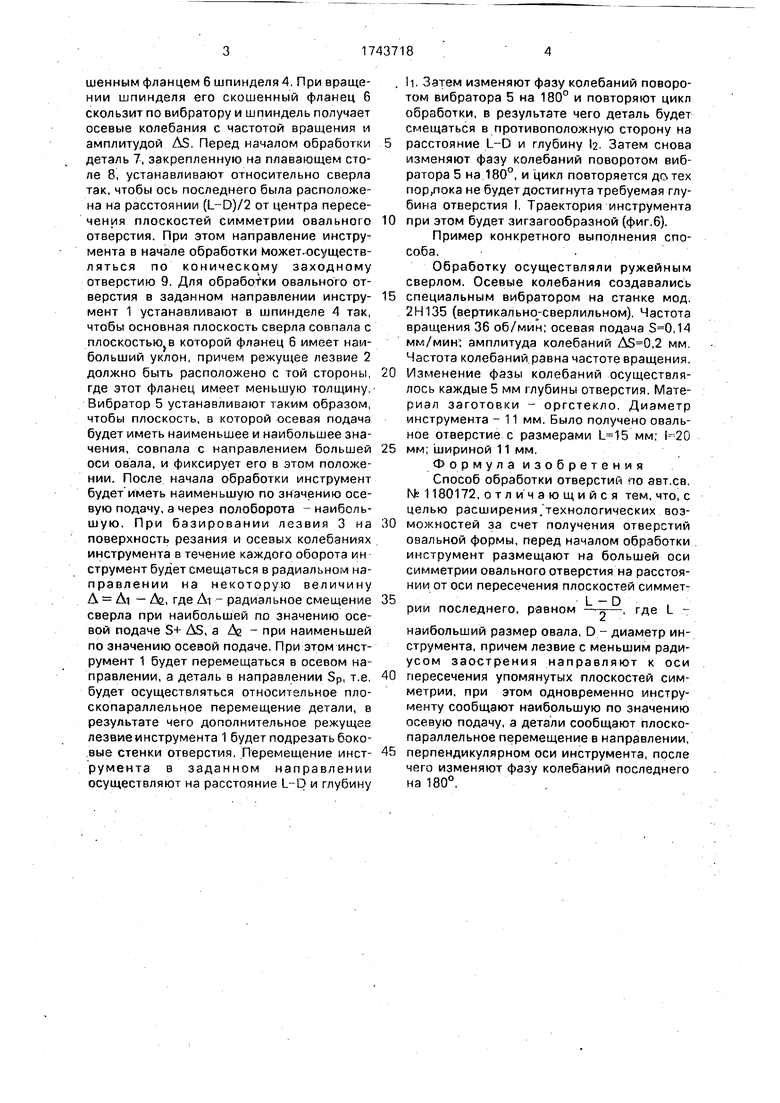
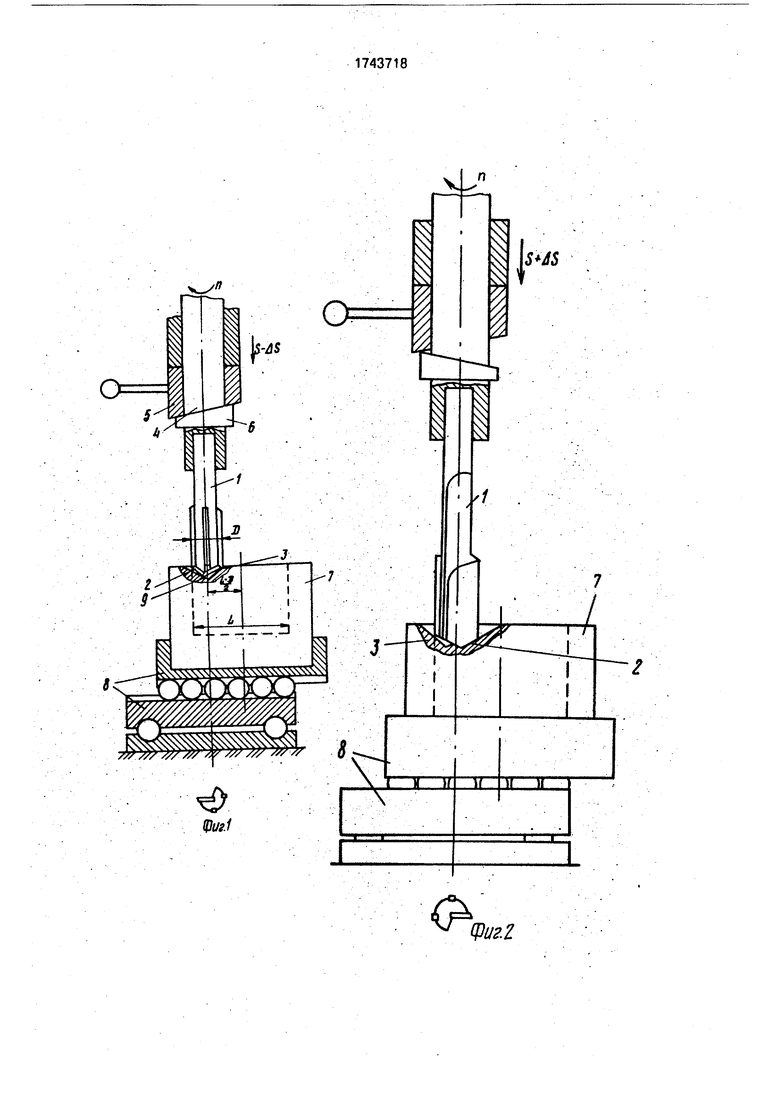
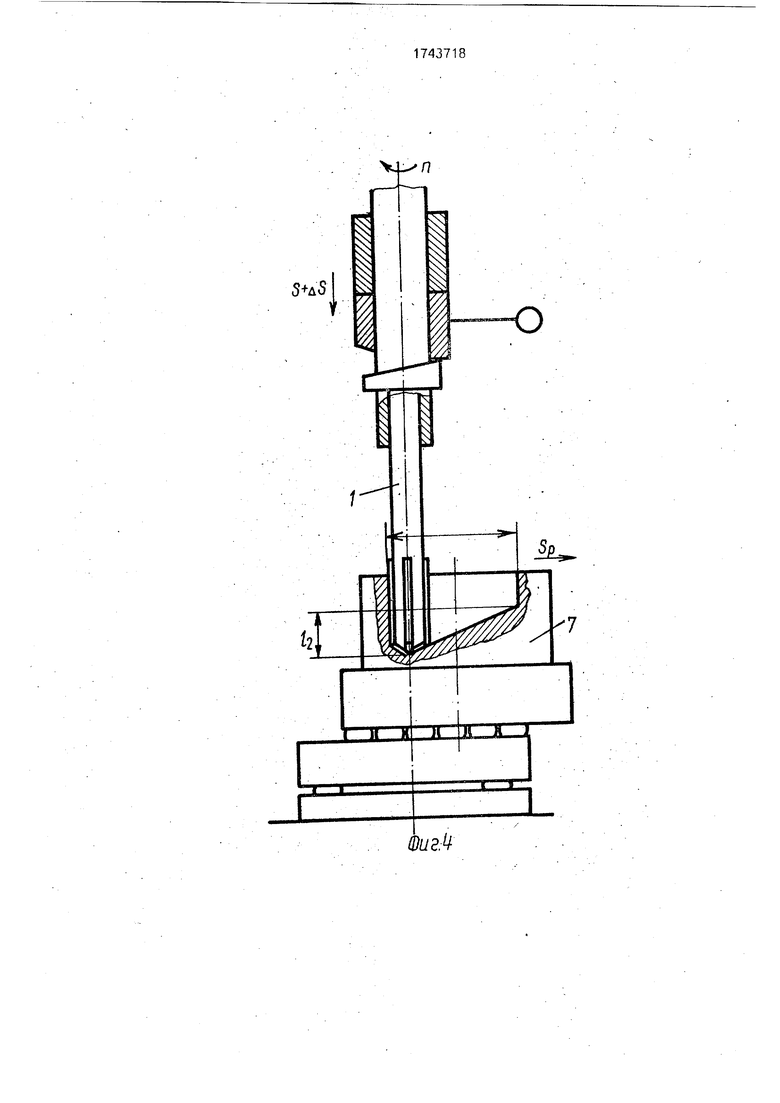
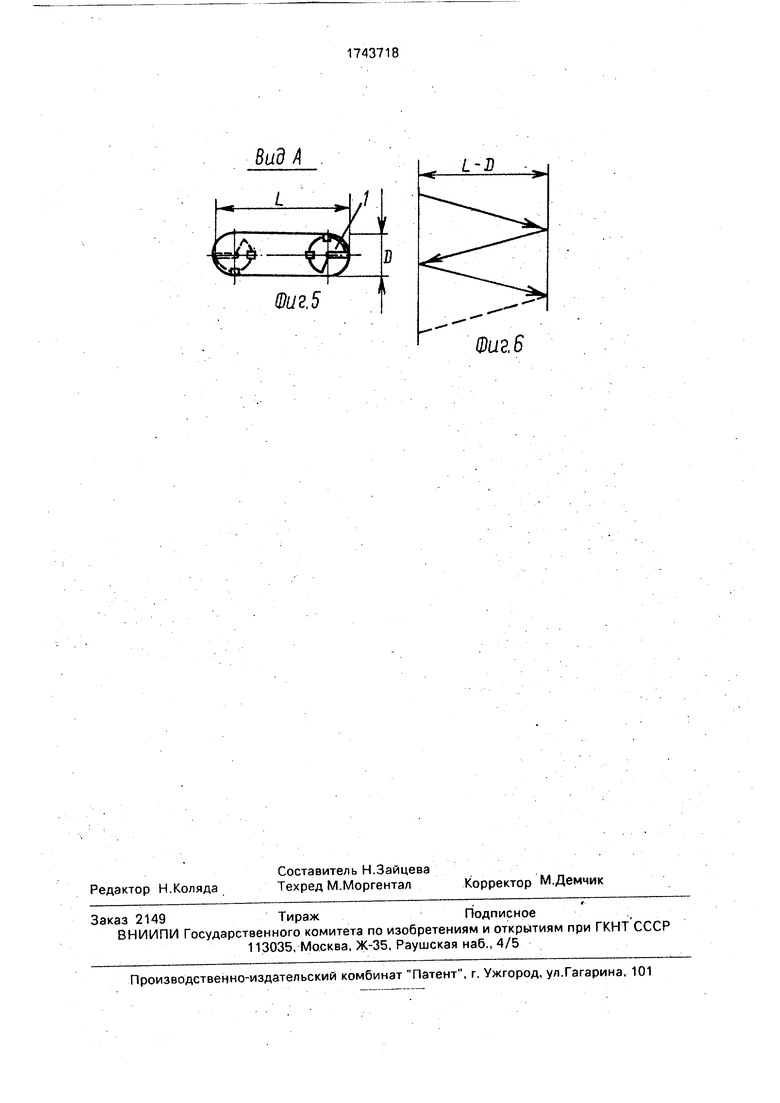
На фиг.1 изображено начальное положение инструмента при реализации способа в момент наименьшей по величине подачи; на фиг.2 - то ж е, в момент наибольшей по величине подачи; на фиг.З - крайнее положение инструмента при обработке отверстия длиной L; на фиг.4 - то же, при
изменении фазы колебаний; на фиг.5 - вид А на фиг.З; на фиг.6 - траектория движения инструмента при циклической смене фаз колебаний.
Необходимо получить овальное отверстие длиной L, глубиной I, шириной D. Инструмент 1 заточен так, что лезвие 2 с меньшим радиусом заострения режет материал, а лезвие 3 с большим радиусом заострения опирается на поверхность резания (такую конструкцию инструмента имеет ружейное сверло). В процессе обработки инструмент 1, установленный в шпинделе 4, вращается вместе с ним, движение подачи сообщается шпинделю и невращающемуся вибратору 5, взаимодействующему со скоVJN
GJ 4
СО
ю
