(54) СПОСОБ СВАРКИ СЖАТЫМИ ДУГАМИ РАЗЛИЧНОЙ
ПОЛЯРНОСТИ
реднего фронтасварочной ванны равном
0,3-0,5 шириныразделки.
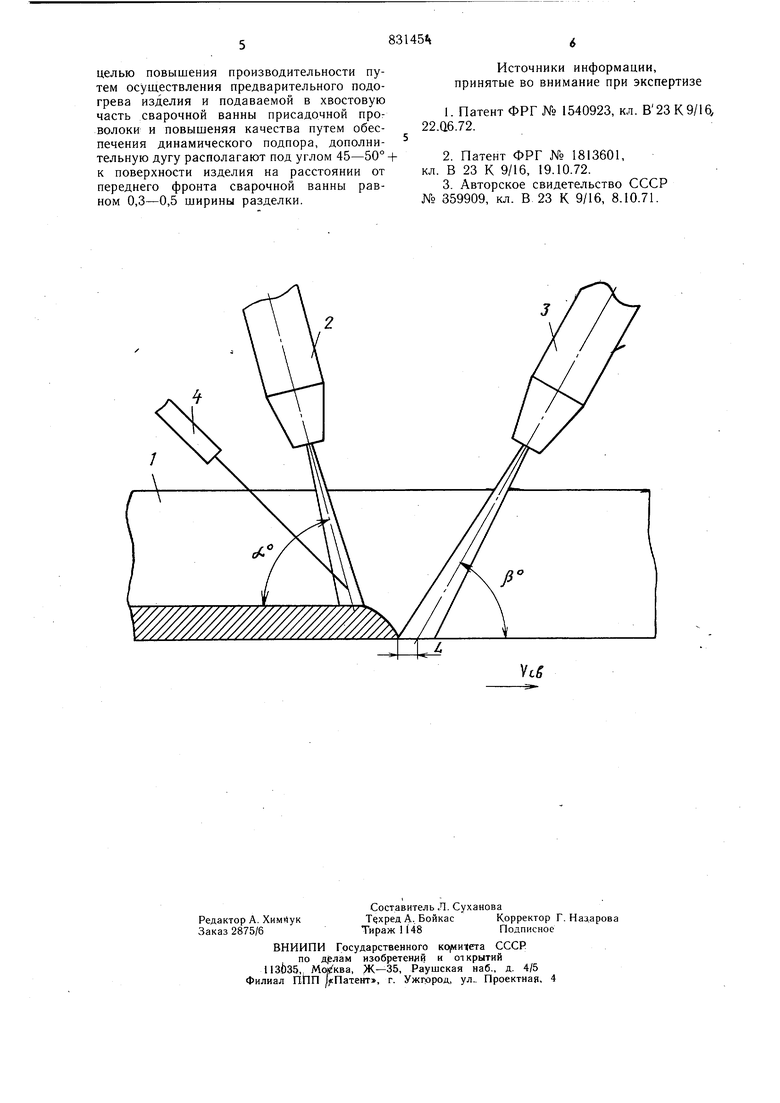
На чертежесхематически изображена
принципиальнаясхема процесса, реализующая способ.
Способ осуществляется следующим образом.
