Изобретение относится к переработке реактопластов и может быть использовано в технологической оснастке для изготовления резьбовых изделий.
Целью изобретения является механиза- ция удаления изделий и облоя.
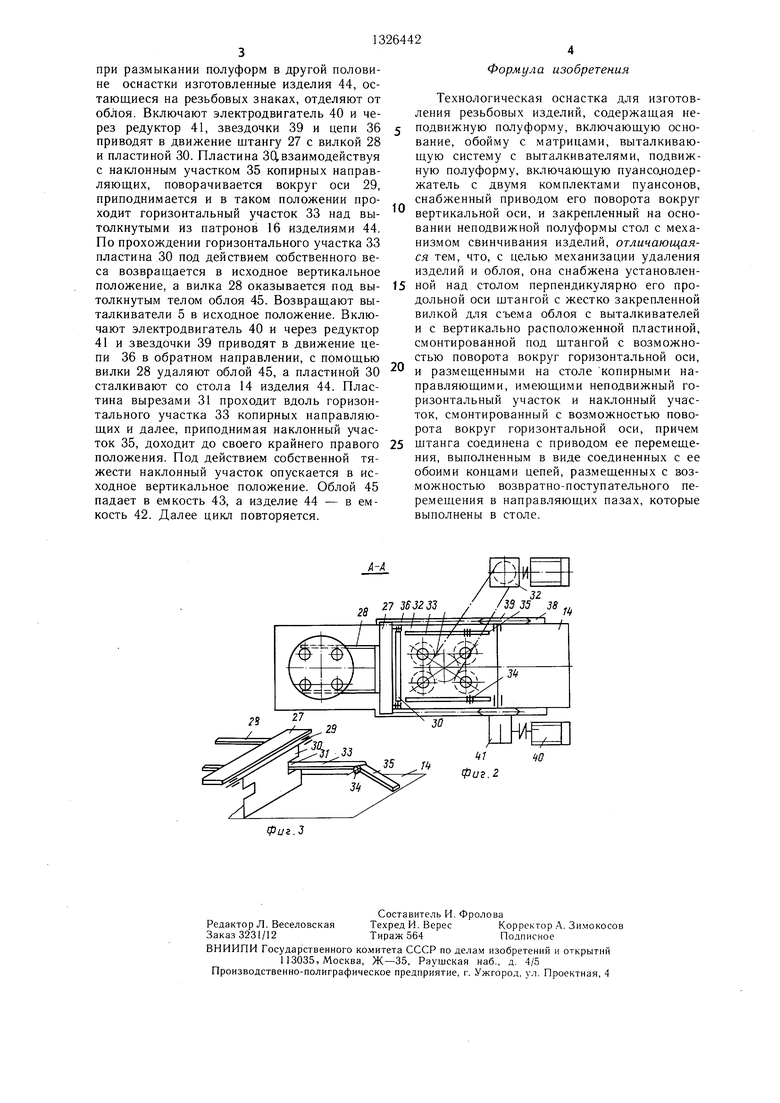
На фиг. 1 показана предлагаемая оснастка в разомкнутом положении при вытолкнутом облое; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 - штанга с вилкой, пластина и копирные направляющие в аксонометрии.
Оснастка содержит неподвижную полуформу, включающую основание 1, обойму 2
Размыкают полуформы и изготовленные изделия 44, остающиеся на резьбовых знаках 8, отделяют от облоя 45. При помощи выталкивателей 5 выталкивают цельное
с запрессованными в ее гнезда матрицами 3, выталкивающую систему 4 с вытал- 15 «(.лоя Тб кивателями 5, неподвижную полуформу, включающую пуансонодержатель 6 с двумя комплектами пуансонов 7 и резьбовыми знаками 8, термоизоляционную плиту 9,
крепежную плиту 10, направляющие колон- on п
11 .к20 пластиной оО. Взаимодействуя с наклонным
ки 11. Обе полуформы имеют обогревающие„с,
J гt/irO ЧК П Q Т Г Ii /МЭ Г ГП ГТП Т. ПОП ТТОП ТМ
Включают электродвигатель 40 и через редуктор 41, звездочки 39 и цепи 36 приводят в движение щтангу 27 с вилкой 28 и
плиты 12 и 13. На основании 1 неподвиж-Участком 35 кулачкового профиля пластиной полуформы закреплен стол 14 с меха- 0 поворачивается вокруг оси 29 и далее низмом свинчивания изделий, включающий приподнятом положении проходит гори- обойму 15 с патронами 16, подпружинен-зонтальныи участок 33. По прохождении ко- ными пружинами 17 и связанными со щпин- 25 Р™ направляющих пластина 30 под
ТТОГЛ Г татЛС1ЖЛ i OrSr TClfiU LJnnr ntlr-Q П n d ТТТ Q отпет D
делями 18 с насаженными на них зубчатым колесом 19, и промежуточные щестерни 20. В патронах 16 установлены выталкиватели 21 для изделий.