шенным фланцем б шпинделя 4. При вращении шпинделя его скошенный фланец б скользит по вибратору и шпиндель получает осевые колебания с частотой вращения и амплитудой AS. Перед началом обработки деталь 7, закрепленную на плавающем столе 8, устанавливают относительно сверла так, чтобы ось последнего была расположена на расстоянии (L-D)/2 от центра пересечения плоскостей симметрии овального отверстия. При этом направление инструмента в начале обработки Может-осуществ- ляться по коническому заходному отверстию 9. Для обработки овального отверстия в заданном направлении инстру- мент 1 устанавливают в шпинделе 4 так, чтобы основная плоскость сверла совпала с плоскостью в которой фланец б имеет наибольший уклон, причем режущее лезвие 2 должно быть расположено с той стороны, где этот фланец имеет меньшую толщину. Вибратор 5 устанавливают таким образом, чтобы плоскость, в которой осевая подача будет иметь наименьшее и наибольшее значения, совпала с направлением большей оси овала, и фиксирует его в этом положении. После начала обработки инструмент будет иметь наименьшую по значению осевую подачу, а через полоборота - наибольшую. При базировании лезвия 3 на поверхность резания и осевых колебаниях инструмента в течение каждого оборота ин струмент будет смещаться в радиальном направлении на некоторую величину А AI - Да, где AI - радиальное смещение сверла при наибольшей по значению осевой подаче S+ AS, a Az - при наименьшей по значению осевой подаче. При этом инструмент 1 будет перемещаться в осевом направлении, а деталь в направлении Sp, т.е. будет осуществляться относительное плоскопараллельное перемещение детали, в результате чего дополнительное режущее лезвие инструмента 1 будет подрезать боковые стенки отверстия, Перемещение инст- румента в заданном направлении осуществляют на расстояние L-D и глубину
Н. Затем изменяют фазу колебаний поворотом вибратора 5 на 180 и повторяют цикл обработки, в результате чего деталь будет срлещаться в противоположную сторону на расстояние L.-D и глубину (2. Затем снова изменяют фазу колебаний поворотом вибратора 5 на 180°, и цикл повторяется до тех пор/юка не будет достигнута требуемая глубина отверстия I, Траектория инструмента при этом будет зигзагообразной (фиг.6).
