производству, в частности к прокатке листовой стили, и может быть использовано в прокатных цехах металлургических заводоц.
Целью изобретения является снижение расхода металла на обрезь за счет получения прямогоульной формы раската. .
На фиг. 1 и 2 показан сляб, план. На плане обозначены прямоугольный сляб 1,продольная ось 2 раската, первая диагональ 3, вторая диагональ i, раскат 5 после прокатки на первую
диагональ и лист 6 после прокатки на |5 вторую диагональ, а tg i f
вторую диагональ.
При прокатке прямоугольного сляба на первую диагональ с поворотом его по часовой стрелке в горизонтальной плоскости на угол с/ , (фиг, 1) полу- 20 чают раскат, который вследствие неодинаковой вытяжки по ширине в плане имеет форму параллелограмма с остным
то
Так как yj (/ - cfj ,
i;2 arctg(tgc,,)+arctg jtg(q , - - i )J .(6)
Уравнение (6) показывает зависи мость между сторонами листа после прокатки на вторую диагональ от вы тяжки, угла поворота продольной ос 25, раската и от острого угла раската перед прокаткой на вторзт диагонал Для получения листа прямоугольн формы в плане, т,е, ц 90, в );
углом СУ , Угол q определяется из геометрических соотношений,(фиг, 1)
Л(1)
Уравнение (6) показывает зависимость между сторонами листа после прокатки на вторую диагональ от вытяжки, угла поворота продольной оси 25, раската и от острого угла раската перед прокаткой на вторзт диагональ, Для получения листа прямоугольной формы в плане, т,е, ц 90, в );
)
Угол /3, определяется из треуголь- процессе прокатки на вторую диаго-
. „ „ . „ „ р 30 наль должны соблюдаться такие значе- ника : tg в, -;-, Но Б .В . 1 6/1 , ния fj. , c/j и if , чтобы выполня ЕВ, и А E /t{ , где Нд/Н лось уравнение (6),
;козффициент вытяжки при прокатке на Как видно из уравнений (4) и (6), первую диагональ. Отсюда tg ft углы поворота продольной оси раска- ЕВ/АЕ, но так как ЕВ/АЕ tg Э 35 Р прокатке на первую и вторую то tg /}, (л. Из геометрических диагонали неодинаковы, соотношений /3 с , так как эти углы Таким образом, прокатывая сляб
прямоугольной формы на первую диагональ с соотношением ц f и jU, 4Q согласно уравнению (4), а затем прокатывая раскат в форме параллелограмма на вторую диагональ с соотношением Lf , Л и jU, согласно уравнению (6)
. . f f Г
образованы взаимно перпендикулярными прямыми. Таким образом.
tg /3, ,
(2)
уравнения (2)
tg 0, 1/|U,- tgd, .
(3)
Из-геометрических соотношений