действием собственного веса возвращается в исходное вертикальное положение. Вилка 28 оказывается под вытолкнутым телом облоя 45. Возвращают выталкиватели в исходное положение. Включают электродвига- На подвижной полуформе смонтирован ЗО тель 40 и через редуктор 41 и звездочки 39
привод поворота пуансонодержателя, включающий пневмоцилиндр 22, шток которого соединен с зубчатой рейкой 23, входящей в зацепление с зубчатым колесом 24. На оси 25 зубчатого колеса 24 посажены пуансоноприводят в движение цепи 36 в обратном направлении. Облой 45 удаляют при помощи вилки 28, а пластина 30 вырезами 31 проходит вдоль горизонтального участка 33 копирных направляющих и далее, приподдержатель 6 и крепежная плита 10. Послед- 35 нимая наклонный участок 35, доходит до няя контактирует с поворотным кольцом 26,своего крайнего правого положения и сталжестко соединенным при помощи щтифтов с пуансонодержателем 6.
кивает изделия 44 в емкость 42. Под действием собственной тяжести наклонный участок опускается в исходное положение. При прохождении цепей 36 со щтангой 27 по радиусу направляющих пазов 36 вилка 28 сбрасывает облой 45 в емкость 43. Подают команду пневмоцилиндру 22, щток которого приводит в действие зубчатую рейку 23, вращающую зубчатое колесо 24. Так как
Оснастка снабжена установленной над столом 14 перпендикулярно его продольной оси поперечной щтангой 27, снабженной жестко закрепленной на ней съемной вилкой 28 и свободно посаженной на оси 29 пластичной 30 с вырезами 31. Для привода
40
кивает изделия 44 в емкость 42. Под действием собственной тяжести наклонный участок опускается в исходное положение. При прохождении цепей 36 со щтангой 27 по радиусу направляющих пазов 36 вилка 28 сбрасывает облой 45 в емкость 43. Подают команду пневмоцилиндру 22, щток которого приводит в действие зубчатую рейку 23, вращающую зубчатое колесо 24. Так как
механизма свинчивания служит червячный 45 пуансонодержатель 6 и крепежная плита 10 редуктор 32, связанный цепной передачей с посажены на одной оси с зубчатым коле- щестерней 20.сом 24, то они поворачиваются на 180° вокруг поворотного кольца 26 и оказываются
На столе 14 размещены копирные направ- над механизмом свинчивания. Снова смы- ляющие, включающие неподвижный гори- „ кают полуформы. При этом изготовленные зонтальный участок 33 и свободно насажен-изделия 44 опускают в патрон. По достиженый на оси 34 наклонный участок 35. Штанга 27 прикреплена обоими концами к цепям 36, размещенным в направляющих пазах 37, выполненных в боковинах 38 стола 14.
Обе цепи 36 насажены на звездочки 39,
НИИ определенного давления включают электродвигатель червячного редуктора 32 и через цепную передачу приводят во вращение щестерни 20, зубчатое колесо 19, а в.месте с 55 ним и щпиндель 18 с патроном 16. Вывинчивают изделия 44. Размыкают полуформы.
получающие вращение от электродвигателя 40 через редуктор 41. Оснастка имеет
емкости 42 и 43 для сбора изделий 44 и облоя 45 соответственно.
