Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении колец, дисков, детален типа ступицы с фланцем и др.
Цель изобретения - повышение качества деталей и расширение технологических возможностей путем увеличения номенклатуры обрабатываемых заготовок
На фиг. 1 показана осаженная заготовка в момент включения привода вращения матрицы и привода изменения угг ла наклона пуансона (пунктиром пока
живали пуансоном,
Ни 51 25
2,А6 до -У1
0,52.
изменяя отношение
22
i.jи« 42
Усилие осадки 36-АО тс. После осадки, не усилия, включали привод вращения матрицы и привод изменения угла наклона пуансона.
Во время раскатки угол наклона вал- плавно изменяли от О до 5 со скоростью 1 град/Со Фланцевую часть раскатывали на размер: диаметр 80 мм,
мм. Скорость вращения заговысота 6
товки 90 об/мин, наибольшее усилие
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых деталей раскаткой | 1987 |
|
SU1500424A1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1988 |
|
SU1636089A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2017 |
|
RU2648429C1 |
| Способ изготовления деталей с центральным отверстием | 1991 |
|
SU1803234A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ | 1991 |
|
RU2018398C1 |
| Способ изготовления осесимметричных деталей с центральным отверстием | 1989 |
|
SU1636092A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Способ получения осесимметричных деталей | 1986 |
|
SU1488087A1 |
| Устройство для раскатки осесимметричных изделий | 1984 |
|
SU1222376A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении колец, дисков и др. Цель изобретения - повышение качества деталей и расширение технологических возможностей процесса. Заготовку 1 устанавливают в кольцевой матрице (М) 2 и фиксируют ее в осевом направлении с определенной выступающей из М 2 частью. Перед раскаткой заготовку жестко фиксируют в радиальном направлении осадкой ее выставленной части конической торцовой рабочей поверхностью пуансона 4, установленного соосно М 2. Раскатку осуществляют с одновременным увеличением угла наклона пуансона 4 до заданного значения. 2 ил.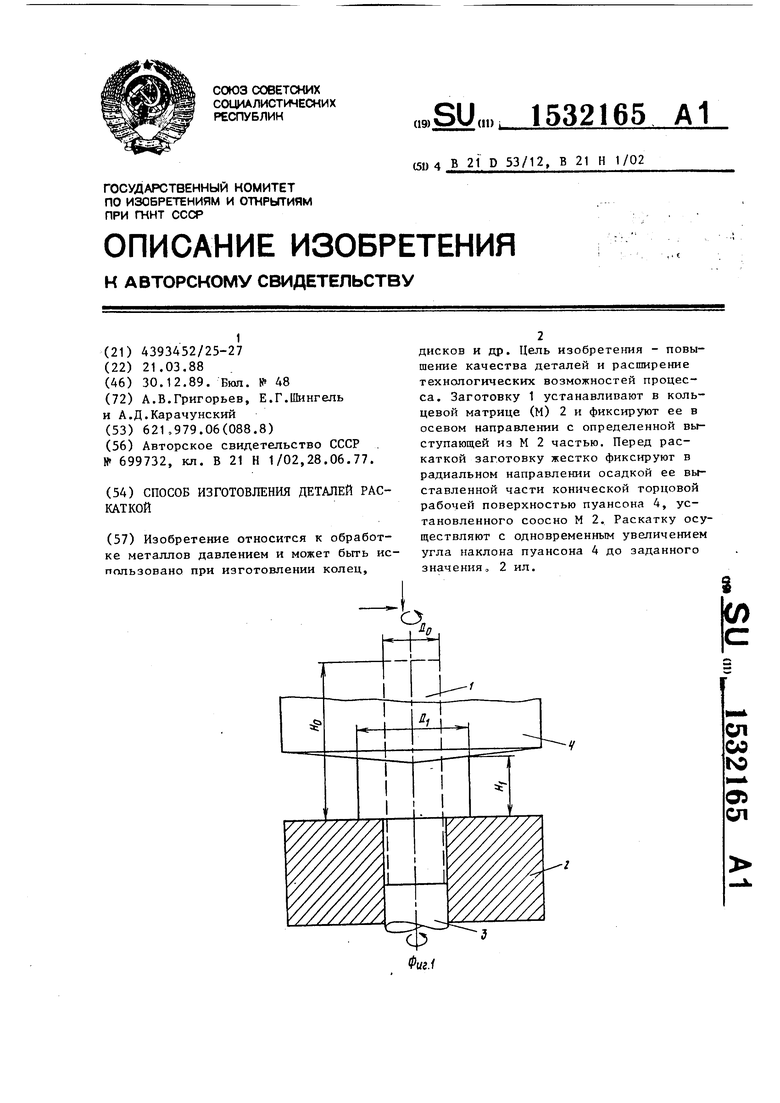
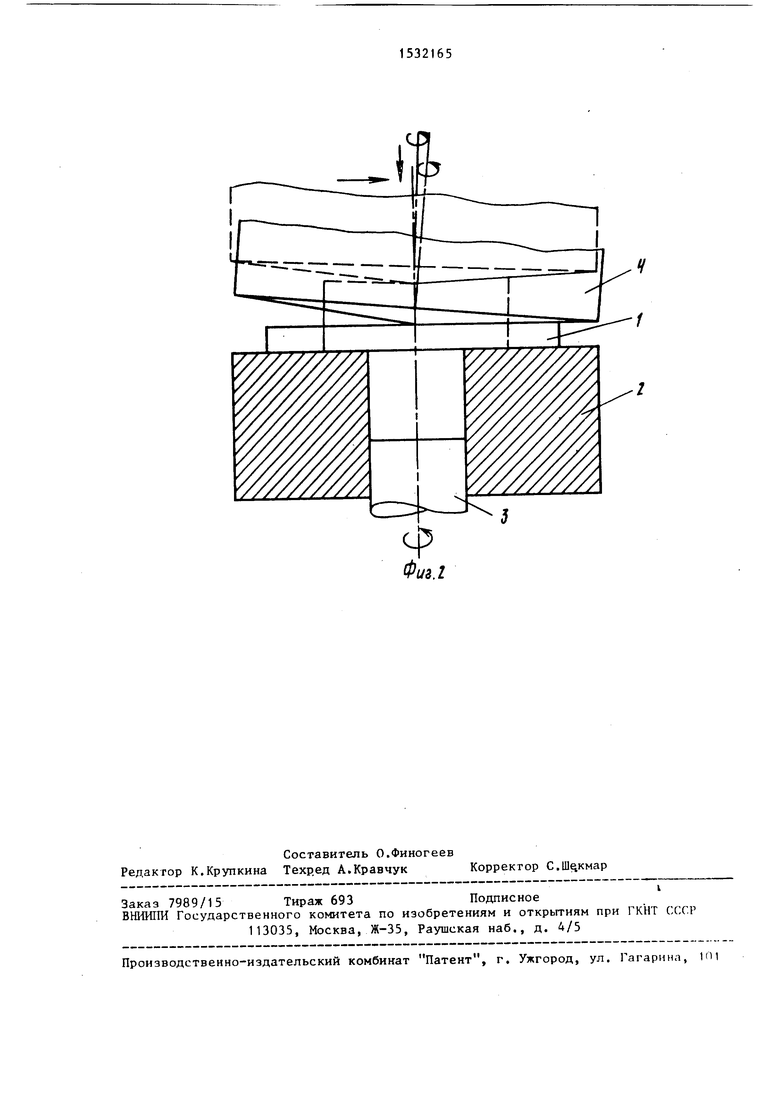
зано положение заготовки перед дефор мированием), на фиг. 2 - стадия окончания процесса раскатки (пунктиром показано промежуточное положение в процессе осевоко перемещения и изменения угла наклона пуансона).
