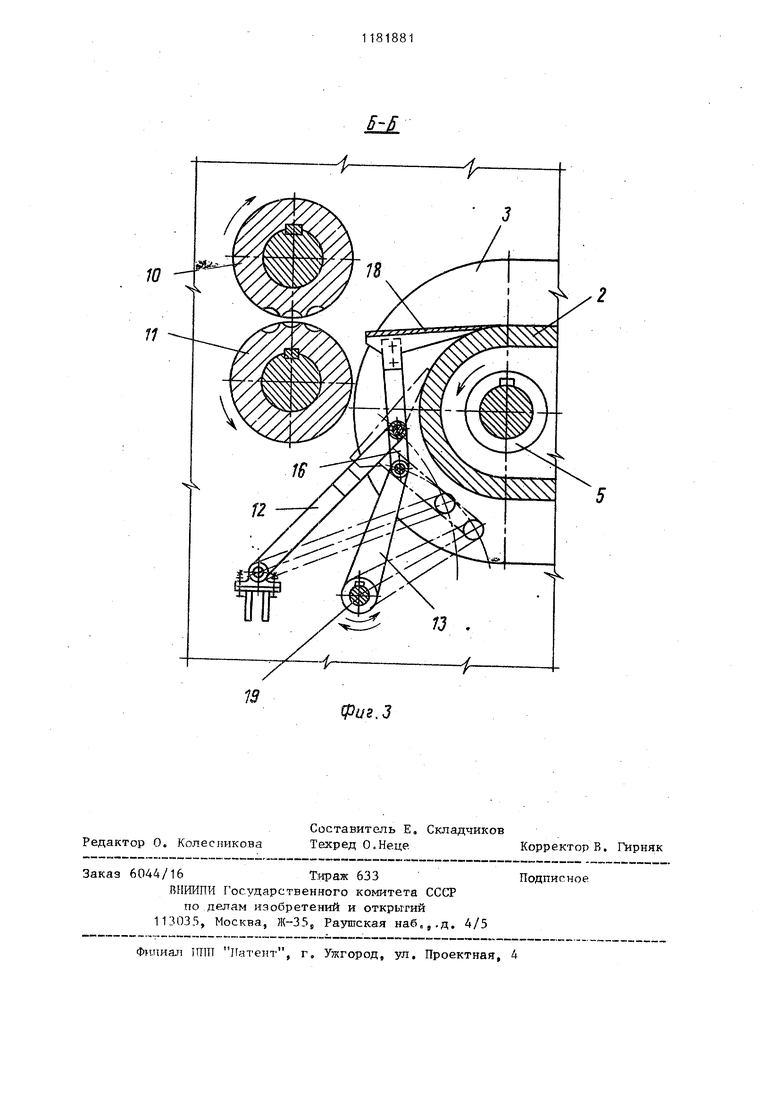
Изобретегше относится к области маишностроения и может быть использовано в коксохимической промьшшенности. Цель изобретения - уменьшение металлоемкости путем сокращения поперечного габаритного размера пресса На фиг. 1 схематически показан пресс для брикетирования угля и кокса, разрез; на фиг. 2 - то же, вид А на фиг. 1; на фиг. 3 - то же, разрез Б-Б на фиг. 2. Пресс состоит из теплоизолщ)ованного корпуса 1, конвейерной ленты 2 с боковыми стенками 3 и 4, смонти рованной на приводном 5 и натлясном 6 барабанах, гладких прессующих валков 7 - 9} формующих валков 10 и 11 с ячейками. Между конвейером и формующими валками размещено направляющее устройство, выполненное в виде сдвоенного шарнирного четырехзвеннига, содержащего поворотные звенья 12 - 15 и средние -подвижные звенья 1б и 17 с консольными частями. К поспеднйм тыльной стороной прикреплен направляющий стол 18. Звенья 13 и 15 прикреплены к валу 19, связанному с приводом стола (не показан). Работа пресса происходит следующим образом. Перед разогревом пресса при помощ привода поворачивают вал 19 по часовой стрелке (фиг. 1 и 3), в результате стол18 занимает наклонное поло жение (на фиг, 3 показано пунктиром) В пресс подается нагретый уголь та.ким слоем, чтобы прессующие валки 7 - 9 не уплотняли его. Попадая на конвейерную ленту 2, он транспортиру ется ею в переднюю часть корпуса 1 и ссыпается на поверхность направляющего стола 18, очищая его от смолис то-угольных отложений, далее направляется столом 18 вразгрузочную верой ку пресса. Проходя через пресс,угол нагревает его до требуемой режимной 812 температуры. Затем прекращают подачу угля в пресс и при помощи привода поворачивают вал 19, перемещая направляющий стол 18 в крайнее верхнее положение. После этого в пресс подают уголь, нагретый до режимной температуры. По мере транспортирования конвейерной лентой 2 уголь уплотняется на ней прессующими валками 7 - 9 и переходит в пластическое состояние, образуя пластический угольный брус. Последний снимается с конвейерной ленты 2 столом 18 и направляется в формующие валки 10 и 11, соторые перерабатывают брус на отдельные пластические угольные брикеты, направляя их в разгрузочную воронку пресса. Если в процессе работы по какимлибо причинам .