Оснастка работает следующим образом.
В загрузочную камеру матриц 3 закладывают таблетированный пресс-материал, смыкают полуформу и осуществляют прессование. В процессе прессования образуется цельное тело облоя 45, достаточно прочное (не разламывается при удалении).
Размыкают полуформы и изготовленные изделия 44, остающиеся на резьбовых знаках 8, отделяют от облоя 45. При помощи выталкивателей 5 выталкивают цельное
«(.лоя Тб
«(.лоя Тб
on п
Включают электродвигатель 40 и через редуктор 41, звездочки 39 и цепи 36 приводят в движение щтангу 27 с вилкой 28 и
Участком 35 кулачкового профиля пласти 0 поворачивается вокруг оси 29 и далее приподнятом положении проходит гори- зонтальныи участок 33. По прохождении ко- Р™ направляющих пластина 30 под
ТТОГЛ Г татЛС1ЖЛ i OrSr TClfiU LJnnr ntlr-Q П n d ТТТ Q отпет D
действием собственного веса возвращается в исходное вертикальное положение. Вилка 28 оказывается под вытолкнутым телом облоя 45. Возвращают выталкиватели в исходное положение. Включают электродвига- тель 40 и через редуктор 41 и звездочки 39
приводят в движение цепи 36 в обратном направлении. Облой 45 удаляют при помощи вилки 28, а пластина 30 вырезами 31 проходит вдоль горизонтального участка 33 копирных направляющих и далее, припод
кивает изделия 44 в емкость 42. Под действием собственной тяжести наклонный участок опускается в исходное положение. При прохождении цепей 36 со щтангой 27 по радиусу направляющих пазов 36 вилка 28 сбрасывает облой 45 в емкость 43. Подают команду пневмоцилиндру 22, щток которого приводит в действие зубчатую рейку 23, вращающую зубчатое колесо 24. Так как
пуансонодержатель 6 и крепежная плита 10 посажены на одной оси с зубчатым коле- сом 24, то они поворачиваются на 180° вокНИИ определенного давления включают электродвигатель червячного редуктора 32 и через цепную передачу приводят во вращение щестерни 20, зубчатое колесо 19, а в.месте с ним и щпиндель 18 с патроном 16. Вывинчивают изделия 44. Размыкают полуформы.
Изделия 44 при помощи выталкивателей 21 выталкивают из патронов 16. Одновременно
при размыкании полуформ в другой половине оснастки изготовленные изделия 44, остающиеся на резьбовых знаках, отделяют от облоя. Включают электродвигатель 40 и через редуктор 41, звездочки 39 и цепи 36 приводят в движение штангу 27 с вилкой 28 и пластиной 30. Пластина ЗЦвзаимодействуя с наклонным участком 35 копирных направляющих, поворачивается вокруг оси 29, приподнимается и в таком положении проФормула изобретения
Технологическая оснастка для изготовления резьбовых изделий, содержащая неподвижную полуформу, включающую основание, обойму с матрицами, выталкивающую систему с выталкивателями, подвижную полуформу, включающую пуансолодер- жатель с двумя комплектами пуансонов, снабженный приводом его поворота вокруг
.....,,,„и,у, „ „ иилилчспии 1фи-1 нс1ил емныи ириьидом его поворота вокруг
ходит горизонтальный участок 33 над вы- вертикальной оси, и закрепленный на осно- толкнутыми из патронов 16 изделиями 44.вании неподвижной полуформы стол с мехаПо прохождении горизонтального участка 33 пластина 30 под действием собственного веса возвращается в исходное вертикальное
низмом свинчивания изделий, отличающаяся тем, что, с целью механизации удаления
-, изделий и облоя, она снабжена установленположение, а вилка 28 оказывается под вы- 15 ной над столом перпендикулярно его протолкнутым телом облоя 45. Возвращают вы- дольной оси щтангой с жестко закрепленной талкиватели 5 в исходное положение. Включают электродвигатель 40 и через редуктор 41 и звездочки 39 приводят в движение цепи 36 в обратном направлении, с помощью гириаончальнои оси, вилки 28 удаляют облой 45, а пластиной 30 и размещенными на столе копирными на- сталкивают со стола 14 изделия 44. Плас-правляющими, имеющими неподвижный готина вырезами 31 проходит вдоль горизон-ризонтальный участок и наклонный участального участка 33 копирных направляю-ток, смонтированный с возможностью повощих и далее, приподнимая наклонный учас-рота вокруг горизонтальной оси, причем
ток 35, доходит до своего крайнего правого 25 щтанга соединена с приводом ее перемеще- положения. Под действием собственной тя-ния, выполненным в виде соединенных с ее
жести наклонный участок опускается в ис-обоими концами цепей, размещенных с возвилкой для съема облоя с выталкивателей и с вертикально расположенной пластиной, смонтированной под щтангой с возможностью поворота вокруг горизонтальной оси.
