(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРОКАТКОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный пресс для изготовления брикетов из термопластифицированных углей | 1983 |
|
SU1181882A1 |
| Горизонтальный пресс для брикетирования | 1986 |
|
SU1324863A1 |
| Горизонтальный пресс для изготовления брикетов из угля и кокса | 1982 |
|
SU1181881A1 |
| Устройство для брикетирования | 1978 |
|
SU795971A1 |
| ЛИНИЯ ПРОИЗВОДСТВА КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2151520C1 |
| Прессформовочная машина | 1974 |
|
SU506509A1 |
| ВАЛКОВО-ЛЕНТОЧНЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ МАТЕРИАЛОВ | 1973 |
|
SU389929A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |

1
Изобретение относится к машиностроению и может быть использовано в коксохимической промышленности для получения брикетов из нагретого угля.
Известно устройство для формования прокаткой, содержаш,ее теплоизолированный корпус и смонтированные в нем формующие и прессуюшле валки, ленточный транспортер с приводным и натяжным валами, а также направляющий стол для подачи материала в формующие валки и привод 1.
Однако в режиме нагрева устройства до рабочей температуры на направляющем столе, поднятом в верхнее положение, конденсируются газы разложения угля и образуются смолисто-угольные отложения, пре пятствующие перемещению спрессованного материала в формующие валки, кроме того, не обеспечивается возможность самоудаления угольных накоплений с направляющего стола, что снижает надежность и пронзводительность устройства.
Цель изобретения - повышения надеж ности и производительности устройства,
Это достигается тем, что устройство снабжено охватывающими приводной вал
и закрепленными на корпусе втулками с цапфами, а также поворотными, щарнирносоединенными с направляющим столом и кинематически связанными с приводом рычага, смонтированными на цапфах, при этом общая ось цапф выполнена эксцентричной оси приводного вала. Кроме того, устройство снабжено ограничителем относительного поворота направляющего стола и поворотных рычагов.
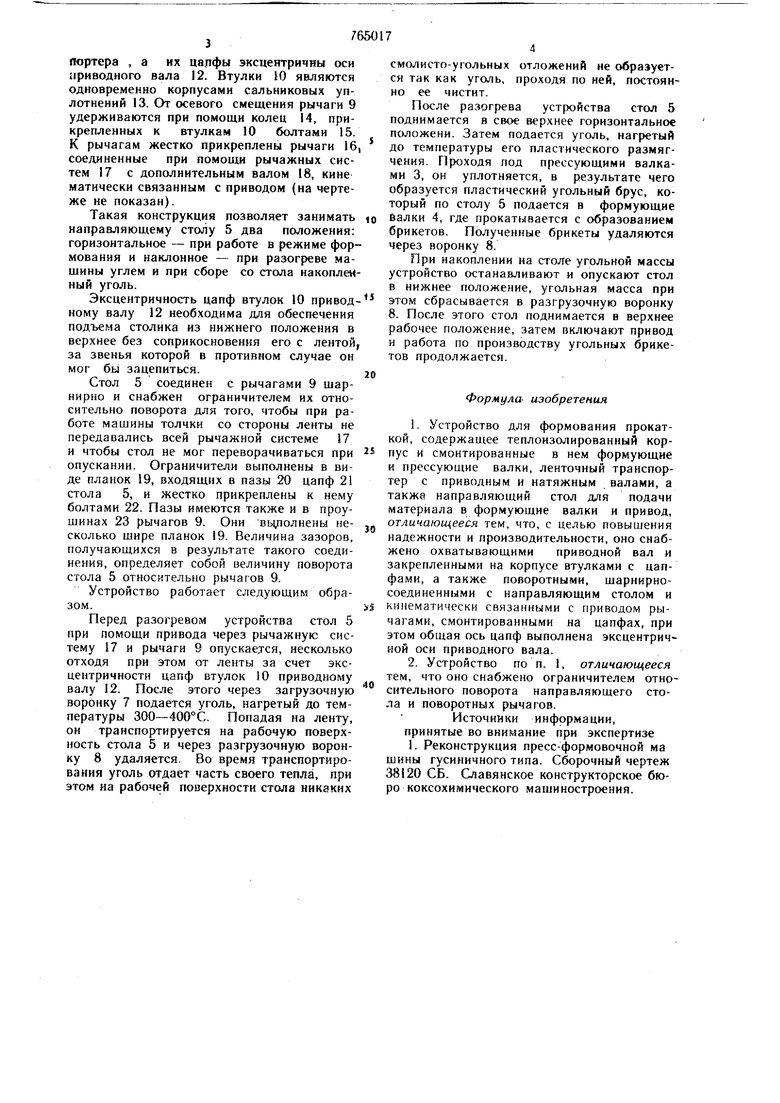
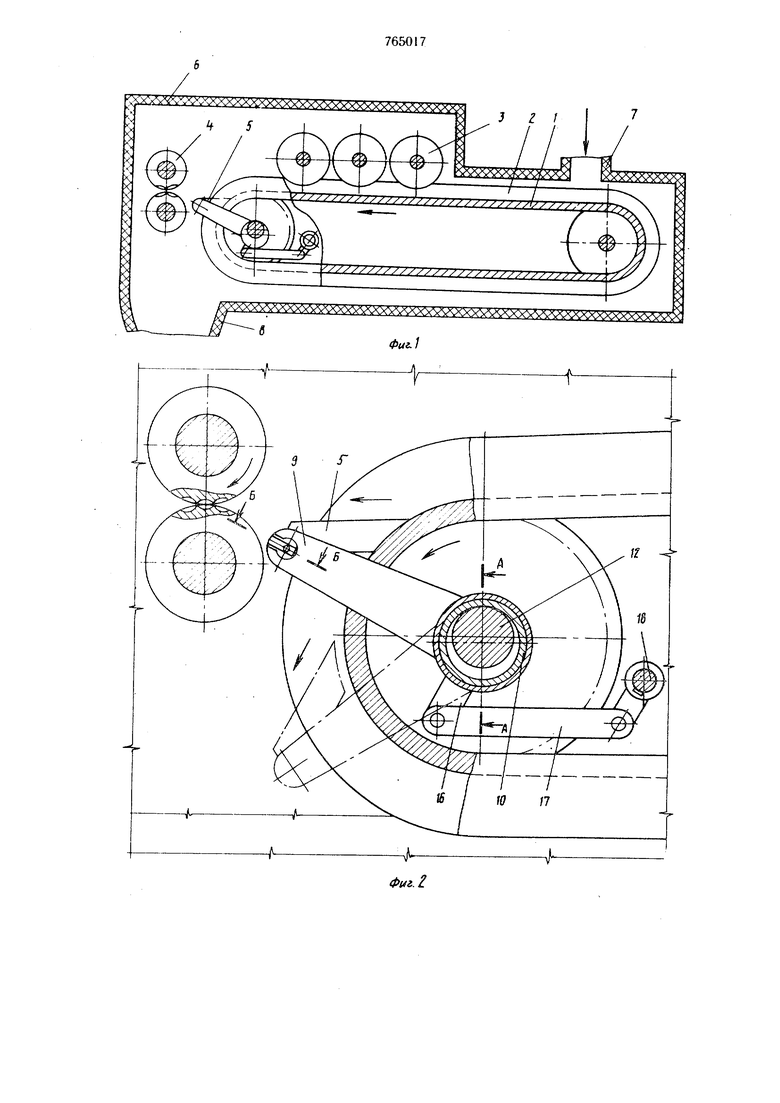
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - зона формующих
