Изобретение относится к литейно- му производству, а именно к конструк- ции литейных моделей, предназначен- ных для получения отливок со сложным геометрическим криволинейньп профилем поверхности (гребные винты, лопасти турбин и т.п.), изготавливае- 14ЫХ методом вакуумно-пленочной формовки, и является дополнительным к основному по авт. св. № 1022775,
Цель изобретения - повышение точности отливок по контуру.
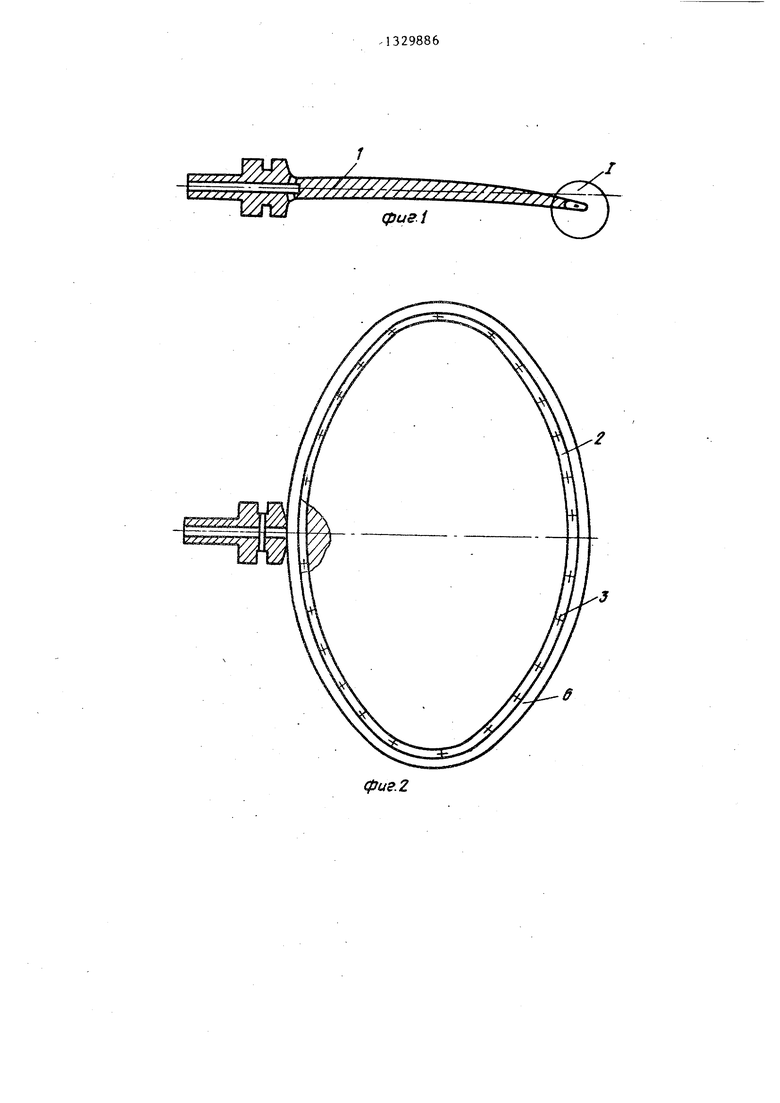
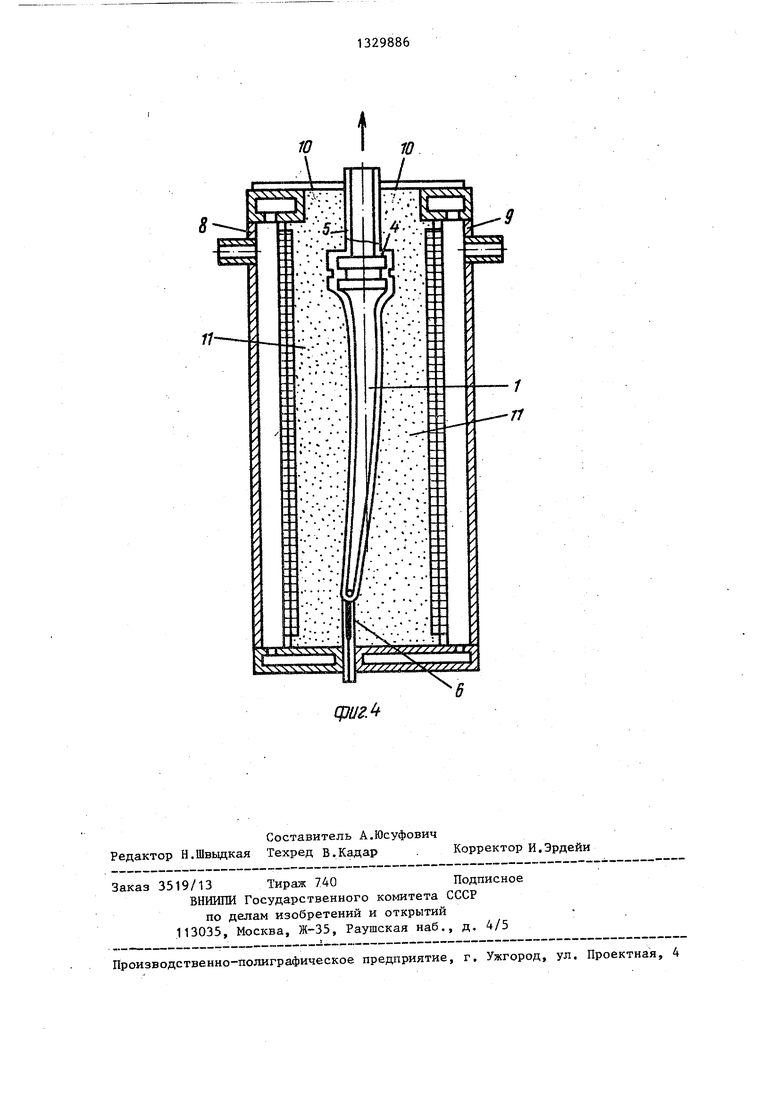
На фиг. 1 изображена предлагаемая модель, разрез; на фиг. 2 - то же, план на фиг. 3 - узел 1 на фиг. 1, (труба с отверстиями и обечайкой), на фиг, 4 - форма с моделью, общий вид.
Модель 1 выполнена неразъемной, по наружному контуру закреплена труба 2, имеющая отверстия 3 на верхней и Ш1жней ее поверхностях и со стороны наружного торца во взаимно перпендикулярных плоскостях.
труба 2 соединена своей полостью 4 с каналом 5, который подсоединен к вакуумной системе. Упругая обечайка 6. выполненная из пружинной ленты, жестко закреплена на трубе 2 при помощи прерывистого двустороннего паяного, шва 7,, расположенного вне зоны размещения отверстий 3 по контуру модели ф
При изготовлении формь: используют синтетические термостойкие пленки и опоки 8 и 9. В опоке имеется окно 10 для записи огнеупорного сыпучего материала 11.
Устройство работает следующим образом.
Модель 1 закрепляют в удерживаю- щем приспособлении (не показано).