ходное вертикальное положение. Облой 45 падает в емкость 43, а изделие 44 -- в емкость 42. Далее цикл повторяется.
можностью возвратно-поступательного перемещения в направляющих пазах, которые выполнены в столе.
Формула изобретения
Технологическая оснастка для изготовления резьбовых изделий, содержащая неподвижную полуформу, включающую основание, обойму с матрицами, выталкивающую систему с выталкивателями, подвижную полуформу, включающую пуансолодер- жатель с двумя комплектами пуансонов, снабженный приводом его поворота вокруг
1 нс1ил емныи ириьидом его поворота вокруг
вертикальной оси, и закрепленный на осно- вании неподвижной полуформы стол с механой над столом перпендикулярно его продольной оси щтангой с жестко закрепленной гириаончальнои оси, и размещенными на столе копирными на- правляющими, имеющими неподвижный говилкой для съема облоя с выталкивателей и с вертикально расположенной пластиной, смонтированной под щтангой с возможностью поворота вокруг горизонтальной оси.
можностью возвратно-поступательного перемещения в направляющих пазах, которые выполнены в столе.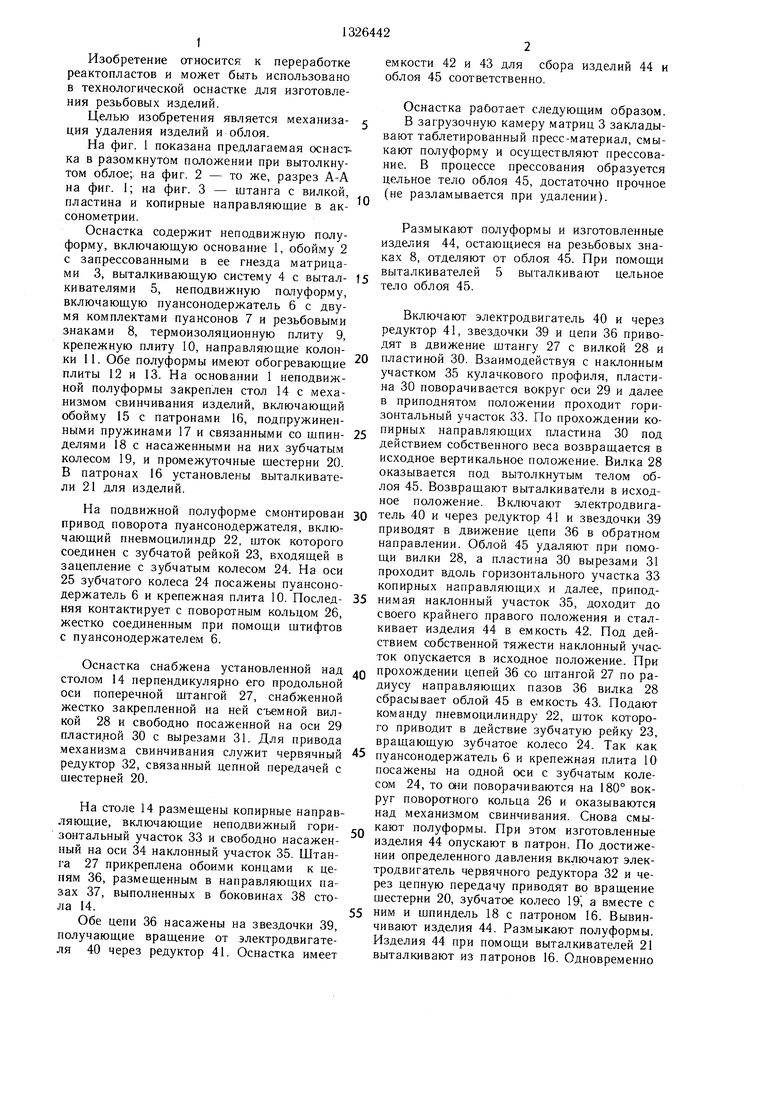
| название | год | авторы | номер документа |
|---|---|---|---|
| ВУЛКАНИЗАТОР ДЛЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU304147A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU812592A2 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
| Устройство для вырубки изделий из резины | 1976 |
|
SU649596A1 |
| Устройство для комплектования и вывода стоп сфальцованных листов | 1983 |
|
SU1111972A1 |
| Устройство для вырубки деталей из полосового и ленточного материала | 1978 |
|
SU770827A1 |
| Устройство для вырубки изделий из листового и ленточного материалов | 1978 |
|
SU753670A1 |
| Устройство для вырубки изделий из резины | 1977 |
|
SU729085A1 |
| Устройство для изготовления зделий из резины | 1974 |
|
SU516542A2 |
| Устройство к прессу для подачи кареток с резаками в рабочую зону пресса и выталкивания из них изделий и отходов | 1978 |
|
SU856835A1 |
