Изобретение относится к устройствам нанесения покрытий на металлические поверхности способом электродуговой наплавки и может быть использовано для обработки металлических поверхностей режущей части инструмента, в частности формирования режущей поверхности ножей.
Известны устройства формирования кромки ножей (патенты № CN 104185536 2014-12-03 В24В 3/54, № US 2015147945 - 2015-05-28 В24В 23/40, № JP 2017507796 (A) - 2017-03-23 В24В 3/36). Устройства обеспечивают формирование кромки ножа путем снятия части материала ножа абразивным способом. Недостатком устройств является изменение геометрии ножа (его режущей кромки) вследствие абразивного износа от инструмента и эксплуатации и увеличение времени последующего формирования кромки ножа.
Наиболее близким к заявляемому является устройство формирования кромки ножа путем электродуговой наплавки поверхностей кромок деталей машин, в том числе ножей, подверженных абразивному износу, описанное в АС 556909 В23К 9/04, содержащее два электрода - анода и катод, подключенные к цепям питания, фильеру для принудительного формирования поверхностей кромки, которое позволяет уменьшить количество расплавляемого основного металла, повысить качество наплавленного слоя и увеличить износостойкость деталей.
Недостатком известного устройства является применение жестких графитовых электродов и их расположение на одной поверхности кромки, что не позволяет получить требуемое формообразование поверхности покрытия изделия, например, кромки ножа.
Задачей, на решение которой направлено настоящее изобретение, является упрощение технологии нанесения покрытия на металлические поверхности режущей части инструмента и получение требуемого формообразования поверхности покрытия на изделии, например, кромки ножа с сохранением геометрии его режущей кромки в процессе эксплуатации.
Технический результат достигается тем, что в устройстве формирования кромки ножа, содержащим два электрода - анода и катод, подключенным к цепям питания, фильеру, а также основание, в отличие от известного, катод выполнен в форме направляющей в виде конуса, а фильера выполнена V-образная, при этом электроды - аноды выполнены в виде проволоки из высоко электропроводного материала, намотанной на одни катушки, расположенные по обеим сторонам от направляющей с возможностью их вращения и поступательного перемещения и подключены посредством подпружиненных токоподводов к цепи питания постоянного тока, а присадочный материал в виде проволоки намотан на другие катушки, также расположенные по обеим сторонам от направляющей с возможностью их вращения и поступательного перемещения, при этом и катушки и направляющая размещены на основании, закрепленном в корпусе на одном его торце, при том корпус выполнен из электро и теплоизоляционного материала с трубчатым формообразованием переменного сечения в виде рукоятки, на поверхности которой у места крепления основания размещена и выступает за поверхность корпуса подпружиненная кнопка подачи напряжения, а внутри корпуса размещен импульсный трансформатор, подключенный к сети питания переменного тока посредством вилки и проводов через гибкий ввод в другом торце корпуса, на основании параллельно торцу корпуса размещен катод, подключенный к цепи питания постоянного тока импульсного трансформатора, а зона наплавки размещена между направляющей и V-образной фильерой из сверхтвердого материала.
При этом, электроды - аноды предлагается выполнить в виде высоко электропроводного углеродного волокна из углеродных нанотрубок.
При этом, присадочный материал предлагается выполнить в виде витой пары - высоко электропроводного углеродного волокна из углеродных нанотрубок и присадочной проволоки.
