СО ел
со
iNd
| название | год | авторы | номер документа |
|---|---|---|---|
| Система калибров для прокатки полосовых профилей | 1984 |
|
SU1199313A1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| Способ прокатки круглой стали | 1986 |
|
SU1435328A1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| Способ прокатки зетобразных профилей | 1987 |
|
SU1445824A1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВКИ | 2000 |
|
RU2187391C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
Изобретение относится к обработ- ке металлов давлением и может быть использовано преимущественно в черной металлургии, а также в машиностроении при прокатке прямоугольных профилей с отношением сторон 1,05...1,3, Цель изобретения - предотвращение скручивания готового раската и тем самым повышение его качества. В сне- теме калибров предчистовой диагональный калибр 5 вьшолнен с регламенти- ррванным сЬотношением длин диагонаг ; лей 7,9 относительно длины диагонали чистового калибра и с регламентированным острым углом о( между диагоналями, зависящим от угла между диагоналями чистового калибра, одна из которых размещена перпендикулярно осям валков. Такая регламентация, подтвержден- § ная серией опытных прокаток, позволяет предотвратить скручивание готового раската и тем самым повысить его качество. 1 табл., 6 ил, (О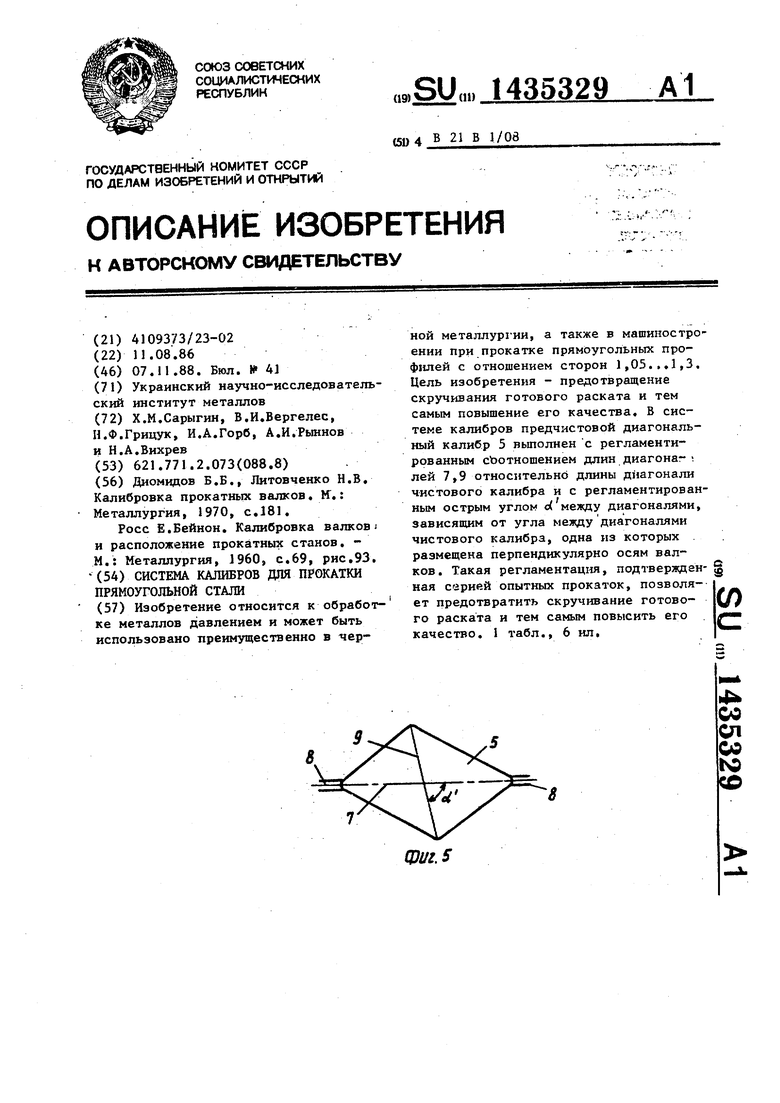
Фиг. 5
Изобретение относится к обработке металлов давлением и может быть использовано преимущественно в черной металлургии, а также машиностроении при прокатке прямоугольных профилей с отношением сторон J,05,.. 1,3.
Цель изобретения - предотвращение скручивания готового раската и тем самым повышение его качества.
