фе/гЛ
Изобретение относится к машиностроению и может быть использовано в авиационной промышленности при изготовлении клепаных узлов типа нербюр, диафрагм, лонжеронов.
Целью изобретения является повышение производительности за счет сокращения времени наладки ложементов сборочного приспособления.
На фиг. 1 показан ложемент, вид сверПосле наладки всех ложементов 1 на них устанавливают детали узла и осуществляют автоматическую клепку.
Пример. Описанный способ может быть 5 реализован с использованием следующих средств оснащения: клепального автомата, снабженного системой ЧПУ, например, СКАК-Л или Джемкор-747; сборочного приспособления с ложементами, установленными на раме посредством плоского многоху; на фиг. 2 - положение ложемента в 10 звенного механизма, в кинематических па- исходном положении; на фиг. 3 - ложе- pax которого установлены пружины круче- мент в исходном положении и прижимы клепального автомата, вид сбоку; на
фиг. 4 -- рабочее положение ложемента.
ления, а обводообразующие элементы выполнены в виде тел вращения, оси которых совпадают с осями ловителей и перпендикулярны базовой плоскости.
При наличии перечисленной оснастки способ осуществляется в следующей последовательности.
По команде системы ЧПУ выключаются электромагнитные тормоза шарниров, в рения и электромагнитные фрикционные тормоза; каждый ложемент имеет конусные ловители, опорный и обводообразующий
Способ осуществляется с использова- 15 базовые элементы, причем опорные элемен- нием универсального сборочного приспособ- ты образуют базовую плоскость приспособления. Последнее содержит раму 1, на которой посредством плоского механизма 2, обеспечивающего, по крайней мере, две степени свободы, смонтированы ложементы 3 с ловителями 4. В кинематических парах 2 плоского механизма смонтированы устройства 5 его фиксации в рабочем положении и устройства 6 возврата механизма, в исходное положение.
В момент времени, предшествующий на- 25 зультате чего под действием пружин кру- ладке, ложемент 3 находится в положении, чения плоский многозвенный механизм скла- определяемом формой ранее собранного уз- дывается, выводя ложемент в исходное пола (фиг. 1).ложение; по команде системы ЧПУ автомат Наладка начинается с расфиксирования выводится в положение захвата, при кото- устройств 5 фиксации, в результате чего ром оси конических ловителей и оси при- под действием устройства 6 возврата в ис- 30 жимов автомата практически совпадают; ходное положение механизм 2 с ложемен- по команде системы ЧПУ прижимы клепаль- том 3 устанавливается в исходное положе- ного автомата подводятся к ловителям ло- ние (фиг. 2). Это положение характери- жемента, при этом обеспечивается их пол- зуется фактическими координатами оси ло- ная соосность; по команде системы ЧПУ вителей 4, которые из-за люфтов механиз- клепальный автомат перемещает захвачен- ма 2 могут не совпадать с заранее введен- 35 ный его прижимами ложемент в рабочее ными в систему ЧПУ клепального автомата положение; по команде системы ЧПУ вклю- теоретическими координатами.чается электромагнитный тормоз, а затем По команде системы ЧПУ клепальный отводятся, прижимы клепального автомата; автомат выводится в зону исходного поло- перечисленные действия повторяются для жения ложемента 3 так, что координаты 4о каждого ложемента; после наладки приспо- оси прижимов 7 клепального автомата сов- собления на ложементы устанавливаются падают с теоретическими координатами оси детали узла и осуществляется автоматиче- ловителей 4 с одновременным центрирова- екая клепка. нием до совпадения их осей. При этом
ложемент 3 смещается относительно кле-Предлагаемый способ позволяет осупального автомата, а ось ловителей 4 до- 45 ществлять безмакетную переналадку уни- водится до теоретических координат.версальных сборочных приспособлений. При
этом возрастает скорость и точность наладки, что обеспечивает улучшение качества клепаемых узлов и повышение производительности труда. 50
Формула изобретения
После захвата ложементов 3 по команде системы ЧПУ клепальный автомат перемещается вместе с ложементом 3 и доводит его до рабочего положения, характеризуемого соответствующими координатами оси ловителей 4. Наличие, как минимум, двух степеней свободы у механизма 2 позволяет ложементу 3 перемещаться по любой плоской траектории
1. Способ базирования деталей клепаемого узла при клепке на клепальном автоВыведенный в рабочее положение ложе- 5С- мате с числовым программным управлением мент 3 фиксируется устройствами 5 фикса- заключающийся в перемещении каждого ции, после чего прижимы 7 клепального подвижного ложемента универсального сбо- автомата могут быть отведены от ложемен- рочного приспособления из исходного полота 3.жения в рабочее, фиксации ложементов в
После наладки всех ложементов 1 на них устанавливают детали узла и осуществляют автоматическую клепку.