Предлагаемым устройством обеспечивается возможность решения поставленной задачи, при конструктивной несложности устройства, не требующим больших затрат для его реализации, что поясняется
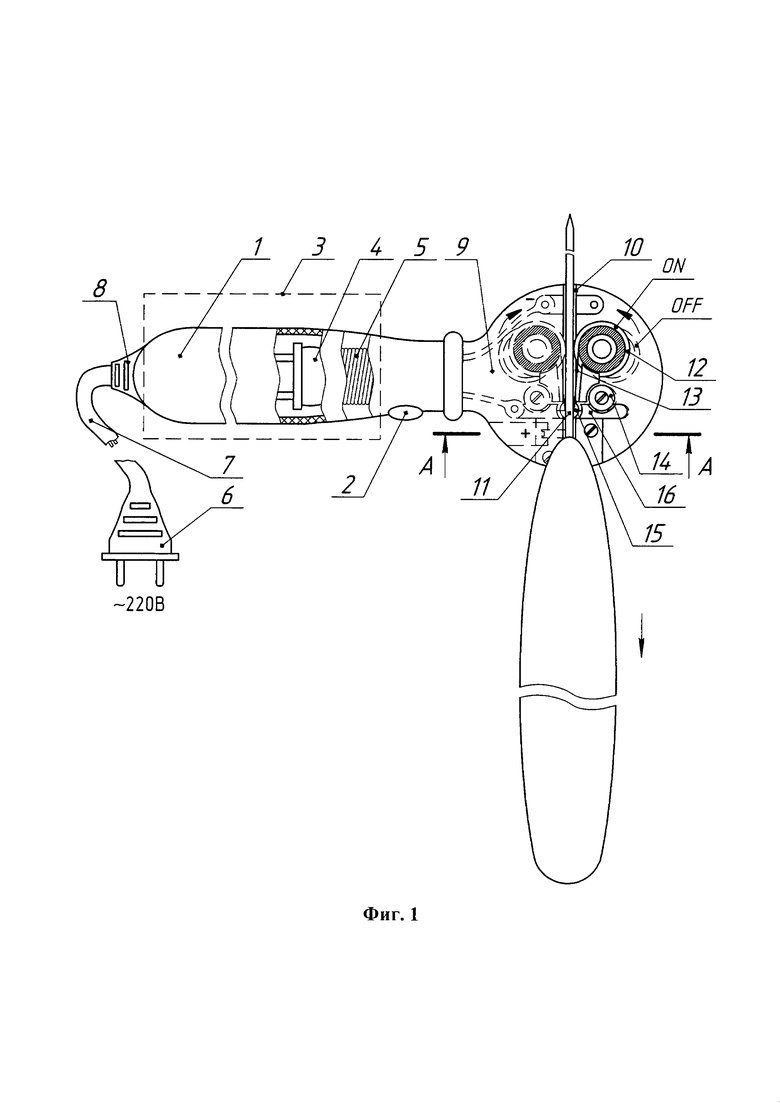
фиг. 1, на которой изображено устройство формирования кромки ножа;
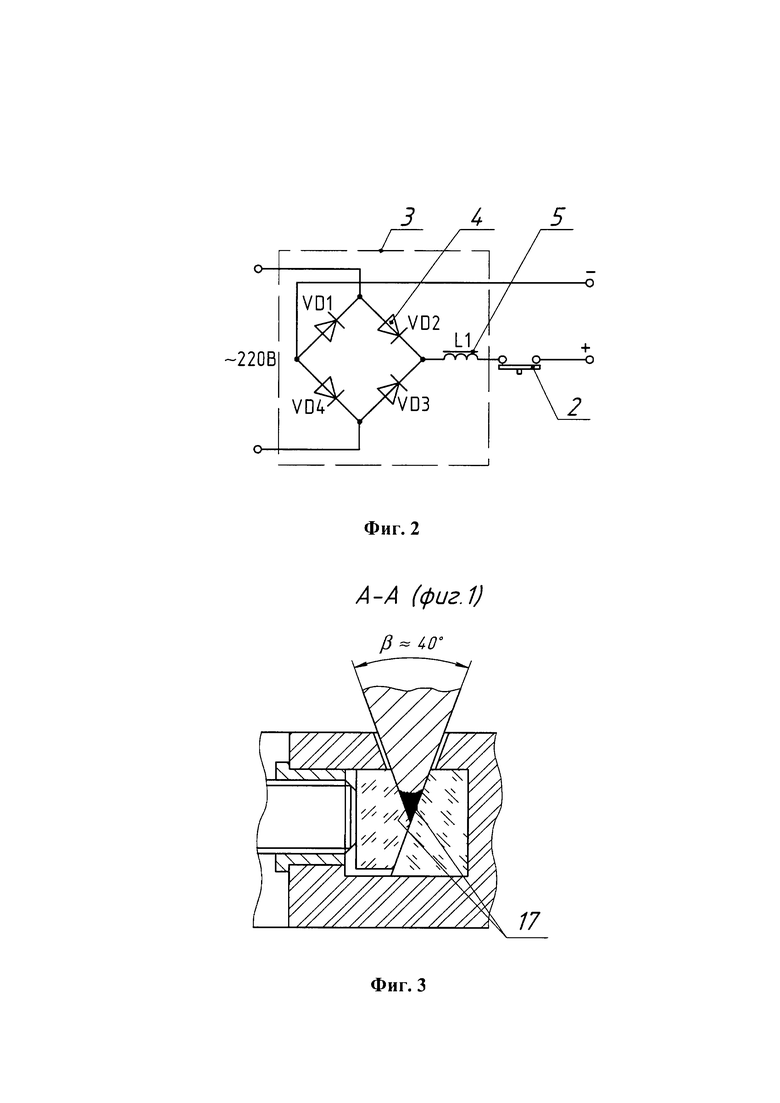
фиг. 2, на которой изображена схема импульсного трансформатора;
фиг. 3, сечение А-А на фиг. 1, на которой изображена фильера формирования кромки ножа.
