конвейер BtiirpysKn, а освободившиеся ячейки вновь заполняют предметами, отличающийся тем, что, с целью повышения точности дозирования формируемых предметов и обеспечения ритмичной их выдачи, обмер предметов производят перед укладкой их на загрузочный конвейер, предметы перемешают загрузочным конвейером вдоль ряда ячеек по мере их поступления на обмер, причем первый предмет каждой дозы извлекают из ячейки в момент подхода к ней предмета, который подают в зону первой по ходу движения ячейки в следующий цикл после вы1
Изобретение относится к дозировочной технике, а именно к способам формирования доз из однородных предметов, преимущественно р)1бы, и может быть иснользовано в пищевой и других отраслях промышленности.
Цель изобретения - повьинение точности дозировании формируемых предметов и обеспечение ритмичной их выдачи.
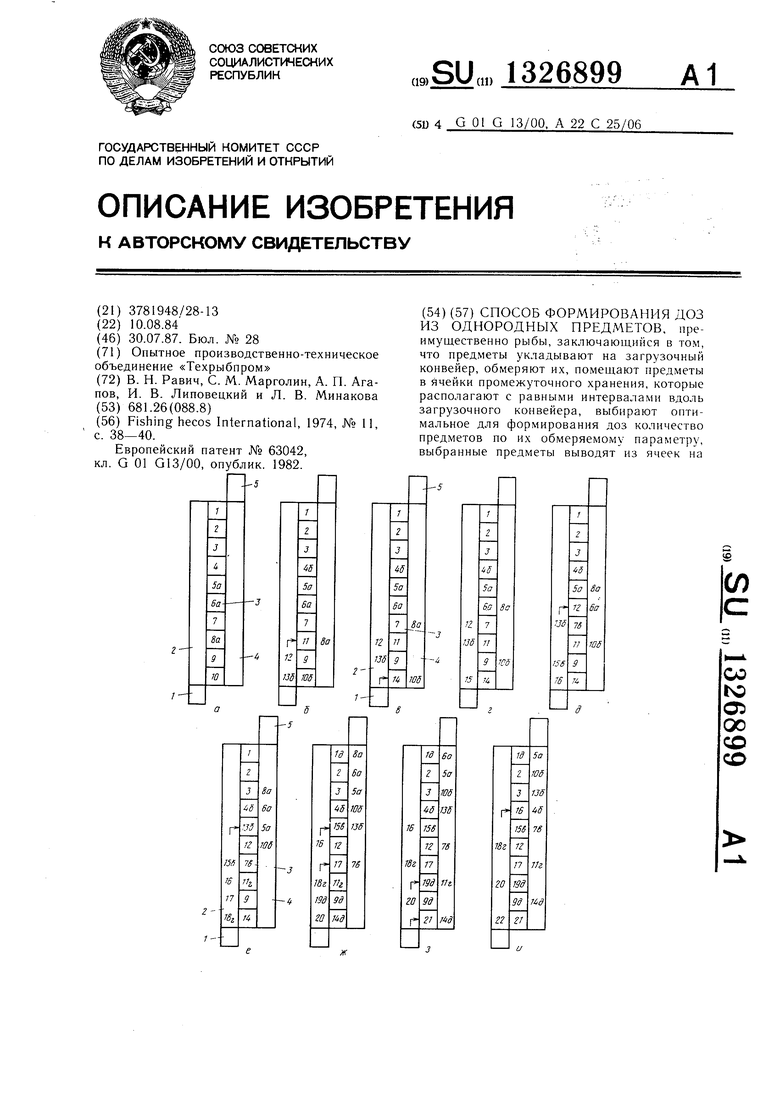
На чертеже дана схема формирования дозы из однородных предметов.
Способ осуп1ествляют следующим образом.
Предметы, папример рыбу, подлежащую дозированию, от разделочной ман1ины в соответствии с ритмом ее работы нодают к механизму 1 взвепп-шания и взвешивают каждый экземпляр. Информацию о результатах взве- Н1ива 1ия вводят в ЭВМ. Затем предметы уклад151вают на за1 рузочный конвейер 2 и перемеплают вдоль ряда ячеек 3 но мере их поступления на обмер. Интервалы между предметами на конвейере 2 устанавливают равными интервалам между ячейками 3 посредством выбора необходимой для этого скорости движения конвейера 2.
Ко. шчество ячеек 3 промежуточного хранения должно быть большим, чем максимально возможное количество предметов, входящих в одну ДОЗУ (чем больше количество ячеек, тем с большей точностью может быть выбрапо огп имальное сочетание). На чертеже изображено 10 ячеек.