Пример. Описанный способ может быть реализован с использованием следующих средств оснащения: клепального автомата, снабженного системой ЧПУ, например, СКАК-Л или Джемкор-747; сборочного приспособления с ложементами, установленными на раме посредством плоского многозвенного механизма, в кинематических па- pax которого установлены пружины круче-
ления, а обводообразующие элементы выполнены в виде тел вращения, оси которых совпадают с осями ловителей и перпендикулярны базовой плоскости.
При наличии перечисленной оснастки способ осуществляется в следующей последовательности.
По команде системы ЧПУ выключаются электромагнитные тормоза шарниров, в ре базовые элементы, причем опорные элемен- ты образуют базовую плоскость приспособзультате чего под действием пружин кру- чения плоский многозвенный механизм скла- дывается, выводя ложемент в исходное положение; по команде системы ЧПУ автомат выводится в положение захвата, при кото- ром оси конических ловителей и оси при- жимов автомата практически совпадают; по команде системы ЧПУ прижимы клепаль- ного автомата подводятся к ловителям ло- жемента, при этом обеспечивается их пол- ная соосность; по команде системы ЧПУ клепальный автомат перемещает захвачен- ный его прижимами ложемент в рабочее положение; по команде системы ЧПУ вклю- чается электромагнитный тормоз, а затем отводятся, прижимы клепального автомата; перечисленные действия повторяются для каждого ложемента; после наладки приспо- собления на ложементы устанавливаются детали узла и осуществляется автоматиче- екая клепка.
рабочем положении и установке на них деталей клепаемого узла, отличающийся тем, что, с целью повышения производительности, перемещение каждого ложемента из исходного положения в рабочее осу- ществляют клепальным автоматом посредством узла захвата ложемента, а после фиксации ложемента в рабочем положении его освобождают от узла захвата.