Устройство состоит из корпуса 1, выполненного из электро и теплоизоляционного материала с трубчатым формообразованием переменного сечения в виде рукоятки, на поверхности которой, расположена и выступает за поверхность корпуса подпружиненная кнопка включения (подачи напряжения) 2, замыкающая цепь схемы импульсного трансформатора 3, который размещен в виде электрорадиоэлементов - диодов 4 и дросселя 5 внутри корпуса - рукоятки. Импульсный трансформатор подключен к сети питания переменного тока 220 В посредством вилки 6 и проводов 7 через гибкий ввод 8 в торце корпуса. На другом торце корпуса расположено основание 9, на котором параллельно торцу корпуса размещен катод 10 в форме направляющей в виде конуса, за которой расположена зона сварки (наплавки) 11. По двум сторонам от направляющей расположены катушки 12 с намотанной на них присадочной проволокой 13 (стальной высоколегированной) и катушки 14 с намотанными на них электродами - анодами 15 подключенными к цепи питания постоянного (сварочного) тока посредством подпружиненных токоподводов 16. За зоной наплавки расположена V-образная фильера 17 из сверхтвердого материала (алмаза).
Устройство работает следующим образом.
Нож, подлежащий формированию кромки, устанавливается частью кромки, примыкающей к его ручке в направляющую (катод) в виде конуса 10, с легким нажатием кромки на направляющую. При этом (положение ON) осуществляется контакт поверхностей кромки ножа с электродами - анодами 14 подключенными посредством подпружиненных токоподводов 16 к цепи питания постоянного тока, а стенок ножа с торцами катушек 12 с присадочной проволокой 13. При подаче напряжения переменного тока (замыкании цепи вручную кнопкой 2) 220 В, импульсный трансформатор 3 формирует постоянный (сварочный) ток (при отсутствии трансформатора образуется ток короткого замыкания - КЗ), осуществляя зажигание дуги и процесс наплавки. Одновременно с подачей напряжения и началом процесса наплавки кромка ножа под воздействием руки на ручку ножа перемещается в V-образной фильере 17, при этом наплавляемый материал из зоны наплавки 11 попадает в фильеру, которая формирует кромку ножа. Подача присадочной проволоки в зону наплавки выполняется синхронно (разматыванием с катушек) с перемещением ножа. После выхода ножа из зоны наплавки и фильеры 17 цепь размыкается и размыкание цепи дублируется вручную размыканием кнопки 2, а токоподводы и катушки возвращаются в первоначальное (раскрытое) положение OFF.