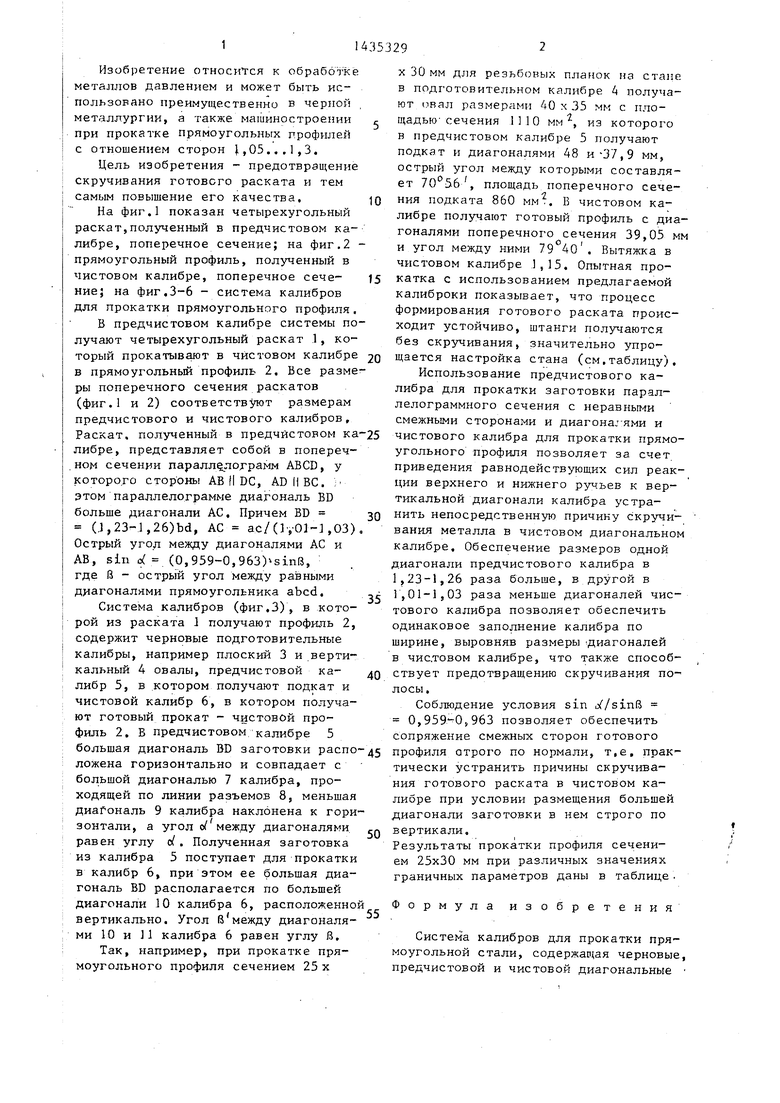
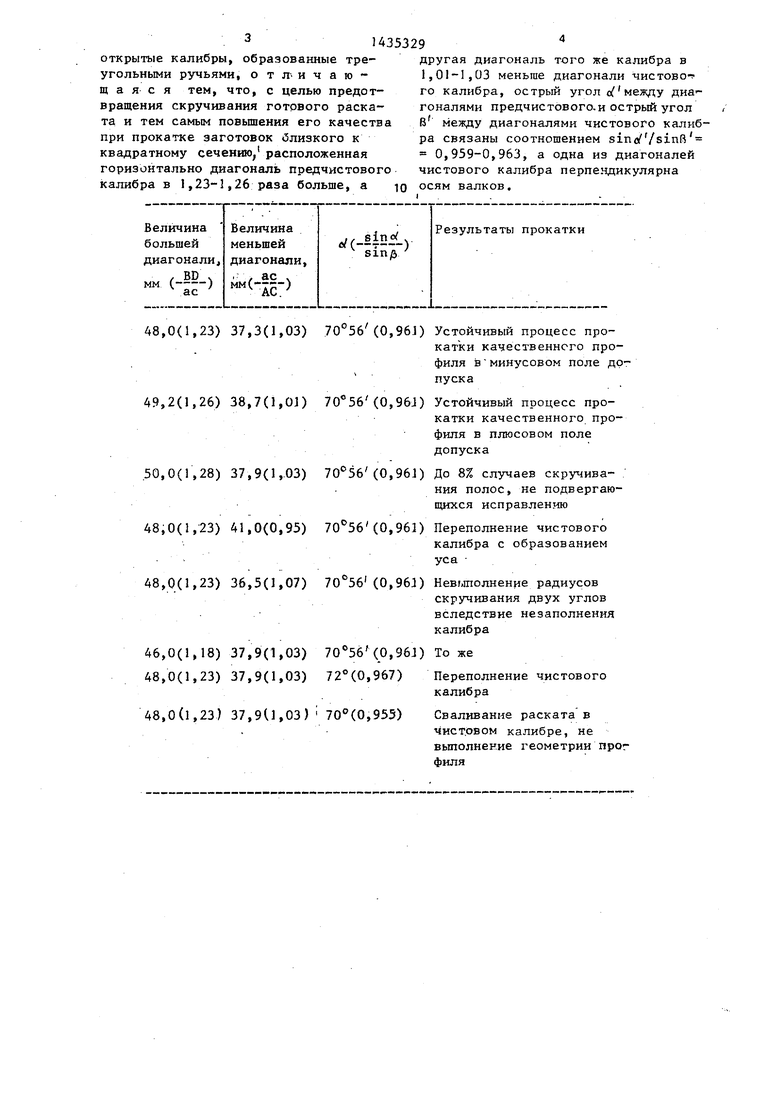
На фиг.1 показан четырехугольный раскат,полученный в предчистовом калибре, поперечное сечение; на фиг,2 прямоугольный профиль, полученный в чистовом калибре, поперечное сече- ние; на фиг.3-6 - система калибров для прокатки прямоугольного профиля,
В предчистовом калибре системы получают четырехугольный раскат 1, который прокатывают в чистовом калибре в прямоугольньй профиль 2. Все размеры поперечного сечения раскатов (фиг.1 и 2) соответствуют размерам предчистового и чистового калибров. Раскат, полученный в предчистовом ка либре, представляет собой в поперечном сечении паралл лод рамм ABCD, у которого стороны АВ (1 DC, AD Н ВС. ; этом параллелограмме диагональ BD больше диагонали АС. Причем BD (J,23-l,26)bd, АС ac/(yOJ-J,03) Острый угол между диагоналями АС и АВ, sin «; (0,959-0,963)sinB, где И - острый угол между равными диагоналями прямоугольника abed.
