Известный способ изготовления твердосплавных клеим не обеспечивает требуемого качества знаков при прессовании вследствие грудноеги заполнения малых полостей штемпеля и разъема штемпеля.
В описываемом способе обжатие пресс-формы производится с наложением вибраций, а разъем пресс-формы осуществляют в напраиле1-:1и., параллельном образующей контура знаков, что повышает качество знаков при прессовании.
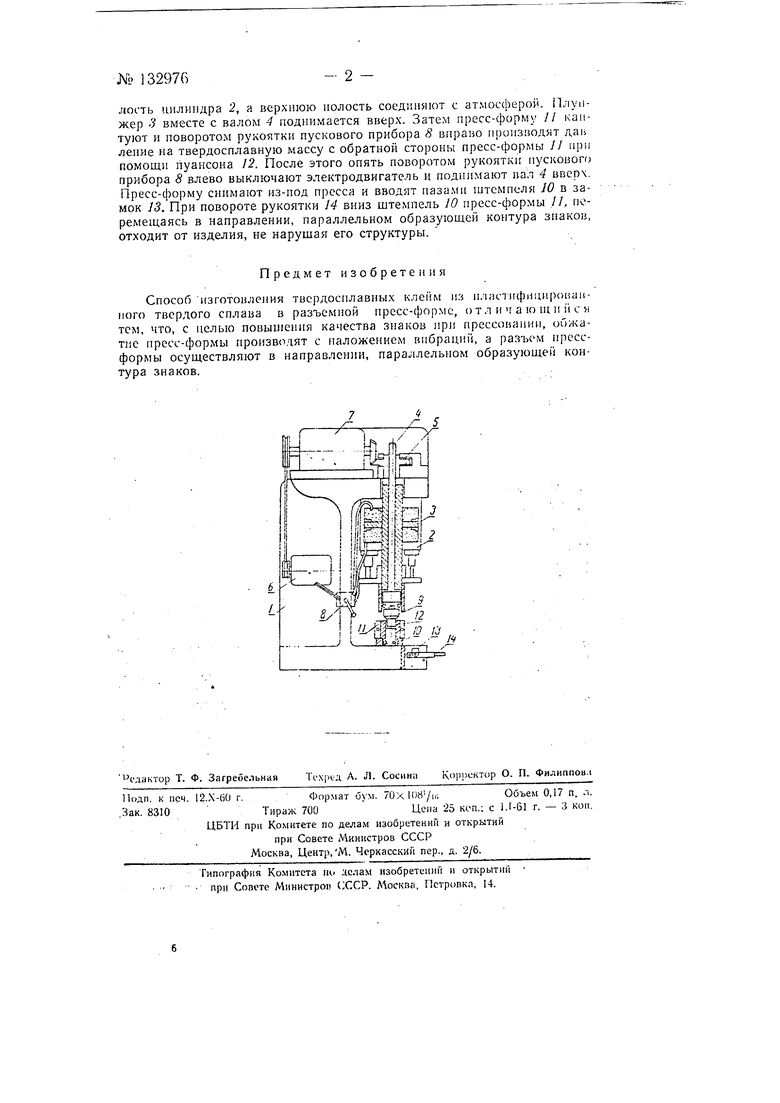
На чертеже изображена схема изготовления твердосплавных клейм описываемым способом.
Описываемый способ состоит в том, что обжим пресс-формы осуществляется специальным пневматическим прессом. Пресс выпол1;е1( в виде скобообразной станины /, к верхней плоскости которой укр еплеп цилиндр 2 с плунлсером . Через внутреннее отверстие плунжера 3 проходит вал 4. Нижним своим концом он-имеет вибрационное соединение с плунжером 5, а верхним при помощи шлицевых пазов- с конической шестерней 5, вращающейся от электродвигателя 6 и редуктора 7.
При повороте вправо рукоятки пускового прмбора S включается электродвигатель 6 и одновременно подается сжаты воздух в верхнюю полость цилиндра 2. Плунжер 3 вместе с валом 4 опускается вниз и производит давление через сухарь 9 на штемпель 10 пресс-фор.мы У/. Одновременно вал 4, вращаясь вокруг своей оси, с помощью вибрационного соединения с плунжером 3 совершает осевое перемещение, созлаБа разность давления в камере сжатия и, следовательно, вибрацию. Обжатие пресс-формы с наложением вибраций способствует заполнению твердосплавной массой всех малых плоскостей и острых углов штемиоля пресс-формы // с равномерной механической прочностью.
После уплотнения твердосплавной массы до заданной плотности тем переключения рукоятки пускового прибора 8 влево включают алек тродиигатель 6, переключают подачу сжатого воздуха в нижнюю по
лость цилиндра 2, а верхнюю полость соединяют с атмосферой. Плунжер 3 вместе с валом - поднимается вверх. Затем пресс-форму // кантуют и поворотом рукоятки пускового прибора 8 вправо гцюмзводят дав лепие на твердосплавную массу с обратной стороны пресс-формы У/ при помощи пуансона 12. После этого опять поворотом рукоятки пускового прибора 8 влево выключают электродвигатель и поднимают пал 4 вверх. Пресс-форму снимают из-под пресса и вводят пазами штемпеля JO в замок 13. При повороте рукоятки М вниз штемпель W пресс-формы //, перемещаясь в направлении, параллельном образующей контура знаков, отходит от изделия, не нарушая его структуры.
Предмет изобретения
Способ изготовления твердосплавных клейм из 11.1; С1ифицир(/ а11иого твердого сплава в разъемной пресс-форме, от л и ч а ю nui и с я тем, что, с целью повышения качества знаков при прессовании, обжатие пресс-формы производят с наложением вибраций, а разьем прессформы осуществляют в направлении, параллельном образующей контура знаков.
1 f jw: 2
j I X I j, /j