Предлагаемое устройство формирования кромки ножа учитывает следующие конструктивно-технологические факторы:
- количество (объем) наплавляемого материала соответствует необходимому объему формируемой кромки (выполняется соответствием площади диаметров присадочной проволоки площади сечения формируемой кромки);
- обеспечивается быстрое нагревание поверхностной области подложки (материала ножа) модифицируя ее металлургическую структуру, без существенного нагрева нижележащей основной массы подложки, за которым следует быстрое охлаждение, благодаря чему подавляются зарождение и рост кристаллов и не происходит фазовой сегрегации и сепарации добавок или составляющих подложки;
- стабильность горения дуги и процесса наплавления обеспечивается выполнением принципа устройства дуговых автоматов для подачи электрода или присадочного материала с постоянной скоростью не зависящей от напряжения дуги или от каких-либо других факторов и выполняется путем синхронизации подачи материала в зону наплавления и перемещения ножа, вращающего торцы катушек с присадочной проволокой, при плотности тока 70-85 а/мм2 и скорости подачи 5 см/сек, что обуславливает полное расплавление присадочного материала и способствует процессу саморегулирования дуги при форме внешней характеристики источника питания близкой к жесткой ВАХ в оптимальном режиме работы;
- потребляемая в течение 2-3 сек (время прохождения кромки ножа через зону наплавления) мощность с учетом требуемого сечения электрода не превышает 0,6-0,75 кВт;
- схема импульсного трансформатора и соответствующий ей состав электрорадиоэлементов определяют минимально необходимую комплектацию с учетом возможности размещения в объеме корпуса - рукоятки.
Устройство и процесс наплавления могут быть модифицированы, с учетом назначения и размеров инструмента, например, для формирования кромки топора требуются соответствующие параметры сварки, соответствующие диаметры электродов, присадочной проволоки и соответствующее сечение фильеры с углом β, которое должно соответствовать форме заточки инструмента в зависимости от назначения инструмента.
При прохождении фильеры из высоко теплопроводного материала (алмаза) наплавленный (углеродный) материал начинает охлаждаться, стенки фильеры, отполированные до шероховатости поверхности 1-2 мкм, формируют поверхность с аналогичной шероховатостью, что обеспечивает малое сопротивление трения и, соответственно, легкое разрезание обрабатываемого материала.
Устройство и разработанные на его основе устройства, например, переносные с применением аккумулятора, могут применяться для формирования режущей кромки инструментов различного назначения, а заявляемое устройство по достоинству оценит любая домохозяйка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ КРОМКИ НОЖА | 2017 |
|
RU2725946C2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 1997 |
|
RU2122928C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ С ИСПОЛЬЗОВАНИЕМ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2020 |
|
RU2742408C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТОРЦА ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ С ФОРМИРОВАНИЕМ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2479400C2 |
| Плазмотрон для плазменно-селективного припекания металлических порошков | 2018 |
|
RU2705847C1 |
| Способ соединения деталей и устройство для его осуществления | 2019 |
|
RU2765870C2 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2016 |
|
RU2618013C1 |