(фиг, 1) 90 - / (как углы одно- и при этом 90, получают лист го и того же прямоугольного треуголь- 45 прямоугольной формы в плане,-, ника) и tg с 1/tgc/. С учетом Пример. Прокатьшают прямоугольньм сляб толщиной 150 мм, шириной 980 мм длиной 1140 мм из стали 3 при 1200°С на первую диагональ, поПодставляя значения углов в урав- 50 ворачивая сляб по часовой стрелке, нение (1), получают зависимость ост- при зтом угол поворота продольной
оси сляба в горизонтальной плоскости
с(, 15% острый угол между сторонами раската в плане после прокатки 55 на первую диагональ Ц 83° и коэф , (4) фициент вытяжки при прокатке на
° первую диагональ /и , 1,282,. При прокатке раската (с формой в значения , if и ft, определяют плане в виде параллелограмма с ост- согласно соотношению (4), Прокатку
рого угла 1/ от угла поворота продольной оси pacKaVa и коэффициента вытяжки
1/, arctg
,
+ arctg
1
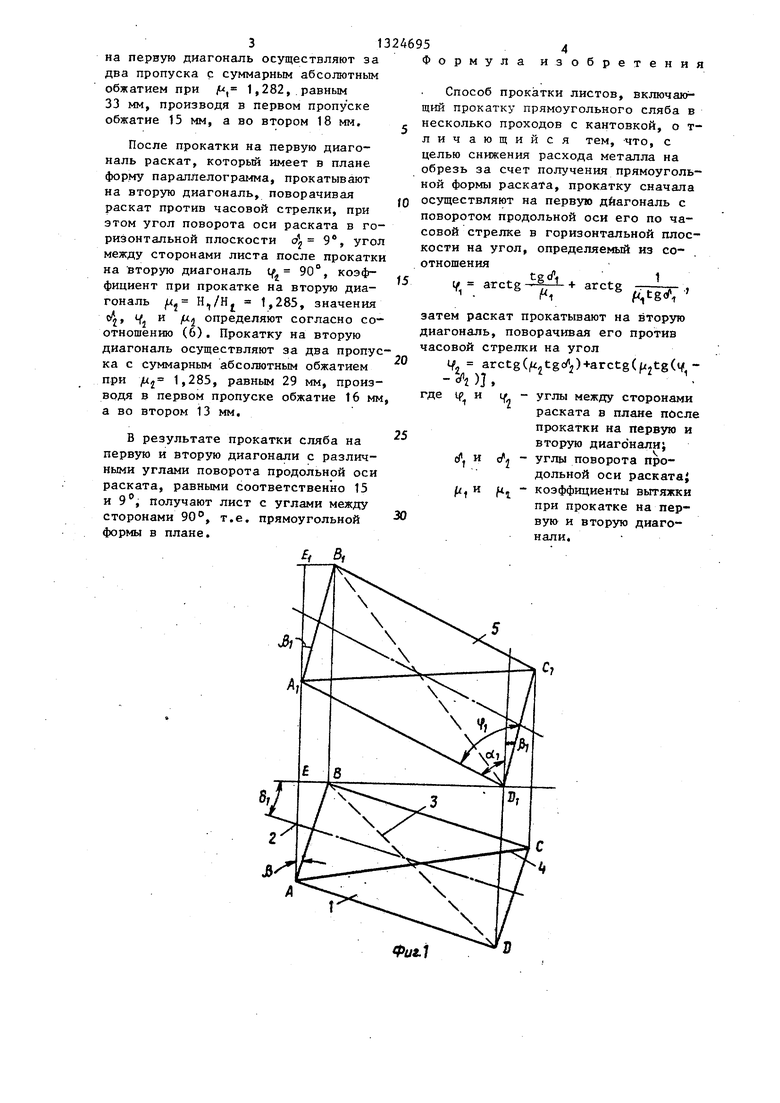
поворотом его против часовой стрелки в горизонтальной плоскости на угол (/2 (фиг, 2) получают готовый лист, имеющий в плане форму прямо- .угольника с углом (/ 90°, Угол определяется из геометрических соотношений (фиг, 2)
to
4,-V,.3
(5)
Исходя из услов 1й течения металла tg ofj jUj, tg, .где коэффициент вытяжки при прокатке на
вторую диагональ, а tg i f
то
Так как yj (/ - cfj ,
i;2 arctg(tgc,,)+arctg jtg(q , - - i )J .(6)
Уравнение (6) показывает зависимость между сторонами листа после прокатки на вторую диагональ от вытяжки, угла поворота продольной оси раската и от острого угла раската перед прокаткой на вторзт диагональ, Для получения листа прямоугольной формы в плане, т,е, ц 90, в );
)
на первую диагональ осуществляют за два пропуска с суммарным абсолютным обжатием при f, 1,282, равным 33 мм, производя в первом пропуске обжатие 15 мм, а во втором 18 мм.
После прокатки на первую диагональ раскат, который имеет в плане форму параллелограмма, прокатывают на вторую диагональ, поворачивая раскат против часовой стрелки, при этом угол поворота оси раската в горизонтальной плоскости (7 9°, угол между сторонами листа после прокатки на вторую диагональ i/ 90°, коэффициент при прокатке на вторую диагональ Uj H,,/Hj, 1,285, значения сД, t/ и /Uj определяют согласно соотношению (6), Прокатку на вторую диагональ осуществляют за два пропуска с суммарным абсолютным обжатием при fjii 1,285, равным 29 мм, производя в первом пропуске обжатие 16 мм а во втором 13 мм.