на столе 18 возникнут накопления угольной массы, стол опускают, а поскольку он занимает наклонное положение, накопления попадают в разгрузочную воронку. Когда пластический угольный брус достаточно легко снимается с конвейерной ленты (что зависит от свойств углей, входящих в шихту, рабочей температуры прессующей поверхности конвейерной ленты и других факторов), данная конструкция позволяет при переводе стола 18 в верхнее рабочее положение после упора в конвейерную ленту 2 отвести стол от нее на заданный мальй зазор и зафиксировать посредством привода в этом положении. При таком положении трение стола 18 о конвейерную ленту 2 при снятии пластического угольного бруса исключается, в результате повьшается срок службы стола, конвейерной ленты и снижается потребляемая мощность. Конструкция пресса позволяет исключить размещение элементов направляющего устройства пресса между боковьши стенками конвейера и корпуса и за счет этого уменьшить поперечньй габарИ1ный размер и металлоемкость.
т
/
17
19
(риг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный пресс для изготовления брикетов из термопластифицированных углей | 1983 |
|
SU1181882A1 |
| Устройство для формования прокаткой | 1978 |
|
SU765017A1 |
| Горизонтальный пресс для брикетирования | 1986 |
|
SU1324863A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| Устройство для брикетирования | 1978 |
|
SU795971A1 |
| ПРЕССФОРМОВОЧНАЯ МАШИНА | 1972 |
|
SU351705A1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
| ТОПЛИВНЫЙ БРИКЕТ "OKSOL" И УСТАНОВКА ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2094449C1 |
| Устройство для деления бруса брикета и выдачи брикета на конвейер | 1983 |
|
SU1135648A1 |
| Прессформовочная машина | 1974 |
|
SU506509A1 |

ГОРИЗОНТАЛЬНЬЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТОВ ИЗ УГЛЯ И КОКСА, содержапщй размещенные в корпусе приводной конвейер с боковыми стен-ками, гладкие валки для прессования угольного термопластифицированного бруса, формующие валки с ячейками, размещенный между конвейером и фор- мyющи fи валками -стол и его направляющее устройство, связанное с приводом, отличающийся тем, что, с целью уменьшения металлоемкости путем сокращения поперечного габаритного размера, направляющее устройство выполнено в виде плоского шарнирного четырехзвенника, размещенного в плоскости, перпендикулярной валкам, среднее подвижное звено , четьгрехзвенника выполнено с консоль.ной частью а стол прикреплен к по§ следней тьшьной стороной. 
| Устройство для формования прокаткой | 1978 |
|
SU765017A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
