Изобретение относится к технологи изготовления металлического инструмента, прошедшего окончательную механическую обработку после закалки и отпуска, и может быть использовано в инструментальной промышленности и в машиностроении.
Цель изобретения - повышение эксплуатационной стойкости режущего инструмента.
Способ обработки режущего ин- струмента включает закалку, отпуск, ;механическую обработку, насыщение азотом и отпуск,согласно изобретению
насыщение азотом осуществляют электро- 5 испытаний приведены в табл. 1 и 2.
В 10 л воды растворяют 1000 г натрия вольфрамово-кислого, 400 г щавелево-кислого аммония, 120 г ник сульфаминово-кислого, 130 г кобальт 20 сульфаминово-кислого,30 г моноэтано аминаГ Затем загружают (завешивают р ежущий инструмент (сверла), матери сталь Р6М5. Процесс электроосажден покрытия на поверхности инструмента осуществляют при катодной плотности
90-110 30-50 , 10-15
10-15 2-5
лимически в водном растворе, содержащем натрий вольфрамококислый, щайеле- во-кислый аммоний, никель сульфами- ново-кислый, кобальт сульфаминово- кислый и моноэтаноламин, где катодом служит обрабатываемый инструмент, при этом процесс осуществляют при 35-50°С, катодной плотности тока 2-5 А/дм и проводят последующую дополнительную термообработку при 400- А20°С в течение 1-2 ч.
При этом водньй раствор содержит компоненты в следующем соотношении, г/л:
.Натрий вольфрамово- кислый
Щавелево-кислый аммоний
Никель сульфаминово- кислый
Кобальт сульфаминово- кислый
Моноэтаноламин
Способ осуществляют следующим образом.
Вначале приготавливают водньй раствор (электролит). Для этого в воде растворяют расчетные количества натрия вольфрамово-кислого 90-110 г/л щавелеао-кислого аммония 30-50 г/л,, никеля сульфамИ Ново-кислого 10-15 г/л кобальта сульфаминово-кислого 10-15 г/л и моноэтаноламина 2-5 г/л.
В полученный водный раствор помещают обрабатываемый режущий инстру- мент, который служит катодом. Затем при температуре раствора 35-50°С пропускают ток, имеющий катодную плотность 2-5 А/дм. При этом на поверхности режущего инструмента происходи разряд ионов азота и металлов, содержащихся в растворе. Атомарный азот внедряется в кристаллическую решетку осаждаемых на катоде металлов. Затем
проводят дополнительную термообработку режущего инструмента при 400- в течение 1-2 ч. При выбранных режимах повышается твердость поверхностного слоя инструмента.
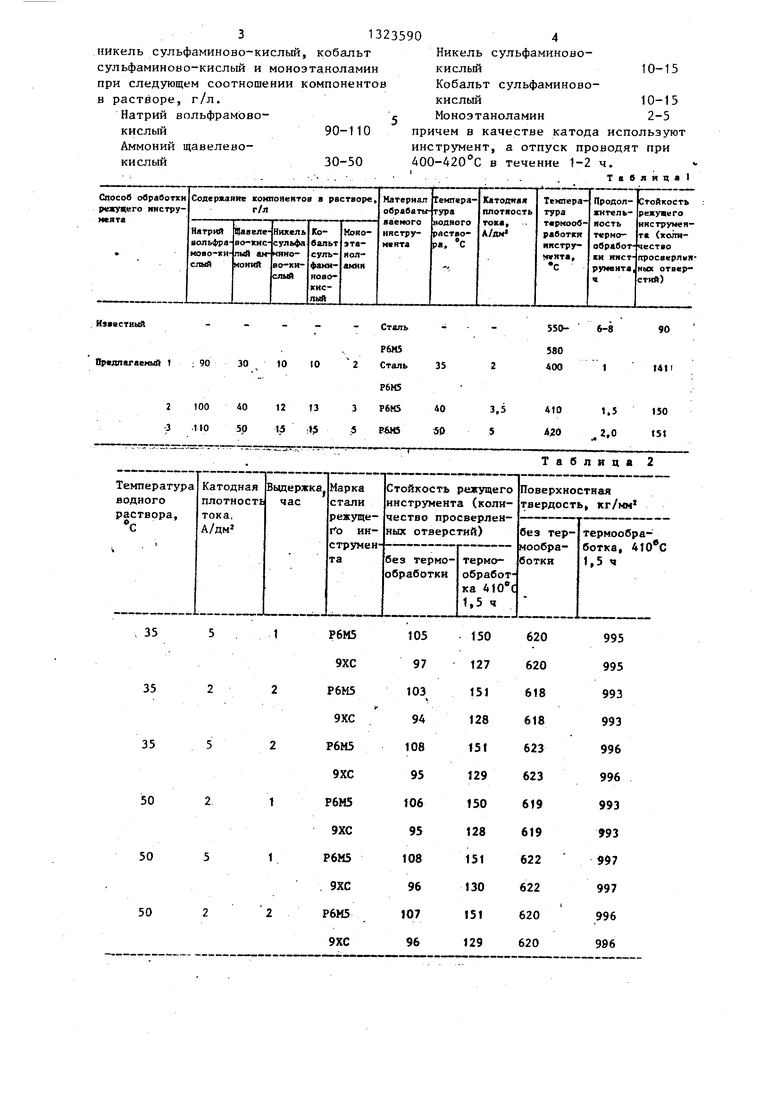
Материал обрабатываемого режущего инструмента, например сверла, метчики и т. п. - сталь Р6М5 или сталь 9ХС. Испытания обработанного инструмента проводилось на операциях резания (сверления) стали IXI7H2.