Пример конкретного выполнения способа.
Обработку осуществляли ружейным сверлом. Осевые колебания создавались специальным вибратором на станке мод. 2Н135 (вертикальном-сверлильном). Частота вращения 36 об/мин; осевая подача ,14 мм/мин; амплитуда колебаний ,2 мм. Частота колебаний равна частоте вращения. Изменение фазы колебаний осуществлялось каждые 5 мм глубины отверстия. Материал заготовки - оргстекло. Диаметр инструмента - 11 мм. Было получено овальное отверстие с размерами MM; I-20 мм; шириной 11 мм.
Формула изобретения
Способ обработки отверстий чо авт.св. Ms 1180172, отличающийся тем, что, с целью расширения,технологических возможностей за счет получения отверстий овальной формы, перед началом обработки инструмент размещают на большей оси симметрии овального отверстия на расстоянии от оси пересечения плоскостей симметL-D
рии последнего, равном
где L наибольший размер овала, D - диаметр инструмента, причем лезвие с меньшим радиусом заострения направляют к оси пересечения упомянутых плоскостей симметрии, при этом одновременно инструменту сообщают наибольшую по значению осевую подачу, а детали сообщают плоскопараллельное перемещение в направлении, перпендикулярном оси инструмента, после чего изменяют фазу колебаний последнего на 180°,
Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1990 |
|
SU1798048A1 |
| Способ обработки отверстий | 1983 |
|
SU1180172A1 |
| Устройство для глубокого сверления | 1979 |
|
SU772743A1 |
| Способ обработки отверстий мерным многолезвийным инструментом | 1987 |
|
SU1710213A1 |
| Способ многопроходной обработки отверстий | 1987 |
|
SU1472185A1 |
| Способ многопроходной обработки отверстий | 1986 |
|
SU1373484A1 |
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
| ЦЕНТРОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЖЕСТКО КООРДИНИРОВАННЫХ ОТВЕРСТИЙ | 2000 |
|
RU2193951C2 |
| СПОСОБ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ СТВОЛА СКВАЖИНЫ (ЕГО ВАРИАНТЫ) | 1991 |
|
RU2006560C1 |
| Инструмент для получения ребристых трубчатых радиаторов | 1989 |
|
SU1764834A1 |
Использование: обработка металлов резанием, а именно обработка овальных от- Ечрстий или прямолинейных глубоких пазов. Сущность изобретения: обеспечение обработки отверстий овальной формы, которая осуществляется инструментом 1, представляющим собой ружейное сверло, имеющее лезвие 2 с меньшим радиусом заострения и лезвие 3 с большим радиусом заострения, которое устанавливают во вращающийся шпиндель 4, имеющий осевую подачу. Вибрации инструмента осуществляются при взаимодействии фланца 6 с вибратором 5. Перед началом обработки инструмент 1 размещают на большей оси симметрии овального отверстия на расстоянии от оси пересечения плоскостей последнего, равном полуразности наибольшего размера овала и диаметра инструмента, при этом лезвие 2 направляют к оси пересечения упомянутых плоскостей симметрии. Одновременно инструменту 1 сообщают наибольшую по значению осевую подачу, а детали, установленной на плавающем столе 8, сообщают плоскопараллельное перемещение в направлении, перпендикулярном оси инструмента 1, после чего изменяют его фазу колебаний на 180° поворотом вибратора 5. 6 ил.
шигд
п
ФигМ
Фиг.5
№г6
| Способ обработки отверстий | 1983 |
|
SU1180172A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