В результате прокатки сляба на первую и вторую диагонали с различными углами поворота продольной оси раската, равными соответственно 15 и 9°, получают лист с углами между сторонами 90°, т.е. прямоугольной формы в плане.
f 5,
рмула и
4
3 о
бретения
Способ прокатки листов, включаю щий прокатку прямоугольного сляба в несколько проходов с кантовкой, о т- личающийся тем, что, с целью снижения расхода металла на обрезь за счет получения прямоугольной формы раската, прокатку сначала осуществляют на первую диагональ с поворотом продольной оси его по часовой стрелке в горизонтальной плоскости на угол, определяемый из соотношения
tgcA, . / . 1
arctg
, ,tg
J
0
5
затем раскат прокатывают на вторую диагональ, поворачивая его против часовой стрелки на угол
I/ arctgC.tgc/ip+arctgC/.tgCw ),
где If и Чо углы между сторонами раската в плане после прокатки на первую и
Ли . вторую диагонали}
2
0
углы поворота продольной оси раската , и коэффициенты вытяжки при прокатке на первую и вторую диагонали.
tfij
2),
Фиг.2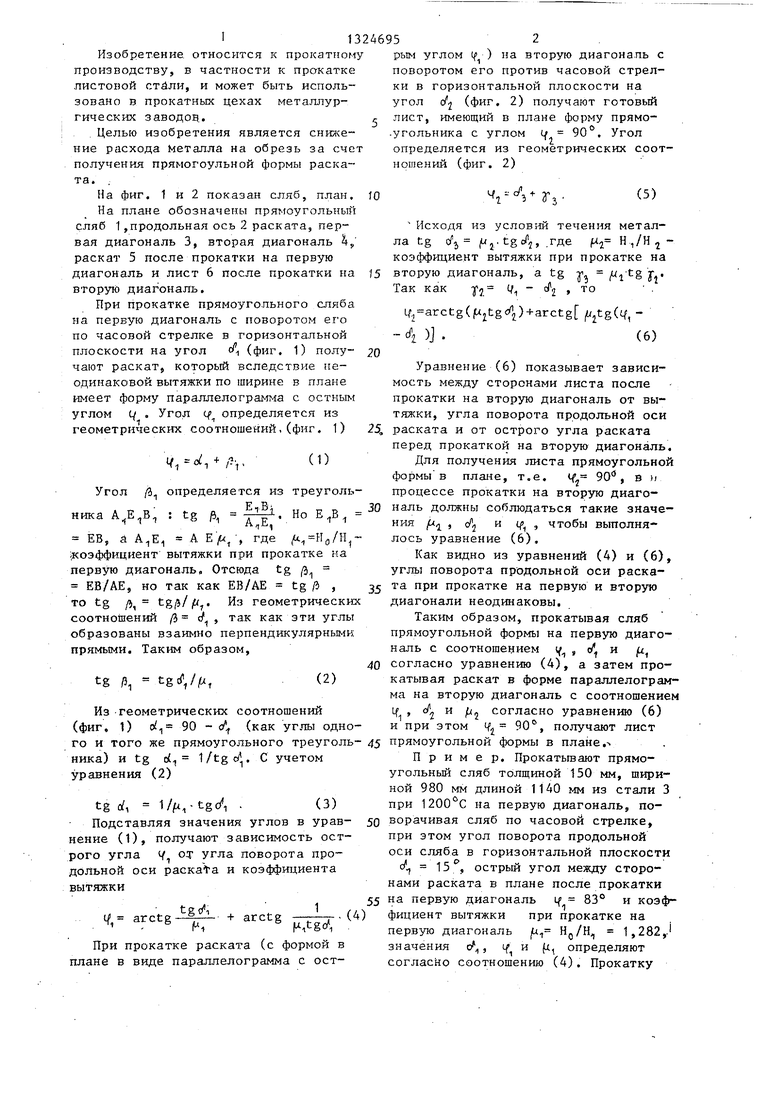
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ ИЗ СЛЯБОВ | 1992 |
|
RU2068308C1 |
| Способ прокатки толстых листов | 1988 |
|
SU1556777A1 |
| Способ горячей прокатки листов | 1986 |
|
SU1359022A1 |
| Способ прокатки круглой стали | 1986 |
|
SU1435328A1 |
| Способ прокатки листов | 1986 |
|
SU1424881A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ прокатки листов | 1985 |
|
SU1297957A1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Система калибров для прокатки прямоугольной стали | 1986 |
|
SU1435329A1 |
Изобретение может быть использовано в прокатных цехах металлургических заводов. Целью изобретения является снижение расхода металла на об- резь за счет получения прямоугольной формы листа в плане. Осуществляют прокатку прямоугольного сляба сначала на первую диагональ, поворачивая сляб по часовой стрелке на угол / , а затем раскат прокатывают на вторую диагональ, поворачивая его против часовой стрелки на угол (У. 2 ил. 00 IND 4; О5 со ел
Редактор О.Юрковецкая
Составитель В.Васильева
Техред А.Кравчук Корректор В.Бутяга
Заказ 2991/5
Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
