ют доклепывание узла.
Пример. Для реализации способа используются следующие средства оснащения: клепальный автомат, снабженный системой числового программного управления, как минимум, по трем координатам, например «У-30 или «ДЖЕМКОР-747, сборочное приспособление, имеющее ложементы с универсальными боковыми базовыми элементами, опорными базовыми элементами и неприводными прижимами (фиг. 1), устройтем, что, с целью снижения затрат, предварительную установку пояса клепаемого узла осуществляют с обеспечением его контактирования со всеми боковыми базовыми элементами сборочного приспособления с со- 0 хранением возможности перемещения относительно них, а окончательную установку пояса ведут путем его перемещения рабочим органом клепального автомата в процессе клейки до обеспечения поджатия к базовым опорным элементам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сборки клепаных узлов | 1986 |
|
SU1427083A1 |
| Приспособление для сборки клепаемых панелей | 1986 |
|
SU1326388A1 |
| Способ базирования деталей клепаемого узла при клепке на клепальном автомате с числовым программным управлением | 1988 |
|
SU1549666A1 |
| Клепальный автомат | 1986 |
|
SU1323202A1 |
| СПОСОБ СБОРКИ ИЗДЕЛИЯ НА НЕСКОЛЬКИХ РАБОЧИХ ЭТАПАХ, КОМПЛЕКС СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ И ИСПОЛЬЗУЕМОЕ В НИХ ПЕРЕНОСНОЕ СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ | 2012 |
|
RU2517920C1 |
| Сверлильно-клепальный автомат | 1983 |
|
SU1103930A2 |
| Приспособление для изготовления клепаных панелей с базированием по внешней поверхности обшивки | 1986 |
|
SU1433626A1 |
| СПОСОБ СБОРКИ ФЮЗЕЛЯЖА САМОЛЕТА | 1997 |
|
RU2121452C1 |
| Сверлильно-клепальный полуавтомат | 1988 |
|
SU1532179A1 |
| ВЫРАВНИВАЮЩЕЕ УСТРОЙСТВО К КЛЕПАЛЬНЫМ ПРИСПОСОБЛЕНИЯМ | 1992 |
|
RU2035255C1 |
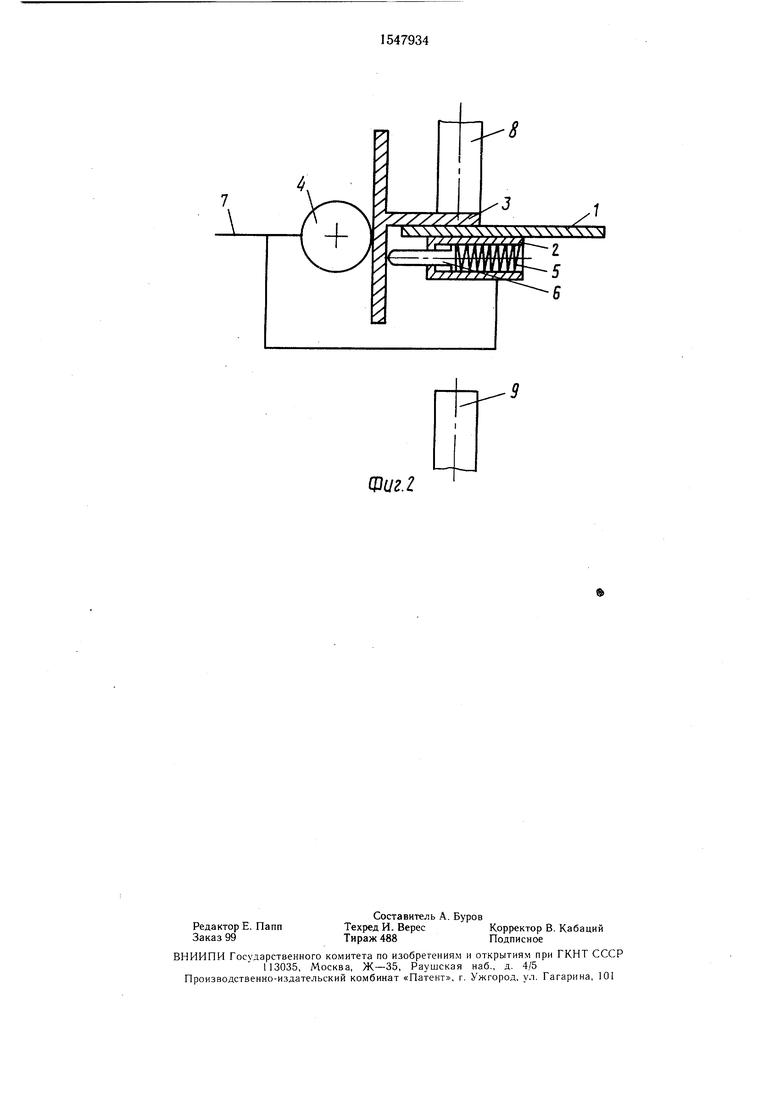
Изобретение относится к машиностроению, в частности к способам изготовления плоских клепаных узлов. Цель изобретения - снижение затрат на изготовление используемой оснастки. Вначале осуществляют предварительную установку деталей узла. Стенку 1 устанавливают на опорные базовые элементы 2, а пояс 3 предварительно устанавливают обводообразующей полкой между боковыми базовыми элементами 4 и толкателями 6. После завершения предварительной установки осуществляют автоматическую клепку. Процесс выполнения каждого заклепочного соединения начинают с поджатия пояса верхним прижимом 8 клепального автомата поверхностью плоской полки и поверхностью стенки. Затем подводится нижний прижим 9 и выполняется заклепочное соединение. 2 ил.
Фиг. 2
| Приспособление для сборки клепаемых панелей | 1986 |
|
SU1326388A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
