: . -.1 .
Изобретение относится к техно- л«эгий машиностроения, в частности к обработке деталей на станках с программным управлением, и предназначено для использования при фрезеровании плоскостейj ограниченных двумя и более сторонами контурной поверхности, сопряженными с обрабатываемой плоскостью, например, для получения межлопаточных каналов в цельных заготовках рабочих колес на метателей с чередующимися широкими и узкими лопатками, расположенными между периферией и ступицей рабоч - .гр колеса.
Цель изобретения - повышение производительности,
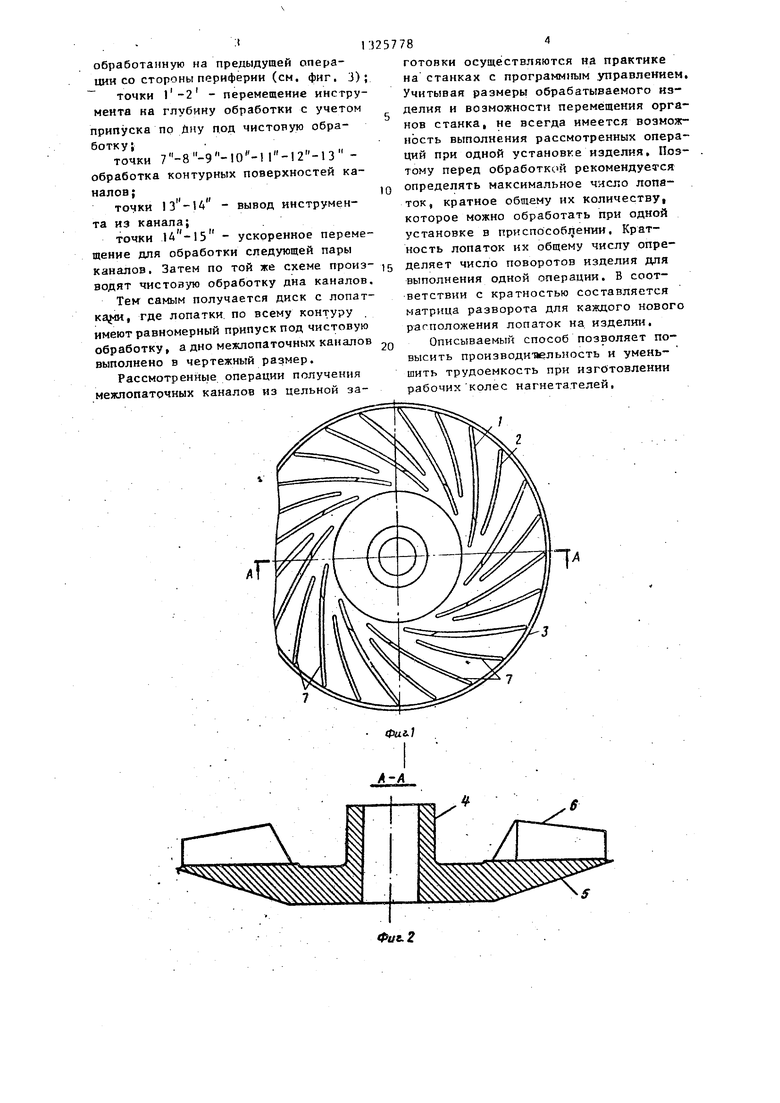
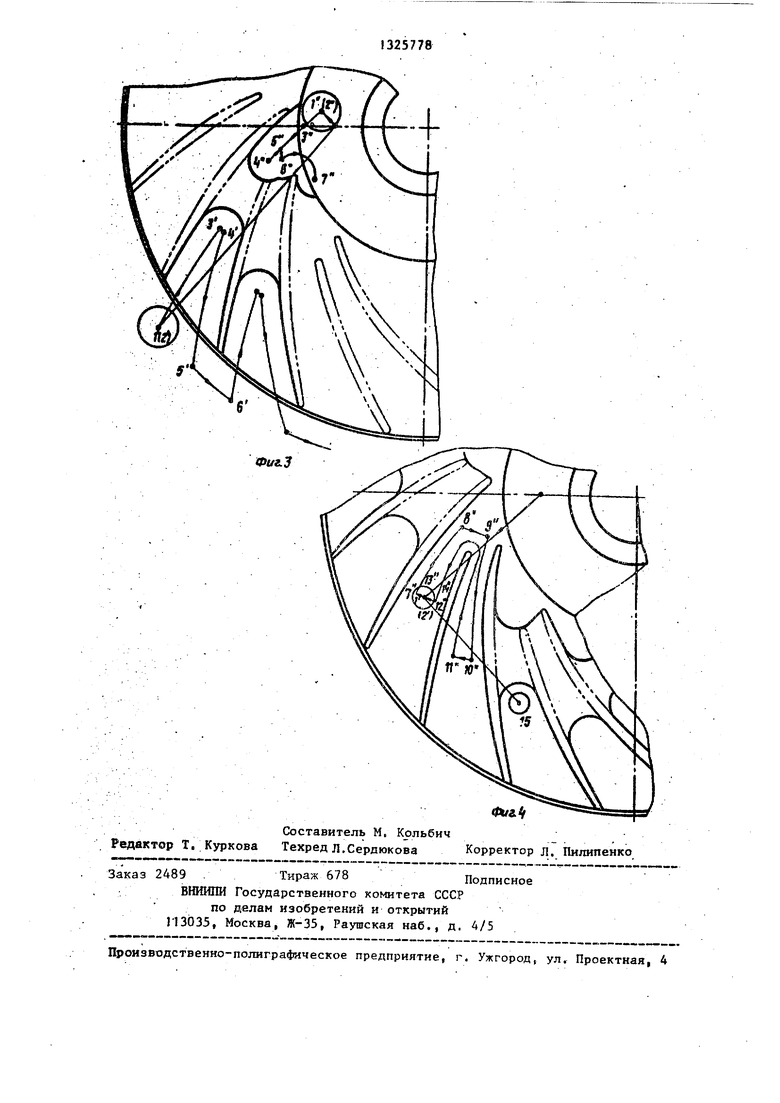
На фиг, представлено рабочее колесо нагнетателя, общий вид; на фиг, 2 - то же, сечение А-А нафиг,- на фиг, 3 - схема формообразования каналов со стороны периферии и ступицы колеса; на фиг, 4 - схема удаления перемычки,
Пример, Из цельной заготовки получают метклопаточные каналы рабочего колеса нагнетателя (фиг. с чередующимися широкими I и узкими 2 торцовыми лопатками, расположенными между периферией 3 и ступицей 4 рабочего колеса, выполненного за одно целое с диском 5, След плоскости представляет собой дно 6 каналов,- линии 7 --контуры профильных поверхностей корыта и спинки лопаток, Ьграничивающих каналы. Предварительное формообразование заданного контура межлопаточных каналов и дна каналов, расположенного в одной и той же плоскости для всех ка- ,налов, осуществляют за две операци При выполнении первой операции ставит задача выбрать, как можно больше материала в каналах между лопатками. Дл этого берут фрезу большого диаметра величиной не менее половины максимальной ширины каналов и длиной, пр вьшаюш,ей высоту лопаток. Обработку начинают со стороны периферии 3 заготовки врезанием в последнюю на всю глубину с учетом припуска под чистовую обработку по дну б каналов и сообщением фрезе перемещения эквидистантно ограничивающим первый канал профильным поверхностям 7, При этом обработку в направлении к ступице 4 изделия производят,-до момента максимального приближения к .узкому
