Изобретение относится к машиностроению и может быть использовано при настройке инструментов в металлорежущих станках.
Цель изобретения - повышение точ- ности и упрощение процесса настройки за счет ликвидации влияния погрешности биения шпинделя станка на точность настройки инструмента,
На фиг. 1 показано устройство для осуществления .способа настройки поло- женин вершины резца, общий вид; на фиг. 2.- вид А на фиг. 1.
Устройство состоит из,экрана 1, закрепленного в патроне 2 На экране 1 нанесена эксцентричная метка 3. На задней бабке 4 закреплен проектор 5 с коническим хвостовиком и регулируемой пластиной 6 с винтами 7. Перед настройкой резца 8 включается станок и на экране 1 метка 3 описывает окруж liocTb. Включается в сеть проектор 5 и на экран 1 проектируется перекрестье с .окружностью, нанесенное на пластины
6. Регулировочными винтами 7 обеспечивают совмещение окружностей, полученных вращением метки и спроектированную проектором. Включают станок и устанавливают резец таким образом, что проекция его верщины на экран касается оптической оси, проходящей через центр перекр естья, спроектированного на экран 1.
Формула изобретения Способ настройки положения верши- ны резца, заключающийся в совмещении проекции верщины резца на экране с центром перекрестья экрана, отличающийся тем, что, с целью повышения точности и упрощения процесса настройки, на экране, закрепленном на вращающейся части станка, наносят эксцентрично метку и при вращении экрана совмещают центр образовавшейся окружности с центром перекресть эталонной окружности путем перемещения центра по двум координатам, после чего осуществляют настройку резца.
8ид/(
Редактор И. Бобкова
Составитель В. Жиганов
Техред И,Попович Корректор Н. Король