10 валков и направляющего стола (штрихпунктирными линиями показано нижнее положение стола); на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
is
Устройство содержит ленточный транспортер I с бортами 2, прессующие валки 3, формующие валки 4 и направляющий стол 5 заключенные в теплоизолированный корпус 6, который имеет загру.зочную 7 и раз20 грузочную 8 воронки. Стол 5 шарнирно соединен с рычагами 9, смонтированными на цапфах втулок 10 при помощи болтов 11 прикрепленных к корпусу 6 машины. Втулки 10 установлены по обе стороны транспортера , а их цапфы эксцентричны оси приводного вала 12. Втулки Ш являются одновременно корпусами сальниковых уплотнений 13. От осевого смещения рычаги 9 удерживаются при помощи колец 14, прикрепленных к втулкам 10 болтами 15. К рычагам жестко прикреплены рычаги 16, соединенные при помощи рычажных систем 17 с дополнительным валом 18, кине матически связанным с приводом (на чертеже не показан). Такая конструкция позволяет занимать направляющему столу 5 два положения: горизонтальное - при работе в режиме формования и наклонное - при разогреве мащины углем и при сборе со стола накоплеиный уголь. Эксцентричность цапф втулок 10 приводному валу 12 необходима для обеспечения подъема столика из нижнего положения в верхнее без соприкосновения его с лентой, за звенья которой в противном случае он мог бы зацепиться. Стол 5 соединен с рычагами 9 шар нирно и снабжен ограничителем их относительно поворота для того, чтобы при работе машины толчки со стороны ленты не передавались всей рычажной системе 17 и чтобы стол не мог переворачиваться при опускании. Ограничители выполнены в виде планок 19, входящих в пазы 20 цапф 21 стола 5, и жестко прикреплены к нему болтами 22. Пазы имеются также и в проушинах 23 рычагов 9. Они вьуюлнены несколько шире планок 19. Величина зазоров, получающихся в результате такого соединения, определяет собой величину поворота стола 5 относительно рычагов 9. Устройство работает следующим образом. Перед разогревом устройства стол 5 при помощи привода через рычажную систему 17 и рычаги 9 опускается, несколько отходя при этом от ленты за счет эксцентричности цапф