25778. 2
месту межлопаточного канала. В процессе выполнения первого прохода в первом канале центр инструмента перемещают из нулевой точки обработки (см, фиг, 3) по следующей схеме:
точки О-I - ускоренное перемещение к периферии изделия;
точки l -2 - ускоренное переме- 1Q щение инструменту на глубину обработки с учетом припуска по дну под чистовую обработку;
точки 2 -3 -4 -з - обработка контурных поверхностей канала; 5 точки 5 -6 - ускоренное перемещение к следующему каналу.
Аналогичным образом обрабатывают , последовательно каж) лопаточный канал,
20 Затем инструмент углубляют на величину припуска, оставленного для чистовой обработки дна канала, и повторяют траектории перемещения инструмента в соответствии с ранее выпол- 25 ненными переходами, после чего той же фрезой со стороны ст т1ицы последовательно выполняют части каждой пары соседних каналов, перемещая инструмент по следутошей схеме: -JQ точки O-l - ускоренное перемещение к ступице;
точки - ускоренное перемещение инструмента на глубину обработки с учетом припуска- по дну под чистовую обработку;
ЗЬ
II п II . II г I- /- II -1 I
точки 2 -3 -ч -5 -б -/ - обработ40
45
ка контурных поверхностей каналов.
Аналогичным образом обрабатыва- ют каждую.пару соседних межлопаточных каналов. По той .же схеме производят чистовую обработку предварительно обработанных частей дна каналов со стороны -ступицы.
На второй операции после предвари . тельного формообразования частей м еж- лопаточных каналов со стороны периферии и ступицы колеса осуществляют сквозную прорезку каналов фрезой .диаметром, меньшим )зёличины каналов в сужающейся части, удаляя перемь Ч- ку, оставшуюся между полученныьш частями, до образования вначале корыта и СТ1ИНКИ двух соседних широ- л ких лопаток, а затем корыта и спинки узкой лопатки. При этом инструмент перемещают по .следующей траектории (фиг,- 4);
точки 0-1. - ускоренное перемещение в зону межл.опаточного канала.
