ю
О5 00
to
СП
со
Изобретение относится к обработке металлов давлением и может использоваться для автоматизации подачи штучных длинномерных заготовок в рабочую зону обрабатывающей машины, преимущественно в пресс, и удаления готовых деталей.
Цель изобретения - расширение технологических возможностей и повыщение производительности путем снабжения траверсы толкателем для заготовок.
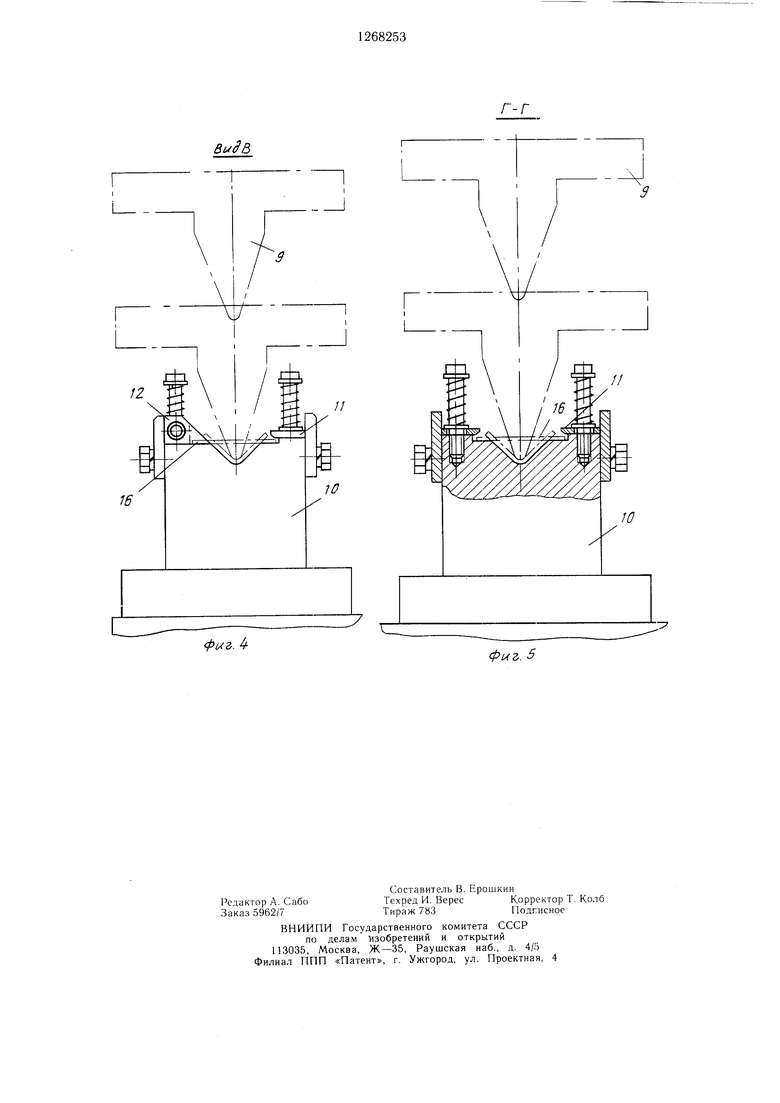
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1 (закатные ролики, матрица и толкатель для заготовок); на фиг. 3 - вид Б на фиг. 1 (матрица с подпружиненным упором); на фиг. 4 - вид В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3.
Устройство состоит из загрузочного-механизма 1, имеющего траверсу 2, на которой установлен захватный орган в виде магнита 3 и толкателя 4 на оси 5, магазина 6 для заготовок приводных подающих валков 7, рабочие поверхности которых выполнены профильными для закатки краев заготовок. На прессе 8 установлен штамп с верхней 9 и нижней 10 половинами. На нижней половине штампа смонтированы подпружиненные направляющие пластины 1 1 и подпружиненный в направлении подачи заготовок упор 12 с пружиной 13. Около пресса установлено приемное устройство 14 с датчиком 15 окончания цикла.
Устройство работает следующим образом.
Траверса 2 загрузочного механизма I опускается и магнитом 3 захватывает из магазина 6 заготовку 16. После захвата и подъема траверсы заготовка подается к закатным подающим валкам 7, обеспечивающим захват заготовки. Вращаясь, закатные подающие валки снимают заготовку с магнита, закатывают острые боковые кромки заготовки и подают заготовку под паправляюи;ие пластины 11.