Изобретение относится к устройствам нанесения покрытий на металлические поверхности способом электродуговой наплавки и может быть использовано для обработки металлических поверхностей режущей части инструмента, в частности формирования режущей кромки ножей. Устройство формирования кромки ножа состоит из корпуса в виде трубчатой рукоятки переменного сечения, на поверхности которой у места крепления основания размещена и выступает за поверхность корпуса подпружиненная кнопка подачи напряжения. Внутри корпуса размещен импульсный трансформатор. На основании параллельно торцу корпуса размещен катод формы направляющей в виде конуса. Катод подключен к цепи питания постоянного тока импульсного трансформатора. Электроды - аноды выполнены в виде проволоки, намотанной на одни катушки, а присадочный материал в виде проволоки намотан на другие катушки, при этом и катушки и направляющая размещены на основании. Техническим результатом изобретения является упрощение технологии нанесения покрытия и получение требуемого формообразования поверхности покрытия на изделии, например кромки ножа. 2 з.п. ф-лы, 3 ил.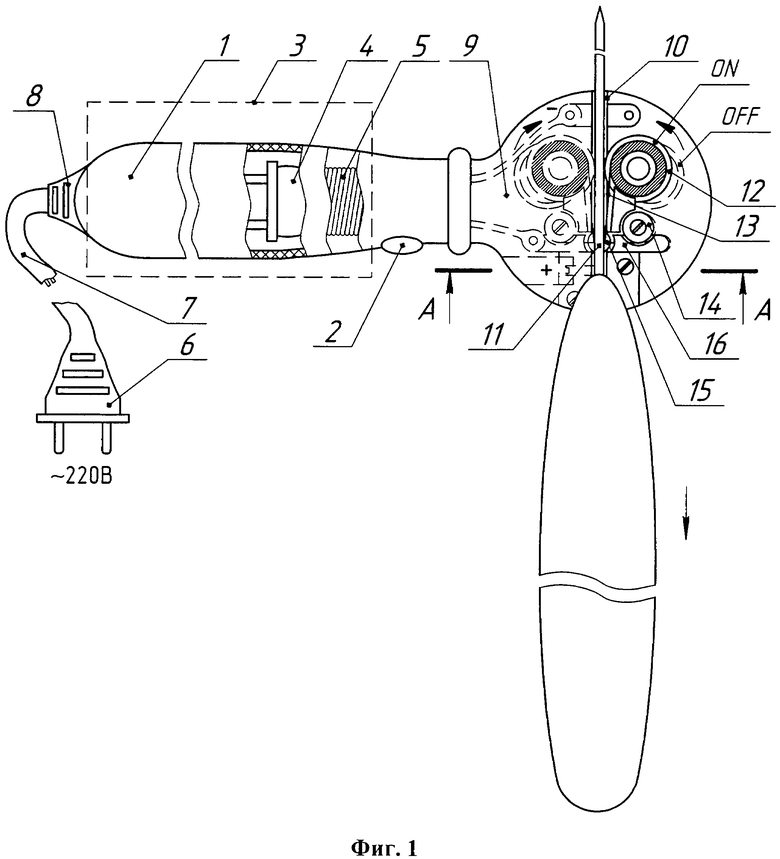
1. Устройство для формирования кромки ножа, содержащее два электрода - анода и катод, подключенные к цепям питания, фильеру, основание и корпус, отличающееся тем, что катод выполнен в виде направляющей для ножа в форме конуса, а фильера выполнена V-образной из сверхтвердого материала, при этом электроды - аноды выполнены в виде проволоки из высокоэлектропроводного материала, намотанной на катушки, расположенные по обеим сторонам от направляющей с возможностью их вращения и поступательного перемещения, и подключены посредством подпружиненных токоподводов к цепи питания постоянного тока, а присадочный материал в виде проволоки намотан на другие катушки, расположенные по обеим сторонам от направляющей с возможностью их вращения и поступательного перемещения, при этом катушки и направляющая для ножа размещены на основании, закрепленном в корпусе на одном его торце, причем корпус выполнен из электро- и теплоизоляционного материала в виде трубчатой рукоятки переменного сечения, на поверхности которой у места крепления основания размещена и выступает за поверхность корпуса подпружиненная кнопка подачи напряжения, а внутри корпуса размещен импульсный трансформатор для подключения к сети питания переменного тока посредством вилки и проводов через гибкий ввод в другом торце корпуса, при этом катод размещен на основании параллельно торцу корпуса и подключен к цепи питания постоянного тока импульсного трансформатора, а направляющая для ножа и упомянутая фильера размещены на расстоянии между ними, равном зоне наплавки.
2. Устройство для формирования кромки ножа по п.1, отличающееся тем, что электроды - аноды выполнены из высокоэлектропроводного углеродного волокна в виде углеродных нанотрубок.
3. Устройство для формирования кромки ножа по п.1, отличающееся тем, что присадочный материал выполнен в виде витой пары - высокоэлектропроводного углеродного волокна из углеродных нанотрубок и присадочной проволоки.
| Способ электродуговой наплавки поверхностей кромок | 1974 |
|
SU556909A1 |
| Воздухоохладительная установка для турбогенераторов | 1940 |
|
SU72165A1 |
| ПОКРЫТИЕ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ, ВЫПОЛНЕННОЕ В ВИДЕ РЕЖУЩЕГО КРОМОЧНОГО ЭЛЕМЕНТА, И РЕЖУЩИЙ ИНСТРУМЕНТ, СОДЕРЖАЩИЙ ТАКОЕ ПОКРЫТИЕ | 2011 |
|
RU2518856C2 |
| НОЖ ДЛЯ ИЗМЕЛЬЧЕНИЯ КРОМКИ ПРОКАТА | 2005 |
|
RU2293629C1 |
| Устройство для автоматической наплавки | 1977 |
|
SU729012A1 |
| CN 104842045 A, 19.08.2015 | |||
| US 6399912 B1, 04.06.2002. | |||