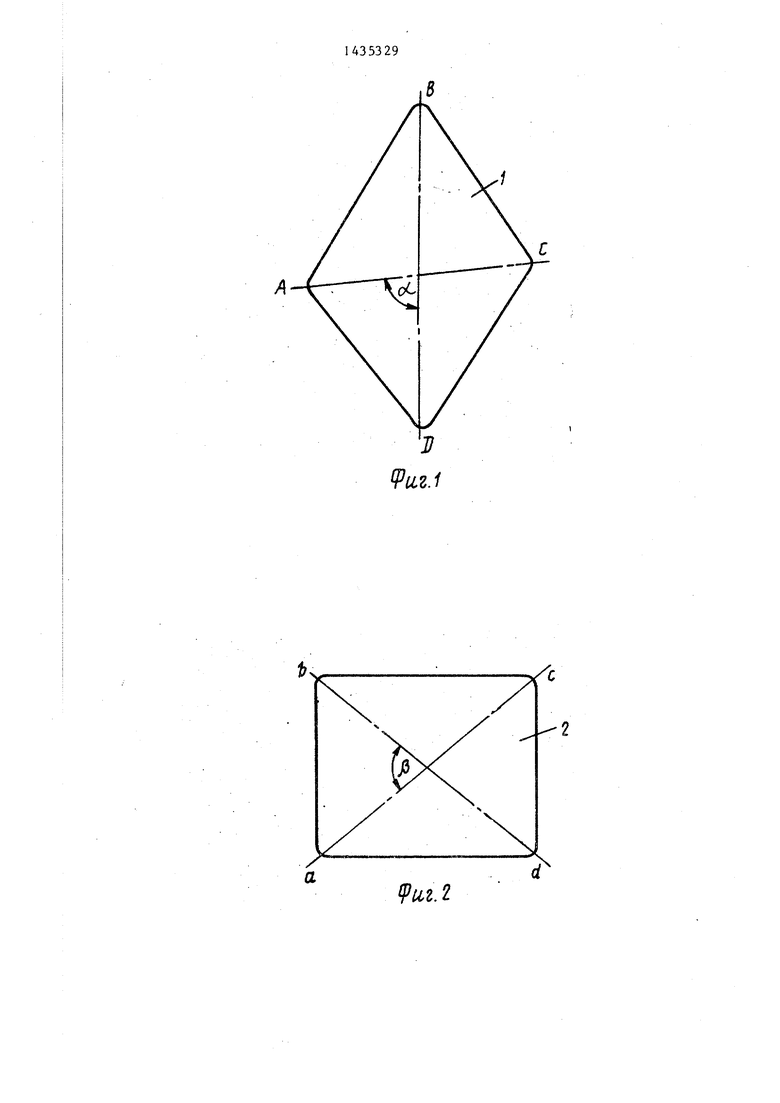
Система калибров (фиг.З), в которой из раската 1 получают профиль 2, содержит черновые подготовительные калибры, например плоский 3 и вертикальный 4 овалы, предчистовой ка- либр 5, в котором получают подкат и чистовой калибр 6, в котором получают готовый прокат - чистовой профиль 2. В предчистовом калибре 5 большая диагональ BD заготовки распо ложена горизонтально и совпадает с большой диагональю 7 калибра, проходящей по линии разъемов 8, меньшая диагональ 9 калибра наклонена к горизонтали, а угол о1 между диагоналями равен углу d , Полученная заготовка из калибра 5 поступает для прокатки в калибр 6, при этом ее большая диагональ BD располагается по большей диагонали 10 калибра 6, расположенно вертикально. Угол В между диагоналями 10 и 1 калибра 6 равен углу и.
