Изобретение относится к обработке металлов давлением и может быть иснользова- но при изготовлении дисков турбин повышенного качества.
Целью изобретения является повыше- ние качества поковок и коэффициента использования металла.
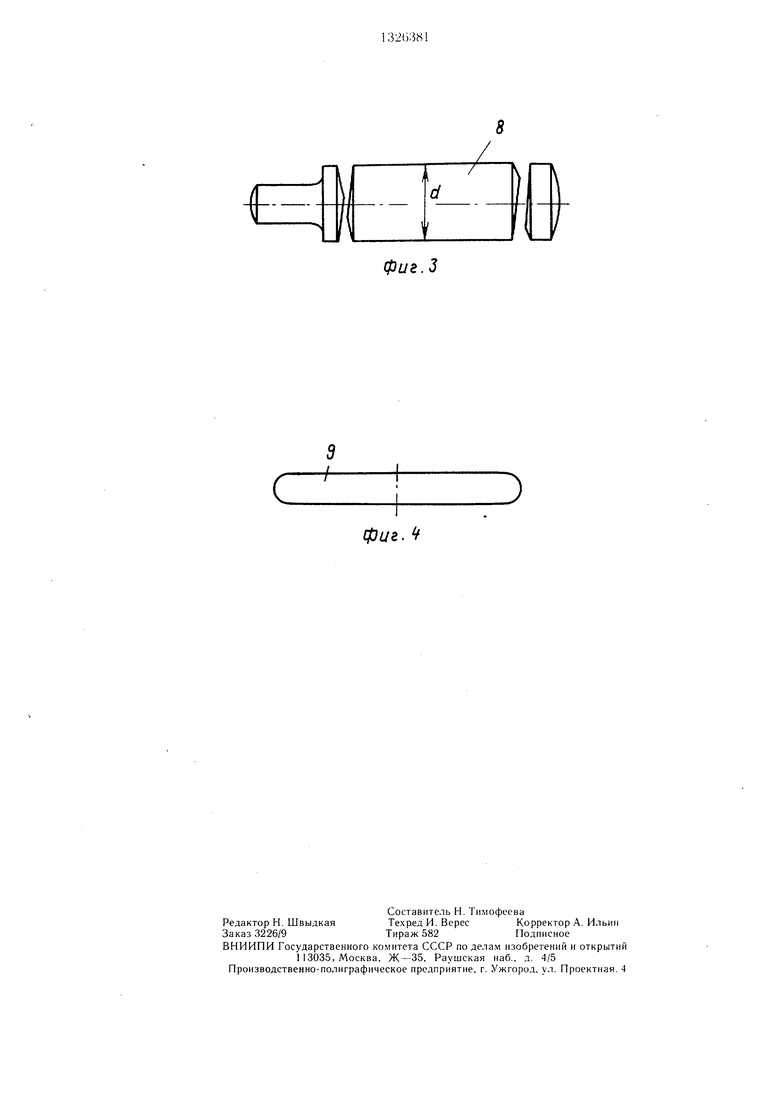
На фиг. 1 показан слиток после билле- тирования и ковки двух цапф; на фиг. 2 - то же, после передачи цапф в противоположные от продольной оси стороны и раз- деления на две промежуточные заготовки; на фиг. 3 - заготовка после рубки; на фиг. 4 -- окончательная поковка.
Способ осуществляют с., 1едую1цим образом.
Из прибыльной 1 и допной 2 частей с прихватом участка тела 3 слитка 4 куют две цапфы 5. После протяжки слитка 4 на прямоугольное сечепие производят передачу цапф 5 в противоположные от про- дольной оси слитка стороны. Разделяют слиток вдоль его продольной оси с получением двух промежуточных заготвок 6 квадратного сечения НхН и отхода 7 прямоугольного сечения ЬхН. Промежуточные заготовки 6 протягивают на диаметр, осажи- вают, протягивают на заданный диаметр d, вырубают мерную заготовку 8, осаживают последнюю, получая готовый диск 9. В результате повышаются коэффициепт использования металла (КИМ) па 0,03--0,05 и качество поковок.
5
0
0 5
Пример. Для изготовления диска 01150 мм толщиной 150 мм и массой 1300 кг из стали 35 ХМФА использован слиток массой 5 т. Слиток сбиллетировали, отковали две цапфы 320x500 мм: одну из прибыльной части слитка, другую из донной с прихватом участка тела слитка длиной 50 мм, протянули слиток на сечение 400х х900 мм, произвели передачу цапф в противоположные от продольной оси слитка стороны. Разделили слиток газовой резкой в/т,оль продольной оси на две промежуточные заготовки с размерами 400x400x1250 мм и отход с размерами 50x400x1250 мм. Полученные промежуточные заготовки протянули на 0 420 мм и осадили до высоты 750 мм, протянули на 500 мм, отрубили одну заготовку длиной 850 мм, осадили до высоты 150 мм и получили готовый диск. В резуль- п ате получена экономия металла 0,5 т на один диск. По известному способу использовался слиток массой 6 т на две поковки. Значение КИМ повьциено с 0,20 до 0,24.