Сварку изделий 1 больших толщин в узкие щелевые разделки осуществляют сжатой дугой 2, прямой полярности и сжатой дугой 3 обратной полярности с подачей присадочной проволоки 4. При этом дугу, прямой полярности 2 располагают под углом 60-90° к изделию. Изменение этого угла от заданного значения в любую сторону может привести к увеличенному затеканию металла и, как следствие, к появлению несплавлений. От переднего края сварочной ванны, на расстоянии 0,3-0,5 ширины щелевой разделки, ориентируют опорную точку дополнительной сжатой дуги 3 обратной полярности, средний диаметр которой равен ширине щелевой разделки. Дополнительную дугу 3 направляют под углом 45-50° к поверхности изделия. Применение дополнительной дуги 3 обратной полярности, ориентирование ее опорной точки от переднего края сварочной ванны, на расстоянии 0,3-0,5 ширины разделки, и направление ее под углом 45-50° к поверхности изделия позволяют осуществить предварительный подогрев поверхности изделия, свариваемых кромок и присадочной проволоки. При этом за счет динамического давления дополнительной дуги осуществляется подпор расплавленного металла сварочной ванны от растекания. Положительное влияние на качество сварного соединения оказывает также катодная зачистка свариваемых кромок, осуществляемая также дугой обратной полярности. Изменение величины расстояния (0,3-0,5 ширины разделки) расположения опорной точки дополнительной дуги от переднего края сварочной в любую сторону приводит к затеканию расплавленного металла на неподготовленную поверхность, что ведет к появлению несплавлений. Увеличение или уменьшение угла направления вспомогательной дуги от значения 45-50° вызывает изменение силы и направления динамического подпора дуги, что отрицательно сказьшается на удержании расплавленного металла от растекания и формирования сварного шва и защите поверхности.
Пример. Производят сварку стали толщиной 40 мм в щелевую разделку шириной 10 мм.
Над свариваемым соединением 1 устанавливают основную 2 и дополнительную 3 плазменные горелки, при этом основную горелку располагают под углом d 75°, а вспомогательную - под углом fi 45° к поверхности свариваемого соединения.
Одновременно зажигают основную и вспомогательную дуги и осуществляют подачу присадочной проволоки. В процессе сварки опорную точку дуги ориентируют так, чтобы она отстояла на расстоянии L 3,5 мм от края ванны расплавленного металла. Режим сварки приведен в таблице.
Таблица
Сварочный ток, А4ОО и 40О
Напряжение на дуге, В50 и 70
Скорость подачи проволоки, м/ч5 О
Скорость варки, м/ч2 т
В процессе сварки основная дуга разогревает свариваемый металл и присадочную проволоку, дополнительная дуга, средний диаметр которой равен ширине разделки, осуществляет дополнительный разогрев свариваемых кромок, катодную зачистку, а также плавит присадочную проволдку. За счет динамического напора дополнительной
0 дуги ванна расплавленного металла удерживается от растекания. В результате повышенного разогрева присадочной проволоки и свариваемых кромок, катодной зачистки и динамического удержания ванны расплавленного металла от растекания производительность процесса сварки возрастает при одновременном повышении качества сварного соединения. Так, например, сварка соединения из стали толщиной 40 мм осуществляется за 4 прохода вместо 9-11
Q при использовании одной дуги.
Использование предлагаемого способа позволит повысить производительность процесса сварки в 2-3 раза. Кроме того, повышается качество сварного соединения. 5 Использование предлагаемого способа при сварке корпусных изделий позволяет получить экономический эффект порядка 200 тыс. руб. в год.
Формула изобретения
Способ сварки сжатыми дугами различной полярности, преимущественно в узкую щеле&ую разделку, -при котором основную сжатую дугу прямой полярности подают под углом 60-90° к изделию, а дополнительную дугу обратной полярности располагают перед основной, отличающийся тем, что, с
целью повышения производительности путем осуществления предварительного подогрева изделия и подаваемой в хвостовую часть сварочной ванны присадочной проволоки и повышеняя качества путем обеспечения динамического подпора, дополнительную дугу располагают под углом 45-50° к поверхности изделия на расстоянии от переднего фронта сварочной ванны равном 0,3-0,5 ширины разделки.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 1540923, кл. В23 К 9/16, 22.Q6.72.
2.Патент ФРГ № 1813601, кл. В 23 К 9/16, 19.10.72.
3.Авторское свидетельство СССР № 359909, кл. В 23 К 9/16, 8.10.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Способ дуговой сварки в защитных газах в узкую разделку с поперечными колебаниями электрода | 1986 |
|
SU1323288A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2000 |
|
RU2175906C1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