2. Способ по п. 1, отличающийся тем, что в качестве узла захвата ложемента используют прижимы клепального автомата
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сборки клепаных узлов | 1986 |
|
SU1427083A1 |
| Приспособление для сборки клепаемых панелей | 1986 |
|
SU1326388A1 |
| Поддерживающее устройство для клепаемых панелей | 1987 |
|
SU1505662A1 |
| Способ изготовления плоских клепаных узлов | 1988 |
|
SU1547934A1 |
| Выравнивающее устройство к клепальным прессам и автоматам | 1986 |
|
SU1433627A1 |
| Сверлильно-клепальный полуавтомат | 1988 |
|
SU1532179A1 |
| Клепальный автомат | 1986 |
|
SU1323202A1 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| ВЫРАВНИВАЮЩЕЕ УСТРОЙСТВО К КЛЕПАЛЬНЫМ ПРИСПОСОБЛЕНИЯМ | 1992 |
|
RU2035255C1 |
| Установка для клепки | 1980 |
|
SU950474A1 |

Изобретение относится к машиностроению. Цель изобретения - повышение производительности. Сборочное приспособление содержит раму 1, на которой посредством плоского механизма 2 смонтированы ложементы 3 с ловителями 4. В кинематических парах плоского механизма смонтированы устройство 5 его фиксации и устройство 6 возврата в исходное положение. Наладка каждого ложемента 3 осуществляется из его исходного положения. По команде ЧПУ клепальный автомат выводится в исходное положение. Последующий подвод прижимов 7 клепального автомата к ложементу 3 приводит к захвату его ловителей. После захвата по команде ЧПУ клепальный автомат перемещается вместе с ложементом и доводит его до рабочего положения. Ложемент фиксируется, после чего прижимы ложемента отводятся. 1 з.п.ф-лы, 4 ил.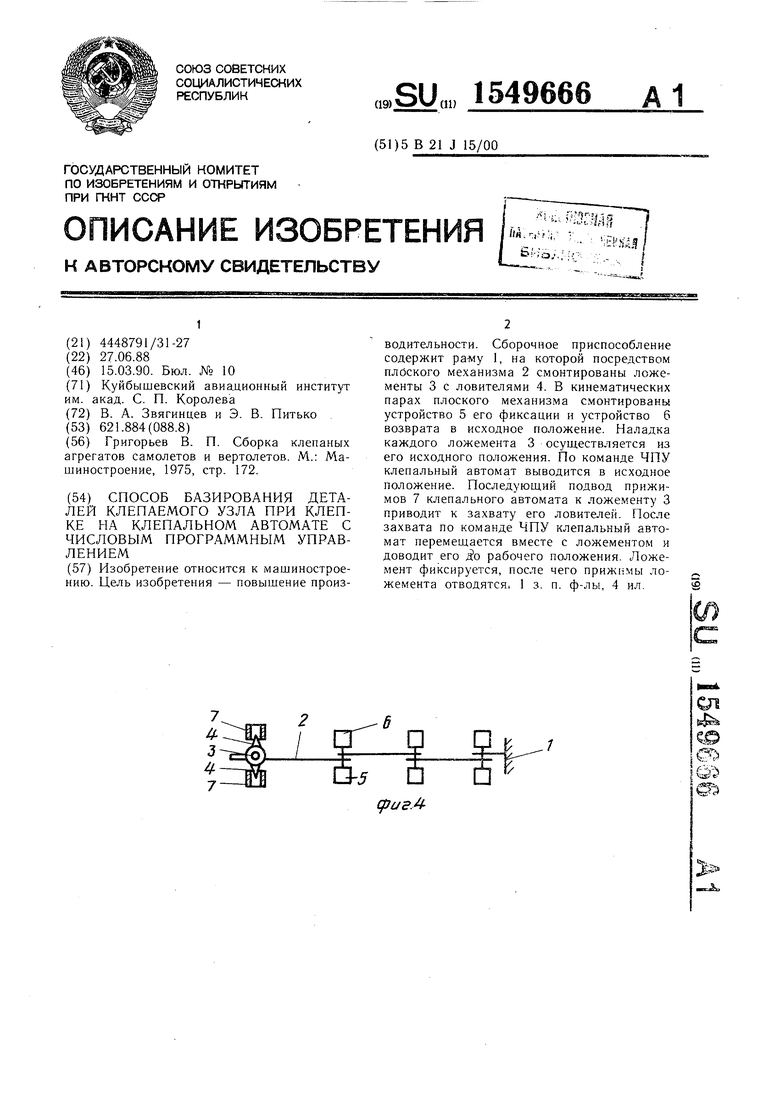
фие.З
| Григорьев В | |||
| П | |||
| Сборка клепаных агрегатов самолетов и вертолетов | |||
| М.: Машиностроение, 1975, стр | |||
| Приспособление для воспроизведения изображения на светочувствительной фильме при посредстве промежуточного клише в способе фотоэлектрической передачи изображений на расстояние | 1920 |
|
SU172A1 |