Формула изобретения Способ получения дисков по авт. св. .№ 1171168, отличающийся тем, что, с целью повышения коэффициента использования металла, перед протяжкой слитка на прямоугольное сечение куют две цапфы, одну в зоне прибыльной части, другую в зоне донной с прихватом тела слитка, а после протяжки слитка на прямоугольное сечение производят передачу цапф в противоположные от продольной оси слитка стороны.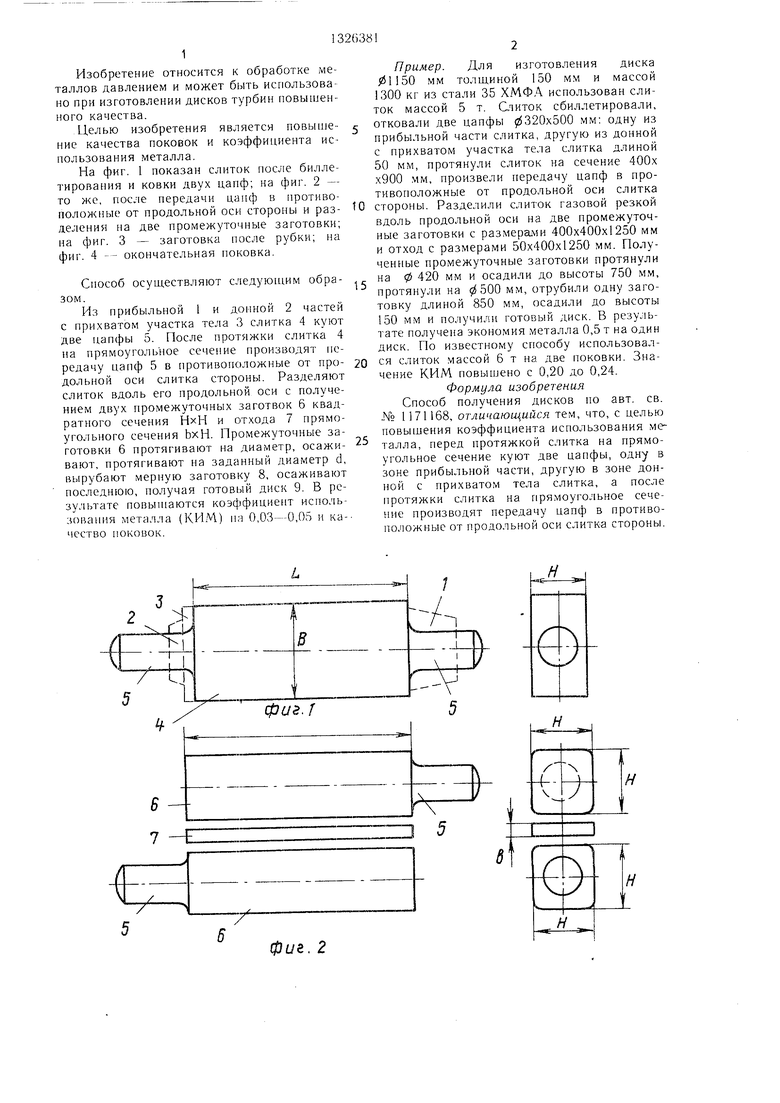
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| Способ изготовления поковок прямоугольного сечения | 1985 |
|
SU1281328A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
Изобретение относится к обработке металлов дав«1ением, преимущественно дисков турбин. Цель изобретения - повьпиение качества поковок j; коэффициента исноль.чо- вания металла i счет ковки двух цанф. Для ее достижения перед протяжкой слитка на нрямоугсыьное сечение куют дне цапфы, одну из прибыльной части, другую из донной с при.хватом тела слитка. После протяжки слитка на прямоугольное сечение перед разделением слитка вдоль продольной оси производят передачу цапф в противоположные от продольной оси слитка стороны. Такая совокупность операций обеспечивает получение из одного слитка двух заготовок. 4 ил. (/) С со o О5 СО 00 ISJ
/
фиг. 2
фиг. 3
фиг.
| Вращающийся искровой разрядник с неодинаковым числом подвижных и неподвижных зубцов | 1924 |
|
SU1171A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
