1 13247 Изобретение относится к литейног гу производству, к способам изготбвления разъемных магнитных форм по извлекаемым моделям.
Цель изобретения - сокращение бра- 5 ка форм по подрыву при уменьшенном рас- ходе связующего.
На чертеже показана схема изготовления магнитной формы по предлагаемому способу.
Устройство для реализации способа содержит подмодельную апиту 1 с отверстиями для подвода воздуха, фигур10
В перерыве перед последним импульсом подачи воздуха ферромагнитный
ную полую модель 2, закрепленную герIJ материал упрочняют внешним магнитным метично на подмодельной плите и из у . .-./
полем напряженностью 16,0-32.0 кА/м. готовленную из немагнитного матери--
Во время подачи воздуха при последнем импульсе протягивают модельную плиту Подача воздуха импульсами позволяет привести в движение вместе с пленочным покрытием частицы ферромагнитного материала, непосредственно расположенные около него, и ликвидировать возможные рыхлоты и создать более плотную упаковку ферромагнитного материала на рабочей поверхности формы. Это улучшает качество поверхности формы и отливки.
ала, эластичное покрытие 3, намагничивающее устройство 4, ферромагнитньй сыпучий материал 5э электрическую ка- тушку 6, слой клеевой композиции 7 на эластичном покрытии 3, Модель имеет перегородки 8 для разделения на отдельные объемы 9 и раздельной подачи воздуха через отверстия 10 и 11 к эластичному покрытию.
Способ осуществляется следующим образом.
На немагнитную полую фигурную модель 2 наносят на участки, расположенные, под углом 60-90° к оси катушки намагничивающего устройства, разо- гретун) до размягчения эластичную пленку, например этиленвинилацетат- ную Миравитен Д-23, толщиной 0/1 мм Для лучшей облицовки модели в отдель ных объемах модели 8 создают разряжение. Далее на эластичную пленку наносят быстротвердеющую клеевую композицию повышенной вязкости, например 6-8%-ный раствор поливинилбутираля в гидролизованном этиловом спирте с вязкостью 60-80 Ст по ВЗ-З толщиной 0,5-2 мм. На подмодельную плиту устанавливают намагничива ощее устройство и заполняют рабочее пространство ферромагнитным сыпучим материалом, например дробью ДСЛ08. Затем через от- в ерстия в модельной плите 1 и модели подают к эластичному покрытию с клеевой композицией импульсами сжатый воздух. Давление воздуха не должно приводить к деформации и разрыву плен..
ет эластичное покрытие на поверхности формы как во время удаления модели, так и при дальнейшей службе фор- vftu Другую полуформу изготовляют ана- , логично. Затем форму собирают, заливают расплавом, после затвердева1ния отливки отключают намагничивающие устройства, разбирают форму. Нанесение эластичного покрытия и клеевой композиции не на всю поверхность модели, а только на ее отдельньй участок сокращает их расход, снижает брак отливок по газовым и поверхностным дефектам. Для упрощения операции
ки и на разных участках модели должно быть различным в зависимости от сыпу- нанесения эластичного покрытия и осу- чести и высоты слоя формовочного ма- ществления автоматизации производ- териала. Операция требует эксперимен- ства вместо зтиленвинилацетатной тального уточнения для различных уча- пленки можно, например, напылять по- стков.Продолжительность одного импуль- рошковый полиэтилен при температуре.
2
5
зависит от инерционности системы подачи и выхлопа воздуха и может составлять 1-5 с с перерывом 2-8 с. Количество импульсов 3-10. Меньшее значение рекомендуется для малых моделей, большие - для крупных. Для ускорения процесса отверждения клеевой композиции воздух рекомендуется подавать подогретым до температуры размягчения эластичного покрытия, например для этиленвинилацетатной 80- .
В перерыве перед последним импульсом подачи воздуха ферромагнитный
полем напряженностью 16,0-32.0 кА/м.
30
25
35
Во время подачи воздуха при последнем импульсе протягивают модельную плиту. Подача воздуха импульсами позволяет привести в движение вместе с пленочным покрытием частицы ферромагнитного материала, непосредственно расположенные около него, и ликвидировать возможные рыхлоты и создать более плотную упаковку ферромагнитного материала на рабочей поверхности формы. Это улучшает качество поверхности формы и отливки.
Протяжка модели во время последнего импульса позволяет удержать эластичное покрытие на поверхности формы и сократить цикл изготовления формы, не дожидаясь существенного повышения прочности клеевого соединения эластичного покрытия с формой. При этом клеевая композиция не только упрочняет участки поверхности формы, подверженные разрушениям от действия магнитных сил, но и удерживает эластичное покрытие на поверхности формы как во время удаления модели, так и при дальнейшей службе фор- vftu Другую полуформу изготовляют ана- , логично. Затем форму собирают, заливают расплавом, после затвердева1ния отливки отключают намагничивающие устройства, разбирают форму. Нанесение эластичного покрытия и клеевой композиции не на всю поверхность модели, а только на ее отдельньй участок сокращает их расход, снижает брак отливок по газовым и поверхностным дефектам. Для упрощения операции
0
нанесения эластичного покрытия и осу- ществления автоматизации производ- ства вместо зтиленвинилацетатной пленки можно, например, напылять по- рошковый полиэтилен при температуре.
которая на 10-15° выше температуры его плавления. Покрытие толщиной 0,15 мм наносят на участки модели, расположенные под углом 60-90 к оси катушки намагничивающего устрой- ства.
Применение предлагаемого способа позволяет сократить брак форм по подрыву и сократить в 2-3 раза расход дорогого связукнцего.
