Изобретение относится к машиностроению, в частности к измерительным устройствам станков с ЧПУ, и может быть использовано при обработке длинномерных деталей.
Целью изобретения является расширение технологических возможностей измерительного устройства за счет непрерывного контроля за положением обрабатываемой детали как при ее неремеш,ении, так и при остановке, а также упрощение его конструкции.
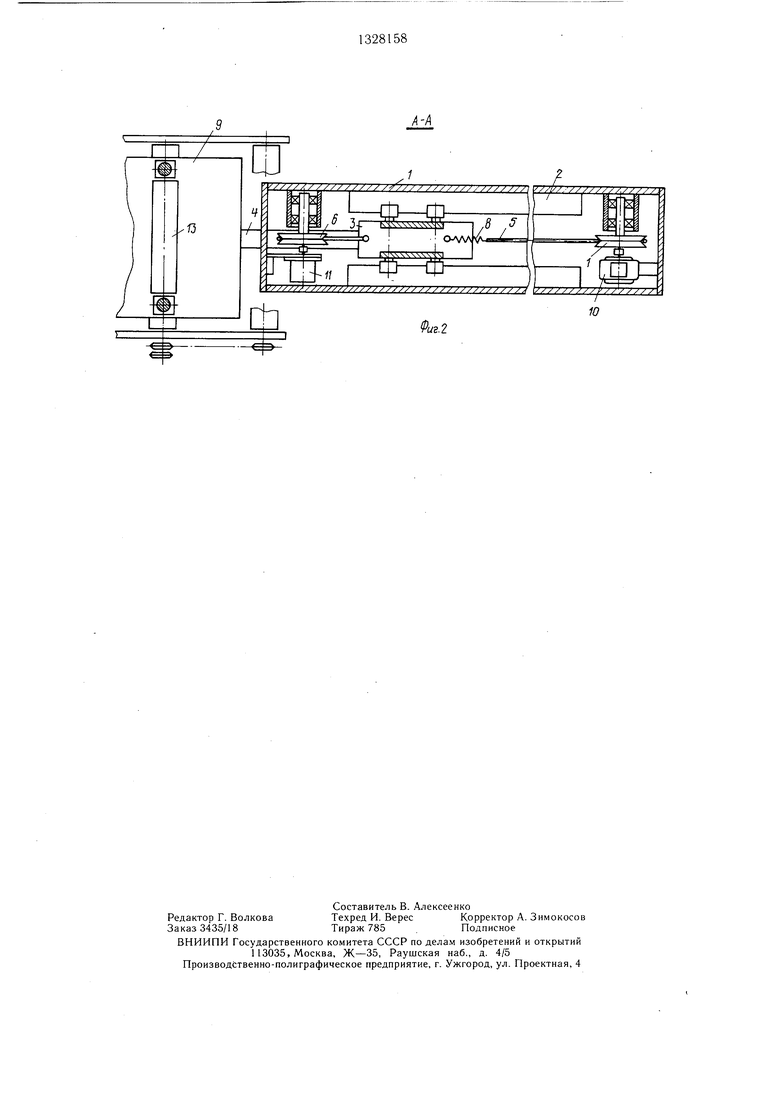
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство путевого контроля линейных перемещений содержит корпус (не показан) и несущую балку 1 с направляющими планками 2, по которым перемещается каретка 3, несущая упор 4. На каретке 3 закреплены концы гибкого элемента 5, охватывающего щкивы 6 и 7. Натяжение гибкого элемента 5 обеспечивается пружиной 8. Постоянный контакт упора 4 с торцом детали 9 происходит за счет противодействующего вращающего момента электродвигателя 10. Особенность электродвигателя 10 состоит в том, что при подаче на обмотки напряжения, его ротор можно затормозить внешней силой или придать вращение в обратную сторону. При этом на его валу имеется статический вращающий момент, равный его номинальному моменту при вращении ротора. Электродвигатель 10 с закрепленным на его валу шкивом 7 установлен на несущей балке 1.
Контроль пройденного кареткой пути осуществляется посредством датчика 11 угла вращения, установленного на несущей балке 1. Вал датчика 11 связан со щки- вом 6.
В исходном положении (фиг. 1 и 2) в устройстве путевого контроля упор 4 прижат к торцу детали 9, зафиксированной после обрезки предыдущей детали. Условно показаны управляемый электропривод 12; механизм 13 подач и фрезерная головка 14, рассчитанная на поперечные и вертикальные перемещения.
Устройство работает следующим образом.
Каретку 3 устанавливают в исходное положение. Для этого включают электродвигатель 10, передающий движение каретке 3 через гибкий элемент 5, фрикционно связанный со шкивом 7. Каретка 3 прижимает
СИ упором 4 в торец детали 9 после обрезки чернового припуска или предыдущей детали. Поэтому положение торца детали 9 всегда определяется осью фрезерной головки 14, что позволяет безошибочно произвести «отсечку нуля датчика 11 угла вращения в электрической цепи, т. е. запомнить его фактическое положение. Операция «отсечка нуля осуществляется автоматически в начале каждого цикла работы для повышения точности и исключения нарастания погрешности управления.
включается управляемый электропривод 12. Деталь 9, подаваемая механизмом 13 подач, воздействует на упор 4 и приводит во вращение вал датчика 11 угла вращения за счет фрикционной связи гибкого элемента 5 со щкивом 6, обеспечиваемой натяжной пружиной 8. Одновременно поворачивается и щкив 7, преодолевая противодействующий вращающий момент электродвигателя 10, что позволяет сохранять надежный контакт упора 4 с деталью 9 в процессе ее движения вперед, назад и при остановках.
После завершения цикла обработки электродвигатель 10 выключается и каретка 3 останавливается в отведенном положении до подготовки торца следующей детали. Предлагаемое устройство путевого контроля линейных перемещений позволяет вести
активный контроль фактического положения детали как в стационарном положении, так и в процессе движения.
Формула изобретения
Устройство путевого контроля линейных перемещений, содержащее корпус, на котором установлена каретка, снабженная приводом перемещения и упором, предназначенным для взаимодействия С деталью, отличающееся тем, что, с целью расщирения технологических возможностей и упрощения конструкции, в привод перемещения каретки введен гибкий элемент, огибающий два шкива и натянутый с помощью упругого элемента, соединяющего его концы, один из
шкивов установлен на валу электропривода, а второй - на корпусе, каретка жестко соединена с гибким элементом и установлена с возможностью перемещения совместно с деталью, а на втором шкиву установлен введенный в устройство датчик угла поворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Портальный фрезерный станок с числовым программным управлением | 1981 |
|
SU952470A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2109625C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| ТОКАРНЫЙ СТАНОК | 1995 |
|
RU2087263C1 |
| Установка для технологической обработки деталей | 1982 |
|
SU1106956A1 |
| Плансуппортная головка с программным управлением | 1989 |
|
SU1704944A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
Изобретение относится к машиностроению, в частности к измерительным устройствам станков с ЧПУ, и может быть использовано при обработке длинномерных деталей. Цель изобретения - расширение технологических возможностей и упрощение конструкции. Измерительное устройство снабжено передачей, выполненной в виде гибкого элемента и двух шкивов. Концы гибкого элемента закреплены на каретке, несущей упор. Один из шкивов связан с датчиком угла вращения, а другой - с электродвигателем, обеспечивающим контакт упора с деталью. 2 ил. 00 ю 00 Oi 00
| Измерительное устройство для установки длинномерных деталей при обработке | 1981 |
|
SU971617A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