втулок 10 приводному валу 12. После этого через загрузочную воронку 7 подается уголь, нагретый до температуры 300-400°С. Попадая на ленту, он транспортируется на рабочую поверхность стола 5 и через разгрузочную воронку 8 удаляется. Во время транспортирования уголь отдает часть своего тепла, при этом на рабочей поверхности стола никаких смолисто-угольных отложений не образуется так как уголь, проходя по ней, постоянно ее чистит. После разогрева устройства стол 5 поднимается в свое верхнее горизонтальное положени. Затем подается уголь, нагретый до температуры его пластического размягчения. Проходя под прессующими валками 3, он уплотняется, в результате чего образуется пластический угольный брус, который по столу 5 подается в формующие йалки 4, где прокатывается с образованием брикетов. Полученные брикеты удаляются через воронку 8. При накоплении на столе угольной массы устройство останавливают и опускают стол в нижнее положение, угольная масса при этом сбрасывается в разгрузочную воронку 8. После этого стол поднимается в верхнее рабочее положение, затем включают привод и работа по производству угольных брикетов продолжается. Формула- изобретения 1.Устройство для формования прокаткой, содержащее теплоизолированный корпус и смонтированные в нем формующие и прессующие валки, ленточный транспортер с приводным и натяжным валами, а такжа направляющий стол для подачи материала в формующие валки и привод, отличающееся тем, что, с целью повышения надежности и производительности, оно снабжено охватывающими приводной вал и закрепленными на корпусе втулками с цапфами, а также поворотными, щарнирносоединенными с направляющим столом и кинематически связанными с приводом рычагами, смонтированными на цапфах, при этом общая ось цапф выполнена эксцентричной оси приводного вала. 2.Устройство по п. 1, отличающееся тем, что оно снабжено ограничителем относительного поворота направляющего стола и поворотных рычагов. Источники информации, принятые во внимание при экспертизе 1. Реконструкция пресс-формовочной ма шины гусиничного типа. Сборочный чертеж 38120 СБ. Славянское конструкторское бюро коксохимического мащиностроения.
J.. j 5
....//-x /ilT
A-A
(k)/;
Zl-l N