Формула изобр.е тения
Способ изготовления разъемных магнитных форм, включакнций нанесение на модель клеевой композиции, заполнение опоки ферромагнитным сыпучим материРедактор Н. Бобкова
Составитель В. Беляев Техред Л.Сердюкова Корректор В. Бутяга
Заказ 2997/8Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
алом, его уплотнение и последующее упрочнение путем намагничивания магнитным полем, отличающий - с я тем, что, с целью сокращения брака форм по подрьту при уменьшенном ;расходе связзтощего, модель частично
облицовывают эластичным покрытием перед нанесением на нее клеевой композиции, при этом уплотнение ферромагнитного материала осуществляют импульсами сжатого газа, который подают через модель к эластичному покрытию, а упрочнение формы магнитным полем производят перед последним импульсом, удаление модели - во время последнего импульса.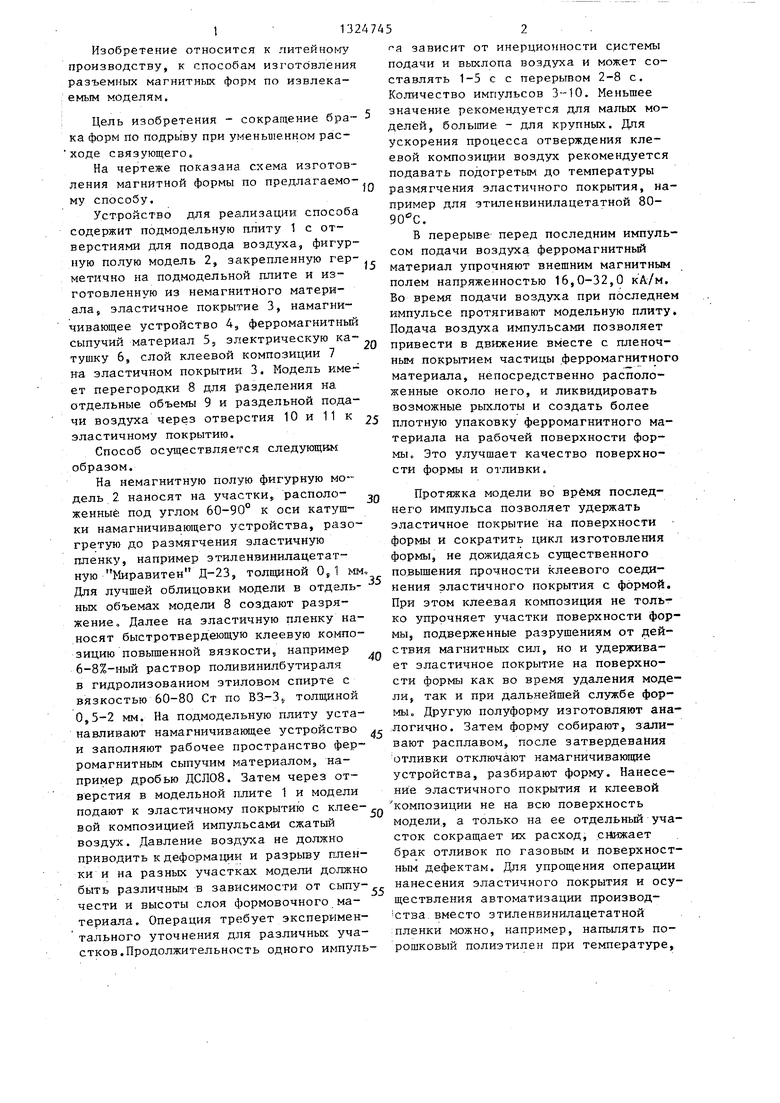
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МНОГОМЕСТНЫХ МАГНИТНЫХ ФОРМ ДЛЯ ЦИЛИНДРИЧЕСКИХ ОТЛИВОК | 1999 |
|
RU2165820C2 |
| Способ изготовления разъемных магнитных форм и модельная плита для его осуществления | 1986 |
|
SU1388188A1 |
| Способ изготовления разъемных магнитных форм из ферромагнитного дисперсного материала | 1982 |
|
SU1154029A1 |
| Способ изготовления крупногабаритных тонкостенных отливок сцециального назначения литьем по выплавляемым моделям | 1990 |
|
SU1808463A1 |
| Способ поверхностного легирования отливок при вакуумной формовке | 1987 |
|
SU1588487A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1999 |
|
RU2165819C2 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| Способ изготовления отливок | 1981 |
|
SU996092A1 |
| МОДЕЛЬНАЯ ОСНАСТКА | 1973 |
|
SU371010A1 |
| Способ получения форм вакуумной формовкой и устройство для его осуществления | 1981 |
|
SU982840A1 |
Изобретение относится к литейному производству, к способам изготовления магнитных форм по извлекаемым моделям. Цель изобретения - сокращение брака магнитных форм по подрыву при уменьшенном расходе связующего. Цель достигается за счет того, что модели частично облицовывают эластичным покрытием 3 перед нанесением на них клеевой композиции 7, при этом уплотнение ферромагнитного материала 5 осуществляют импульсами сжатого воздуха, подаваемого через модель 1 к эластичному покрытию, причем упрочнение формы магнитным полем производят перед последним импульсом, а удаление модели - во время последнего импульса подачи воздуха через отверстия 10 и 11. Нанесение эластичного покрытия и клеевой композиции не на всю поверхность модели, а только на ее отдельный участок, сокращает их расход, снижает брак отливок по газовым и поверхност- ньм дефектам. 1 ил. сл оо ю 4 4;: сл
| Способ управления преобразователем постоянного напряжения в постоянное | 1985 |
|
SU1377836A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США № 3620286, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