В конце операции закатки острых кромок траверса 2 возвращается в исходное положение, толкатель 4 при этом поднимается движущейся заготовкой вверх и пропускает заготовку. В процессе подачи заготовки к закатным роликам и далее на нижнюю половину штампа происходит частичное сталкивание ранее отштампованной детали, например уголка, мимо упора 12, который свободно пропускает деталь к приемному устройству 14.
После подачи заготовки траверса вновь совершает возвратно-поступательное перемещение вперед, толкатель 4 упирается в торец заготовки, толкая ее вперед, при этом заготовка полностью сталкивает деталь. В конце хода траверсы загрузочного .механизма конец заготовки выходит за пределы матрицы и, упираясь в подпружиненный упор 12, взводит его.
При возврате траверсы в исходное положение пружина 13 возвращает упор 12 в исходное положение, упор возвращает заготовку на матрицу в рабочее положение. После удаления детали в приемное устройство датчик 15 окончания цикла дает команду на срабатывание пресса и после возврата траверсы 2 в исходное положение производится формообразование детали, например уголка, и одновременный захват постоянным магнитом новой заготовки. Далее цикл повторяется.
Предлагаемое устройство позволяет повысить удобство и простоту автоматизации процесса штамповки длинномерных деталей из штучных заготовок при отсутствии дополнительного устройства для снятия деталей.
Формула изобретения
1.Устройство для подачи заготовок в рабочую зону обрабатываюшей машины и их удаления, содержащее магазин для стопы заготовок, расположенные между обрабатывающей мащиной и магазином для заготовок приводные подающие валки, имеющие боковые рабочие поверхности, и установленную с возможностью возвратно-поступательного перемещения в вертикальной и
горизонтальной плоскостях траверсу с захватным органом, установленным над магазином для стопь заготовок, отличающееся тем, что, с целью расщирения технологических возможностей и увеличения производительности, оно снабжено установленным на траверсе с возможностью поворота толкателем для заготовок, при этом подающие валки установлены с возможностью осевого вращения, а их боковые рабочие поверхности выполнены профильными для закатки краев заготовок.
2.Устройство по п. 1, отличающееся тем, что рабочая зона обрабатывающей машины снабжена упором для заготовок, подпружиненным в направлении подачи заготовок.
3.Устройство по пп. I и 2, отличающееся тем, что захватный орган выполнен в
виде магнитного захватного органа.
Sn 12
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Грейферное устройство для перемещения штучных заготовок между рабочими позициями многопозиционного штампа | 1990 |
|
SU1731373A1 |
| Устройство к обрабатывающей машине для подачи и удаления штучных заготовок | 1984 |
|
SU1224059A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1983 |
|
SU1174137A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК в РАБОЧУЮ ЗОНУ ШТАМПА | 1973 |
|
SU389871A1 |
| Устройство для загрузки и удаления деталей | 1982 |
|
SU1015995A1 |

Изобретение относится к обработке металлов давлением и может использоваться для автоматизации подачи штучных длинномерных заготовок в рабочую зону обрабатывающей машины, преимущественно в пресс, и удаления готовых деталей. Целью изобретения является расширение, технологических возможностей и повышение производительности устройства. Заготовка подается к закатным подающим валкам, обеспечивающим захват заготовки. Закатные подающие валки закатывают острые боковые кромки заготовки и подают заготовку в зону обработки. Устройство снабжено также толкателем. Толкатель обеспечивает дополнительную подачу заготовки в зону обработки после выхода ее из закатных подающих роликов. tC 2 з.п. ф-лы, 5 ил. (Л
//
I /
Фиг 1 ° 16 6 , 7
B
гТ
-B- ;
x
2
в Л /riaSepHy/n на 3ff°}
So
T
Би
Фиг,. 3 1 фиг. 4 фиг. 5
| Устройство для подачи длинномерных заготовок в рабочую зону обрабатывающей машины | 1977 |
|
SU662215A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Средства механизации и автоматизации холодной штамповки | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Министерство тракторного и сельскохозяйственного машиностроения СССР | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Катодное реле | 1918 |
|
SU159A1 |
| Счетная таблица | 1919 |
|
SU104A1 |