Так, например, при прокатке прямоугольного профиля сечением 25 х
X 30 мм для резьбовых планок на стане в подготовительном калибре 4 получают овал размерами АО х 35 мм с площадью-сечения 1110 мм, из которого в предчистовом калибре 5 получают подкат и диагоналями 48 и-37,9 мм, острый угол между которыми составляет 70 56 , площадь поперечного сечения подката 860 мм. В чистовом калибре получают готовый профиль с диагоналями поперечного сечения 39,05 м и угол между ними 79 40. Вытяжка в чистовом калибре .1,15. Опытная прокатка с использованием предлагаемой калиброки показывает, что процесс формирования готового раската происходит устойчиво, штанги получаются без скрз ивания, значительно упрощается настройка стана (см,таблицу).
Использование предчистового калибра для прокатки заготовки парал- лелограммного сечения с неравными смежными сторонами и диагона:-ями и чистового калибра для прокатки прямоугольного профиля позволяет за счет приведения равнодействующих сил реакции верхнего и нижнего ручьев к вертикальной диагонали калибра устранить непосредственную причину скручивания металла в чистовом диагонально калибре. Обеспечение размеров одной диагонали предчистового калибра в 1,23-1,26 раза больше, в другой в 1,01-1,03 раза меньше диагоналей чистового калибра позволяет обеспечить одинаковое заполнение калибра по ширине, выровняв размеры диагоналей в чистовом калибре, что также способствует предотвращению скручивания полосы.
Соблюдение условия sin /sinR 0,959 -0j963 позволяет обеспечить сопряжение смежных сторон готового профиля строго по нормали, т.е. практически устранить причины скручивания готового раската в чистовом калибре при условии размещения большей диагонали заготовки в нем строго по вертикали.
Результаты прокатки профиля сечением 25x30 мм при различных значениях граничных параметров даны в таблице.
Формула изобретения
Система калибров для прокатки прямоугольной стали, содержар1ая черновые предчистовой и чистовой диагональные
открытые калибры, образованные треугольными ручьями, о т Л и ч а ю щ а я с я тем, что, с целью предотвращения скручивания готового раската и тем самым повьшения его качества при прокатке заготовок близкого к квадратному сечению/ расположенная горизонтально диагональ предчистового калибра в 1,23-1,26 раза больше, а
Oe.f.1
48,0(1,23) 37,3(1,03) 70°56 (0,96J)
49,2(1,26) 38,7(1,01) 7056(0,96J)
50,0(1,28) 37,9(1,03) (0,96J)
48,0(1,23) 41,0(0,95) (0,961)
48,0(1,23) 36,5(1,07) 70°56 (0,9ба)
46,0(1,18) 37,9(1,03) (0,96J) То же 48,0(1,23) 37,9(1,03) (0,967)
Переп калиб
48,0(1,23) 37,9(1,03) (0,935)
другая диагональ того же калибра в 1,01-1,03 меньше диагонали чистовот го калибра, острый уголо между диагоналями предчистового,и острый угол в между диагоналями чистового калибра связаны соотношением sina /sinR 0,959-0,963, а одна из диагоналей чистового калибра перпендикулярна
осям валков.
I .Устойчивый процесс прокатки качественного профиля в минусовом поле допуска
Устойчивый процесс прокатки качественного профиля в плюсовом поле допуска
До 8% случаев скручивания полос, не подвергающихся исправлению
Переполнение чистового калибра с образованием уса Невьшолнение радиусов скручивания двух углов вследствие незаполнения калибра
То же
Переполнение чистового калибра
Сваливание раската в чистовом калибре, не вьтолнен.ие геометрии прог фнля
/
а
Гиг. 2
ю
11
фиг, 6
| Диомидов Б.Б., Литовченко Н.В | |||
| Калибровка прокатных валков | |||
| Н.: Металлургия, 1970, с,181 | |||
| Росс Б.Бейнон | |||
| Калибровка валковj и расположение прокатных станов | |||
| - М.: Металлургия, 1960, с.69, рнс,93 |