Прутковую заготовку 1 устанавливают в кольцевую матрицу 2, фиксируют в осевом направлении выталкивателем 3 и конической торцовой рабочей поверхностью пуансона 4, установленного соосно с матрицей 2. В процессе осадки заготовки 1 ее жестко фиксируют в радиальном направлении относительно MaTpHiyii 2. При этом уменьшают
Н ---. Затем, не снимая уси
отношение
ЛИЯ, включают привод вращения матрицы 2 и привод изменения угла наклона руансрна 4 и осуществляют раскатку заготовки 1 до требуемых размеров. В процессе раскатки угол наклона пуансона 4 плавно увеличивают от нуля градусов до заданного значения После раскатки пуансон 4 возвращают в
исходное положение, деталь вьтрессовы-, ния технологических возможностей за
вают из матрицы 2 выталкивателем 3, устанавливают следующую заготовку в матрицу 20 и процесс повторяют.
Пример., При изготовлении детали магнитопровод из стали 10 на прессе ДБ2432, оснащенном модернизированным устройством торцовой раскат- ки УТР, заготовку диаметром 25 мм,
высотой 86,5 мм, нагретую до 850- ,
счет увеличения номенклатуры обраба ваемых заготовок, перед раскаткой з готовку жестко фиксируют в радиальн направлении осадкой ее выступающей 45 части конической торцовой рабочей п верхностью пуансона, который устана ливают соосно матрице, а раскатку о ществляют с одновременным увеличени ем угла наклона пуансона до заданно
900 С, устанавливали в матрицу и оса-JQ го значения,
раскатки
40 тс. Цикл раскатки 15 - 25 с.
После раскатки несоосшэсть фпан- цевой части по отношению к ступице не превышала 0,15 мм.
Способ позволяет повысить точность раскатьгааемых деталей, снизить припуски под механическую доработку, повысить козффициент использования металла и расширить номенклатуру обрабатываемых деталей о
Формула изобретения
Способ изготовления деталей раскаткой, включающий установку заготовки в кольцевой матрице, жесткую фиксацию ее в-осевом направлении и раскатку выступающей из матрицы части конической торцовой рабочей поверхностью вращающегося пуансона, ось которого установлена под заданным углом к оси вращающейся матрицы, отличающийся тем, что, с целью по- качества деталей и расширения технологических возможностей за
счет увеличения номенклатуры обрабатываемых заготовок, перед раскаткой заготовку жестко фиксируют в радиальном направлении осадкой ее выступающей части конической торцовой рабочей поверхностью пуансона, который устанавливают соосно матрице, а раскатку осуществляют с одновременным увеличением угла наклона пуансона до заданно
| Способ изготовления кольцевых деталей раскаткой | 1977 |
|
SU699732A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