Примеры осуществления предлагаемого способа и результаты сравнительных
В 10 л воды растворяют 1000 г натрия вольфрамово-кислого, 400 г щавелево-кислого аммония, 120 г никеля сульфаминово-кислого, 130 г кобальта сульфаминово-кислого,30 г моноэтанол- аминаГ Затем загружают (завешивают) р ежущий инструмент (сверла), материал сталь Р6М5. Процесс электроосаждения покрытия на поверхности инструмента осуществляют при катодной плотности
тока 3,5 А/дм и 40°С.
Толщина полученного покрытия 10мкм.
После нанесения покрытия его подвергают термообработке при 410 С в течение 1,5 ч. При этом повьш1йется твердость поверхностного слоя инструмента за счет образования нитридов металлов, что подтверждено рентгено- структурнбм анализом.
Как видно из полученных данных табл. 2, эксплуатационная стойкость режущего инструмента, обработанного по предлагаемому способу, повышается в среднем на 56-67%. При этом температура термообработки и инструмента
с 550-580°С (известный) до
снижается
400°С и уменьшается
процесса.
энергоемкость
Формула изобретения
Способ обработки режущего инструмента, включающий закалку, отпуск, механическую обработку, насыщение
о т, л и ч а ю щ и й- целью повьшхения стойкости инстру- азотом осуществляют электролитически при 35-50 0 и катодной плотности тока 2-5 А/дм в водном растворе, содержащем натрий вольфра- мово-кислый, аммоний щавелево-кислый.
азотом и отпуск, с я тем, что, с эксплуатационной мента, насьш1ение
31323590
никель сульфаминово-кислый, кобальт сульфаминово-кислый и моноэтаноламин при следующем соотношении компонентов в растворе, г/л.
Натрий еольфрамово-
кислый90-110
Аммоний щавелевокислый30-50
пр
ин
Изсестный
Предлагаемый t
9030to 10
2 1004012 13
-г ЛЛО50И
10-15
Никель сульфаминоно- кислый
Кобальт сульфаминово- кислый10-15 Моноэтаноламин2-5
причем в качестве катода используют
инструмент, а отпуск проводят при
400-420 С в течение 1-2 ч.
.,.Табяид
Столь
Р6М5
Сталь
Р6М5
Р6И5 PJ5J6
35
40 50
3.5 5
550580400
410
6-8
1.5
.2.0
90 1411
150 15
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения режущего инструмента | 1988 |
|
SU1640178A1 |
| Состав защитного покрытия для литейных форм | 1984 |
|
SU1219226A1 |
| Способ термической обработки быстрорежущих сталей | 1991 |
|
SU1788980A3 |
| Способ изготовления матрицы вырубного штампа | 1984 |
|
SU1237280A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИТНОГО ПОРОШКА МЕТАЛЛОВ И СПЛАВОВ ГРУППЫ ЖЕЛЕЗА | 1992 |
|
RU2041296C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
| СПОСОБ УПРОЧНЕНИЯ ЛИТОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1999 |
|
RU2172360C2 |
| Способ термической обработки быстрорежущих сталей | 1978 |
|
SU722965A1 |
| ПЕРЕНОСНАЯ ВАКУУМНАЯ ПЕЧЬ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА И КОНСТРУКЦИОННЫХ ДЕТАЛЕЙ | 1992 |
|
RU2006773C1 |
| Быстрорежущая сталь | 1991 |
|
SU1788074A1 |
Изобретение относится к технологии изготовления металлического инструмента, прошедшего окончательную механическую обработку после закалки и отпуска, и может быть использовано в инструментальной промьшленности и в машиностроении. Цель изобретения - повышение зксплуатационной стойкости. Способ по данному изобретению включает закалку, отпуск, механическую обработку, насыщение азотом электролитически при 35-50 с и катодной плотности тока 2-5 А/дм в водном растворе, содержащем натрий вольфрамово- кислый 90-110 г/л; щавелево-кислый аммоний 30-50 г/л; никель сульфамино- во-кислый 10-15 г/л; моноэтаноламин 2-5 г/л, причем катодом служит инструмент, а отпуск проводят при 400-420°С в течение 1-2 ч. Данный способ позволяет повысить стойкость режущего инструмента до 141-151 шт. просверленных отверстий. 2 табл. (/)
| Способ термической обработки режущего инструмента сложной формы | 1978 |
|
SU726196A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Геллер Ю.А | |||
| Инструментальные стали | |||
| М.: Машиностроение, 1975, с | |||
| Катодная лампа с внешним подогревом | 1923 |
|
SU493A1 |
| Способ обработки инструмента из быстрорежущих сталей | 1978 |
|
SU765379A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