Изобретение относится к переработке пластмасс и позволяет механизировать удаление отпрессованных изделий и облоя за счет того, что в оснастку введены поперечная штанга (ПШ) 27, снабженная съемной вилкой (СВ) 28, пластиной (П) 30. СВ 28 закреплена на поперечной штанге 27 жестко, а П 30 смонтирована с возможностью поворота вокруг горизонтальной оси. П 30 раз- меш,ена под ПШ 27 и взаимодействует с установленными на столе с копирными направляющими, включающими неподвижный горизонтальный участок 33 и наклонный участок 35, свободно посаженный на оси 34. ПШ 27 прикреплена обоими концами к размещенным в направляющих пазах 37 цепям 36, установленным с возможностью совершения возвратно-поступательного движения. При размыкании пресс-формы отпрессованные изделия 44, остающиеся на резьбовых знаках 8, отделяют от облоя 45. При помощи выталкивателей 5 выталкивают цельное тело облоя 45. Подают команду на перемещение цепей 36 с ПШ 27 в крайнее правое положение. Взаимодействуя с наклонным участком 35 копирных направляющих. П 30 поворачивается вокруг оси и далее в приподнятом поло жении проходит горизонтальный участок 33. По прохождении этого участка П 30 под действием собственного веса возвращается в исходное вертикальное положение. При этом СВ 28 оказывается под вытолкнутым телом облоя 45. Возвращают выталкиватели в исходное положение и перемещают ПШ 27 с СВ 28 и П 30 в крайнее левое положение, с помощью СВ 28 удаляют тело облоя 45, а П 30 сталкивают со стола изделия 44. П 30 обоими концами проходит под горизонтальным участком 33 копирных направляющих и далее, приподнимая наклонный участок 35, доходит до своего крайнего левого положения. Под действием собственной тяжести наклонный участок опускается в исходное вертикальное положение. 3 ил. (Л N3 Oi N to фг/е./
/ / 32 „ 27 3SJ233 / /33 J5 38 ,.
fOI I I I I // / х-
W
| МЕХАНИЗМ ДЛЯ АВТОМАТИЧЕСКОГО СЪЕМХ— ПЛАСТМАССОВЫХ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 0 |
|
SU168861A1 |
| Солесос | 1922 |
|
SU29A1 |
| Завгородний В | |||
| К | |||
| Механизация и автоматизация переработки пластических масс | |||
| М., 1970, с | |||
| Прибор для штрихования | 1923 |
|
SU494A1 |
