Изобретение относится к машиностроению, а именно к конструкциям горизонтальных прессов для брикетирования.
Цель изобретения - расширение техноогических возможностей и повышение прозводительности путем разрушения и полного удаления угольного накопления из зоны прессования.
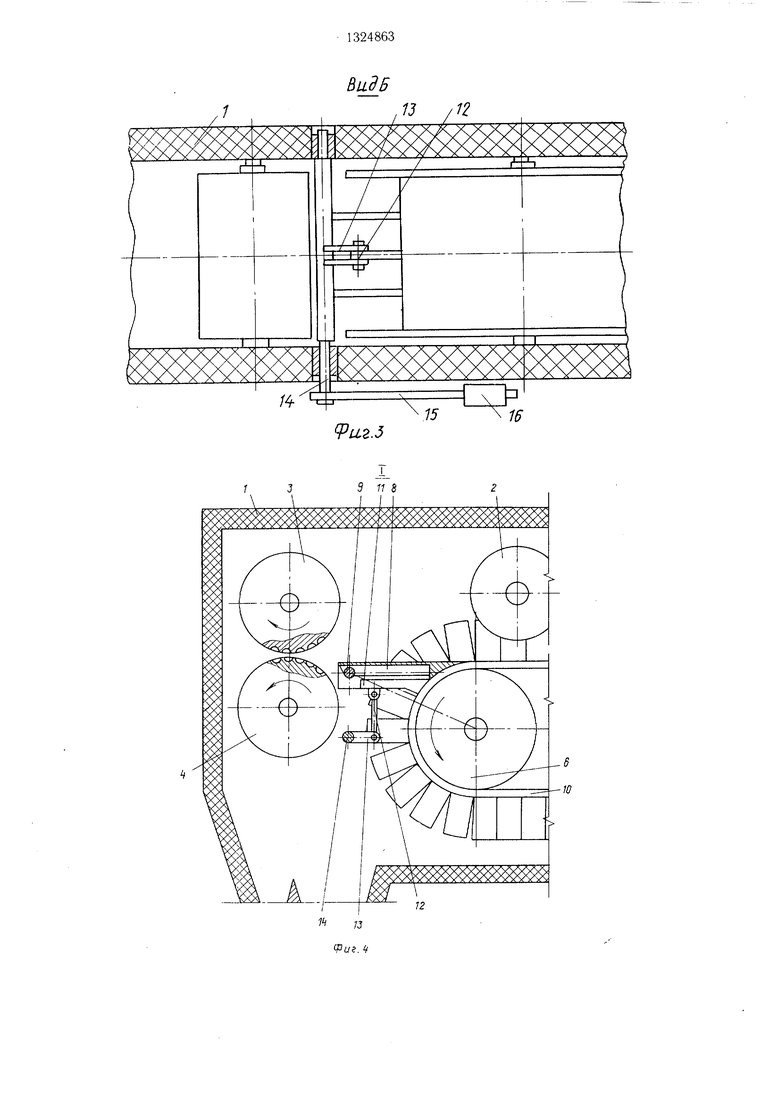
На фиг. 1 показан предлагаемый пресс, бщий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - зел I на фиг. 1; па фиг. 5 - положение еталей устройства при поднято.м направяющем столе.
Горизонтальный пресс для брикетирования содержит смонтированные в корпусе 1 гладкие прессующие 2 и формующие 3 и 4 валки, гусеничный приводной конвейер с приводными 6 и патяжными 7 звездоч- ка.ми. Между конвейеро.м 5 и формующими валками 3 и 4 установлен направляющий тол 8, закрепленный жестко на приводном валу 9. Своей носовой частью направляющий стол опирается на настил 10 конвейера . Под направляющим столом 8 смонтирована вильчатая колосниковая решетка 11, нарнирпо соединенная с валом 9 и опираю- П-1аяся с противоположной стороны на настил 10 гусеницы. На решетке 11 между ее опорами на вал 9 и пастил 10 смонтирована шарнирно одним концом тяга 12, соединенная другим концом шарнирно с рычагами 13, закрепленными жестко на вспомогатель- пом валу 14 привода решетки 11. На выходном конце вспомогательного вала 14, расположенного ниже главного приводного вала, закреплен рычаг 15 с контргрузом 16.
В корпусе 1 размещены загрузочная 17 и разгрузочная .18 воронки. Приводной вал 9 размещен в подшипниковых опорах 19 и 20, установленных в корпусе 1. Передняя часть колосниковой решетки 11 расположена выше плоскости, проходящей через оси вращения приводного стола 8 и приводных звездочек 6 гусеничного конвейера 5.
Пресс работает следующим образом.