50
55
обработанную на предыдущей опера- цин со стороны периферии (см. фиг. 3); точки l -2 - перемещение инструмента на глубину обработки с учетом припуска по Дну под чистовую обработку;
точки - обработка контурных поверхностей каналов;
точки - вывод инструмента из канала;
точки - ускоренное перемещение для обработки следующей пары каналов. Затем по той же схеме производят чистовую обработку дна каналов.
Тек самым получается диск с лопат- , где лопатки, по всему контуру имеют равномерный припуск под чистовую обработку, а дно межлопаточных каналов выполнено в чертежный размер.
Рассмотренные операции получения меяшопаточных каналов из цельной за0
5
0
готовки осуществляются на практике на станках с программным управлением. Учитывая размеры обрабатываемого изделия и возможности перемещения органов станка, не всегда имеется возмозк- ность выполнения рассмотренных операций при одной установке изделия. Поэтому перед обработкой рекомендуется определять максимальное число лопаток, кратное общему их количеству, которое можно обработать при одной установке в приспособ1}ении. Кратность лопаток их общему числу определяет число поворотов изделия для выполнения одной операции. В соответствии с кратностью составляется матрица разворота для каждого нового расположения лопаток на. изделии.
Описываемый способ позволяет повысить производи-аельность и уменьшить трудоемкость при изготовлении рабочих колес нагнета.телей.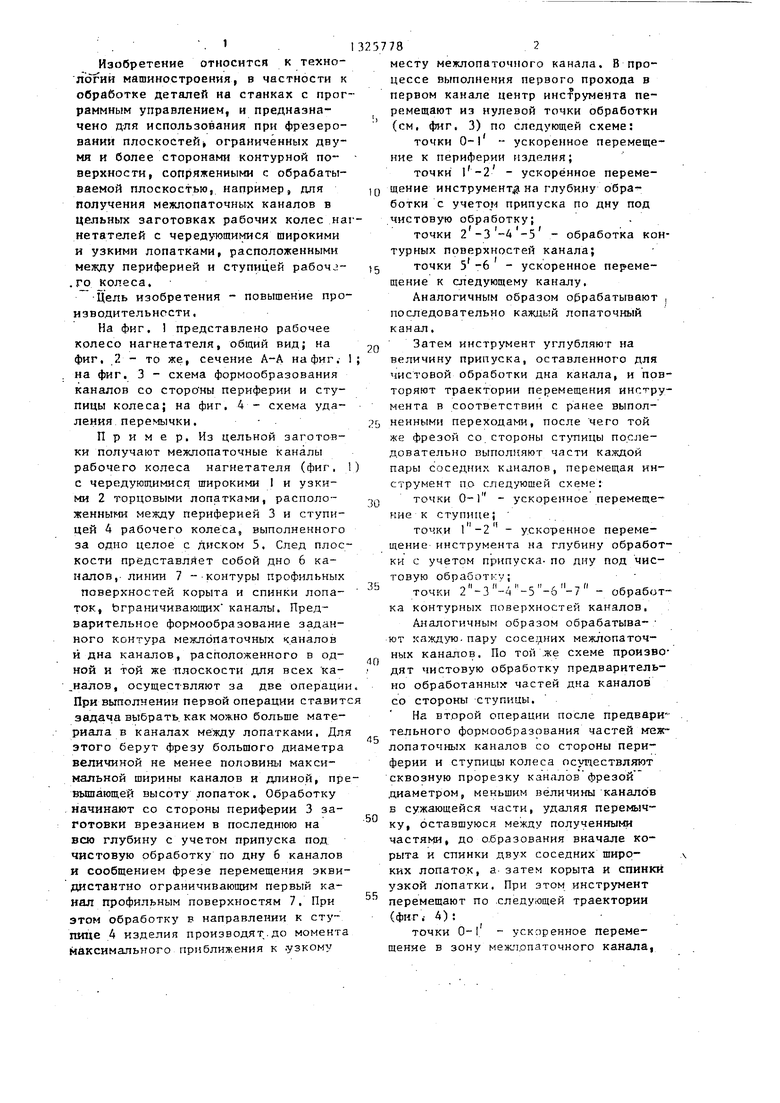
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| Способ обработки лопаток блиска газотурбинного двигателя | 2018 |
|
RU2689476C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ РОТОРА (ИЛИ СОПЛОВОГО БЛОКА) ТУРБИНЫ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2221676C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД | 2004 |
|
RU2276632C2 |
| Способ формообразования профильных межлопаточных каналов моноколеса ГТД | 2015 |
|
RU2608111C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕДИАГОНАЛЬНЫХ ИЗДЕЛИЙ ТИПА КОЛЕС С ЛОПАТКАМИ | 2002 |
|
RU2219012C1 |
А-А
Фиг.3
Фиг. If
Составитель М. Кольбич Редактор Т, Куркова Техред л.СердюковзКорректор л. Пилипенко
Заказ 2489 .Тираж 678Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ обработки плоскостей | 1977 |
|
SU733877A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| I | |||