Когда первый из десяти нредметов, находящихся на загрузочном конвейере 2, достигает г оследней по ходу движения ячейки 3, все десять предметов оказываются в зонах загрузки ячеек, так как интервалы между предметами равны интервалам между ячейка.ми.
По команде ЭВМ все десять нредметов посредством электромагнитных механизмов неремещают в ячейки. Информацию об адресах ячеек, в которые уложен каждый из
оора предметов этой дозы, а оптимальное количество для каждой последующей дозы выбирают по истечении количества циклов, равного количеству вошедших в нредыду- цд,ую дозу предметов, при этом выбранные предметы каждой дозы извлекают из ячеек последовательно по одному в направлении движения загрузочного конвейера и перемещают их однорядным потоком синхронно с потоком загрузки, а время извлечения предметов из ячеек выбирают так, чтобы интервалы между предметами каждой дозы были равны интервалу между ячейками.
0
5
0
5
предметов, вводят в ЭВМ. Посредством ЭВМ осуществляют перебор еочетаний из масс этих десяти предметов ао т, (m + l), (т-1) и т. д. (т - Р1аиболее вероятное но предварительной оценке количество предметов, необходимое для формирования дозы), определяют оптимальное по суммарной массе количест1к предметов и запоминают адреса ячеек нредметов, вошедших в это сочетание. Так, в начале работы осуществляют выбор оптимального количества предметов для первой дозы. На чертеже показаны три предмета 5а, ба и 8а, составляющие оптимальное количество для первой дозы - дозы а. После того, как из десяти предметов, находящихся в ячейках 3, выбрано оптимальное количество для дозы а, по загрузочному конвейеру 2 в зону первой по ходу движения ячейки после обмера поступает следуюп.1ий предмет (его порядковый номер 11). Затем предмет 11 неремеплают в зону второй по ходу движения ячейки, а на его место нодают предмет 12. В следующий момент предмет 11 помещают напротив третьей по ходу движения ячейки, предмет 12 устанавливают в зоне второй по входу движения ячейки, а в зону первой ячейки подают предмет 13. В третьей по ходу движения ячейке находится предмет 8о, первый предмет, вопдедщий в выбранное для дозы а количество.
На фиг. 16 изображена схема выхода предмета 8а из ячейки 3 на конвейер 4 выгрузки.
Перед выходом первого предмета - 8а - дозы а из ячейки выбирают оптимальное количество предметов для второй дозы - дозы б. Предмет 8а выводят из ячейки 3 на конвейер 4 выгрузки. В освободившуюся ячейку помещают предмет 11.
Таким образом, первый предмет дозы а извлекают из ячейки 3 про.межуточного хранения только тогда, когда к ней подойдет предмет, который в следующий после выбора дозы а цикл подают в зону первой по ходу
движения ячейки. Таким предметом является предмет 11.
По истечении количества циклов, равного количеству вошедших в дозу а предметов а именно по истечении трех циклов, выбира- ют оптимальное количество для дозы б.
На фиг. 10 изображена схема движения предметов по загрузочному конвейеру 2 и по конвейеру 4 выгрузки. На конвейере выгрузки выбранные предметы перемеш.ают однорядным потоком синхронно с потоком загрузки, т. е. синхронно перемещению предметов на конвейере 2, причем интервалы между предметами на конвейере 4 устанавливают равными интервалам между ячейками 3.
На фиг. 1в показан также выход первого предмета дозы б - 106 на конвейер 4 выгрузки. Аналогично выходу предмета 8а - первого предмета дозы а - первый предмет дозы б - 106 - выводят из ячейки 3 в момент подхода к ней того предмета, который в последуюш.ий после выбора дозы б цикл подают в зону первой по ходу движения ячейки. Таким предметом является предмет 14. Поскольку в дозу б вошло три предмета, то по истечении трех циклов выбирают оптимальное для формирования дозы е количество предметов третьей дозы.
На фиг. г изображена схема положения предметов в процессе движения конвейеров 2 и 4.
На фиг. д изображена схема выхода второго предмета дозы а - &а - и определены предметы, вошедшие в дозу в - Те и 15в.
На фиг. е изображено положение предметов через два цикла после их положения на фиг. Id, показан выход из ячейки третьего предмета дозы а - 5а. Поскольку предметы в потоках выгрузки и загрузки движутся синхронно, то освободившуюся в результате выхода предмета 5а ячейку 3 заполняют предметом 136, подошедшим к ней в этот цикл.