Перед разогревом пресса поворотом главного вала 9 против часовой стрелки направляющий стол 8 поднимают в крайнее верхнее положение, а поворотом вспомогательного вала 14 также против часовой стрелки решетку 11 стола поворачивают па угол , при котором паименьшее расстояние от нижней кромки носовой радиусной части решетки I1 до настила 10 гусеницы равно или больше высоты h, от прессующей поверхности последнего по ходу угла валка 2 до настила 10 гусеничного конвейера 5. В этом положении решетки 11 стола образуется свободная и достаточная зона между нижней его кромкой и настилом 10 конвейера 5. После этого через загрузочную воронку 17 подают уголь, нагретый до 300-400°С. По0
падая на настил 10 гусеничного конвейера 5, уголь транспортируется и через разгрузочную воронку 18 удаляется, отдавая часть своего тепла гусеничному конвейеру 5 и тем самым обеспечивая разогрев внутри пресса.
После разогрева пресса поворачивают решетку 11 по часовой стрелке в нижнее рабочее положение и поворотом вала 9 по часовой стрелке стол 8 опускают в рабочее положение до соприкосновения с настилом 10. Через загрузочную воронку 17 на конвейер 5 подают уголь, нагретый до температуры пластического состояния. Проходя под прессующими валками 2, уголь уплот- 5 няется, в результате образуется пластинный и угольный брус, который по столу 8 подается в формующие валки 3 и 4, где прокатывается в брикеты, которые удаляются через разгрузочную воронку 18.
При нарушении технологического режи- .ма угольный брус не проходит в формующие валки 3 и 4, а накапливается на направляющем столе 8. Для удаления накопления включают формующие валки 3 и 4 и поднимают направляющий стол 8, а результате угольный брус в зоне формования разрушается и перерабатывается формующими валками. Затем включается конвейер 5, угольный брус заполняет вильчатую решетку 11 при поднятом столе 8, после чего он опускается в нижнее положение, разрушая и проталкивая куски бруса в проемы решетки 11.
Экономический эффект при внедрении достигается за счет расширения технологических возможностей.
0
5
0
5
0
5
0
5
Формула изобретения
Горизонтальный пресс для брикетирования, содержащий размещенный в корпусе гусеничный приводной конвейер с приводными и натяжными звездочками, гладкие валки для прессования угольного бруса, формующие валки, направляющий стол, установленный с возможностью опоры носовой частью на конвейер и хвостовой частью на приводной вал, размещенный в подшипниковых опорах корпуса между конвейером и формуюш,ими валками и параллельно им, а также вспомогательный вал с закрепленным на нем рычаго.м и шарнирно соединенной с последним тягой, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности путем разрушения и полного удаления угольного накопления из зоны прессования при нарушении технологического режима формования, он снабжен вильчатой колосниковой решеткой, установленной под направляющим столом с возможностью опоры своей передней частью на конвейер, при этом колосниковая решетка шарнирно
1324863 34
соединена с приводным валом и тягой вспо- рез оси вращения приводного вала направ- могательного вала, а ее передняя часть рас- ляющего стола и приводных звездочек гу- положена выше плоскости, проходящей че- сеничного конвейера.
,8
/
L
/ 1,
:X7S r yO XXXXX7VSAA/VVV7 rXX O
/
/ 1,
10
9иг.1
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный пресс для изготовления брикетов из термопластифицированных углей | 1983 |
|
SU1181882A1 |
| Горизонтальный пресс для изготовления брикетов из угля и кокса | 1982 |
|
SU1181881A1 |
| Устройство для брикетирования | 1978 |
|
SU795971A1 |
| Устройство для формования прокаткой | 1978 |
|
SU765017A1 |
| Роторный штамповочный пресс для изготовления двухслойных брикетов | 1990 |
|
SU1752577A1 |
| Устройство для измельчения твердого материала | 1981 |
|
SU948415A1 |
| Установка для брикетирования строительных брусьев из лесопорубочных остатков | 1950 |
|
SU91930A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2168130C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| Устройство для перезарядки двухплитных пресс-форм | 1986 |
|
SU1353615A1 |


Изобретение относится к машиностроению, а именно к конструкциям горизонтальных прессов для брикетирования. Цель изобретения - расширение технологических возможностей и повышение производительности путем разрушения и полного удаления угольного накопления из зоны прессования. Это достигается за счет установки под направляющим столом вильчатой колосниковой решетки с приводом от вспомогательного вала. Передняя часть решетки расположена ниже плоскости, проходяш,ей через оси врашения приводного вала на- правляюш.его стола и приводных звездочек гусеничного конвейера. При нарушении технологического режима формования производят разрушение и дробление угольного накопления на ходу, что исключает необходимость остановки и охлаждения пресса. 5 ил. оо ю 00 Ci со
Вид А
фиг. 2
ВидВ
9иг.5
5 г
| Горизонтальный пресс для изготовления брикетов из термопластифицированных углей | 1983 |
|
SU1181882A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