Заказ 2999/9Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий , 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород ул. Проектная, 4
Фиг, 2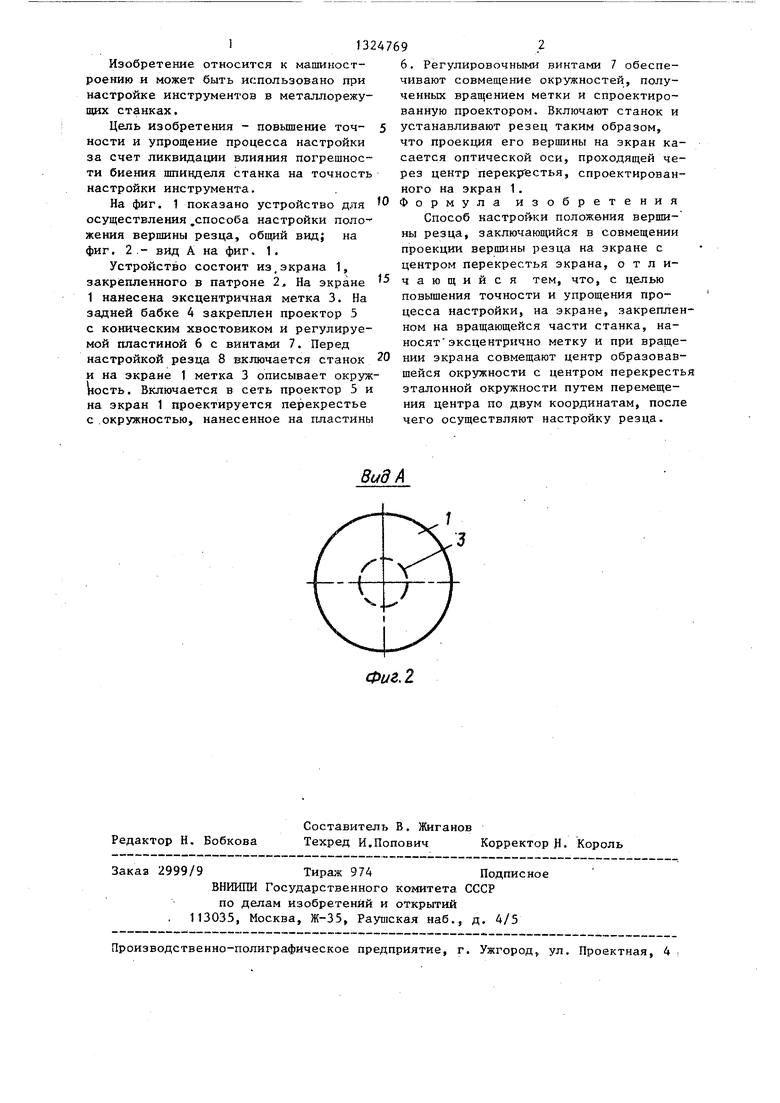
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| Металлорежущий станок | 1975 |
|
SU612754A2 |
| Станок для резки керамических изделий | 1974 |
|
SU613908A1 |
| Фотопротрактор | 1953 |
|
SU103463A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Способ развертки орбитальных панорам | 1977 |
|
SU678292A1 |
| ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ СТАНОК ДЛЯ РАСПИЛОВКИ БРЕВЕН | 2014 |
|
RU2566994C2 |
Изобретение относится к машино- строению и может быть использовано при настройке инструментов в металлорежущих станках. Целью изобретения является повышение точности и упрощение процесса настройки за счет, ликвидации влияния погрешности биения шпинделя станка на точность настройки инструмента. Устройство содержит экран 1, закрепленный в патроне 2. На экране 1 намечена эксцентрично метка. На задней бабке 4 закреплен проектор 5 с коническим хвостовиком и регулируемой пластиной 6 с винтами 7. Перед настройкой резца 8 включается станок и на экране 1 метка описывает окружность. На экране 1 проектируются также перекрытие и окружность пластины 6. Регулировочными винтами 7 совмещают центры окружностей экрана 1 и пластины 6 путем смещения пластины 6. Настройку резца осуществляют путем совмещения проекции его вершины на экране с оптической осью окружностей, спроектированных на экране 1. 2 ил. (Л с со ю 4 05 СО Фиг.1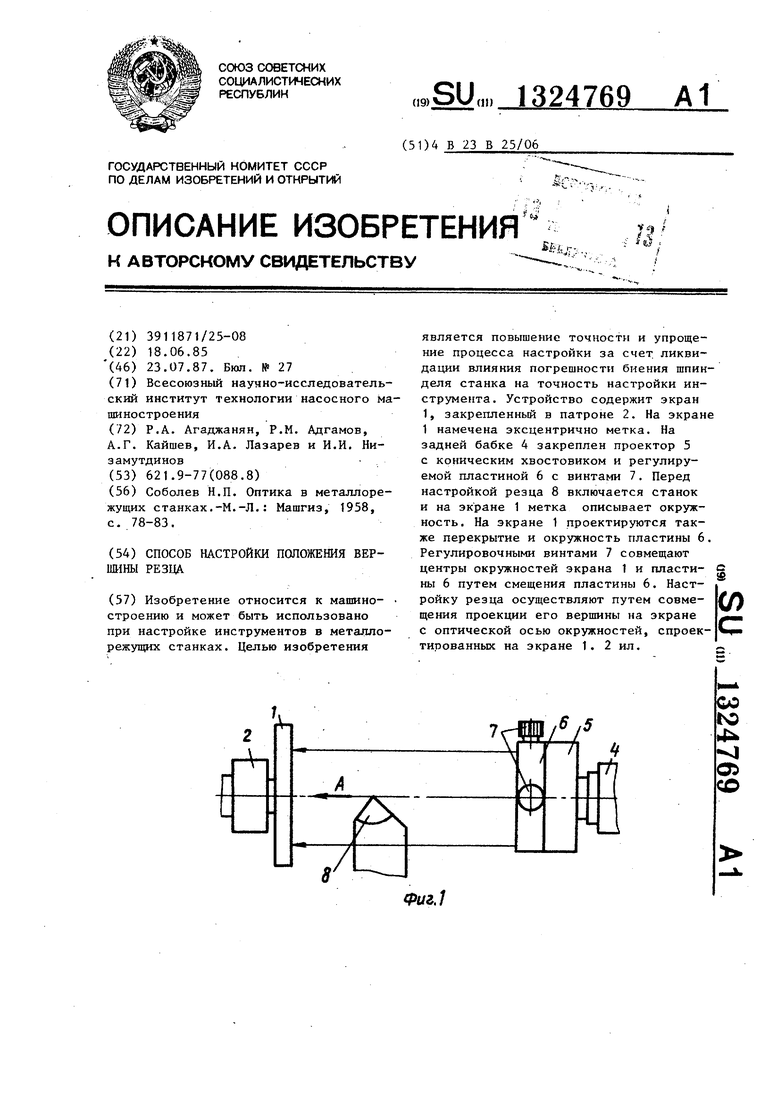
| Соболев Н.П | |||
| Оптика в металлорежущих станках.-М.-Л.: Машгиз, 1958, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