Поскольку в дозу в вошло два предмета, то по истечении двух циклов выбирают дозу г, что и представлено на фиг. е. В дозу г вошли предметы 18г и 11г.
На фиг. ж изображено положение предметов по истечении двух циклов их движения Все предметы дозы а - 8а, 6а и 5а - движутся по конвейеру 4 выгрузки однорядным потоком. Второй предмет дозы б - 136 выводят из ячейки на конвейер выгрузки, а в освободившуюся ячейку помещают пред- мет 15б. По истечении двух циклов выводят первый предмет дозы в - 7в. В освободившуюся ячейку помещают предмет 17.
Поскольку в дозу г вошли два предмета, то через два цикла выбирают оптимальное количество предметов для дозы д. В дозу д вошли четыре предмета - Id, 9(9, 14(9 и 19(9.
На фиг. 1з изображено положение предметов через два цикла. На конвейер выгруз
О
5
5
0 5
о
5 0
„
5
5
ки выводят первый предмет дозы г - Иг, а в освободившуюся ячейку помещают предмет 19d, который подают к ячейке загрузочным конвейером. На конвейер выгрузки выводят также первый предмет дозы д - 14(9, а в освободивпд юся ячейку помещают предмет 21 с загрузочного конвейера.
На фиг. и изображено положение предметов по истечении двух циклов их движения На конвейер выгрузки выводят третий предмет (последний) дозы б - 46, а к освободившуюся ячейку помещают предмет 16.
В следующий после изображенного на фиг. и цикл выводят второй предмет дозы в - 15в. А через два цикла после изображенного на фиг. и положения можно выбрать оптимальное для формирования дозы е количество предметов и т. д.
Таким образом, первый предмет каждой дозы извлекают из ячейки в тот момент, когда к ней подходит предмет, который в следующий после выбора этой дозы цикл подают в зону пернбй по ходу движения ячейки а оптимальное количество предметов для каждой последующей дозы выбирают лишь тогда, когда пройдет столько циклов движения, сколько предметов вошло в предыдущую дозу.
В период работы может возникнуть ситуация, когда из предметов, расположенных в ячейках и на загрузочном конвейере, невозможно выбрать оптимальное для (|}орми- рования дозы количество. В этом случае поступают следуюии1м образом. В очередную дозу включают один предмет, обмеренный раньше других и к моменту выбора не во- шедший ни в одну из предыдущих доз. Таким предметом может быть предмет 2. Выбор оптимального сочетания последующей дозы осуществляют через один цикл. При подходе этого предмета к выходному участку конвейера выгрузки его удаляют.
Таким образом, в начальный период работы оптимальное количество для первой дозы выбирают из предметов, находящихся в ячейках промежуточного хранения. Для последующих доз это количество выбирается из предметов, находящихся как в ячейках, так и на загрузочном конвейере, что дает возможность выбирать оптимальное количество для дозы из большего количества предметов и обеспечить тем самым необходимую точность дозирования.
Предметы после их обмера перемещают загрузочным конвейером в ритме их поступления на обмер, а выбранные предметы выводят из ячеек последовательно по одному в направлении движения загрузочного конвейера и перемещают их однорядным потоком синхронно с потоком загрузки. Это позволяет осуществлять загрузку предметов непосредственно с конвейера разделочной машины в ритме ее работы, исключить ручную загрузку и создать разделочно-укладоч- ный агрегат, все операции в котором производятся в едином ритме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Склад для штучных грузов | 1979 |
|
SU878674A1 |
| СПОСОБ И УСТРОЙСТВО ПАРКОВКИ АВТОМОБИЛЕЙ | 2008 |
|
RU2375532C1 |
| Способ сортировки штучных грузов | 1988 |
|
SU1710150A1 |
| Устройство для дозированной подачи штучных предметов | 1984 |
|
SU1219452A1 |
| Способ автоматической загрузки бункеров измельчительного отделения обогатительной фабрики | 1990 |
|
SU1776555A1 |
| Способ управления механизмами транспортерной шихтоподачи доменных печей | 1981 |
|
SU1049549A2 |
| Устройство для загрузки копченой рыбы в укладочную машину | 1981 |
|
SU991975A1 |
| Склад для хранения штучных грузов | 1986 |
|
SU1368232A1 |
| Устройство для замораживания пищевых продуктов | 1981 |
|
SU996810A1 |
| Способ формирования потока одинаковых групп предметов на конвейере | 1987 |
|
SU1549878A1 |
| Fishing hecos International, 1974, № 11, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Способ получения олифы | 1940 |
|
SU63042A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