Термостатические пленки нагревают и одновременно с двух сторон на- тсладьгоают на модель 1. В это время воздух из пространства между плен™ и поверхностью модели,, через полость 4 с каналом 5 отсасывают.
5
0
5
0
5
0
5
ГШенки плотно облегают поверхность модели 1 и упругую обечайку 6,точно воспроизводя контур модели за счет устранения смещения линии разъема формы от условной линии разъема модели, представляющего из себя совокупность проекций осей хорд на контур модели.
Затем модель 1 с пленками помещают между опоками 8 и 9, а полость в опоках через окно 10 засыпают огнеупорным сыпучим материалом 11. После уплотнения вибрацией верхнее окно 10 закрывают пленкой и отсос воздуха производят из полости опок 8 и 9. При этом пленки у модели 1 и окна 10 прижимаются к формовочному материалу 11, препятствуя относительному перемещению его частиц. Затем опоки-полуформы 8 и 9 разнимают и извлекают модель 1 с упругой обечайкой 6.
После соединения опок 8 и 9 полуформа готова к использованию.
Использование изобретения повышает точность отливок по контуру за счет устранения смещения линии разъема формы от контура модели, представляющего из себя совокупность проекций осей хорд на контур модели, что ведет к снижению объема механической .обработки полученных отливок по контуру.
Формула изобретения
Модель для изготовления литейных форм методой ва.куу шо-гшеночной формовки по авт„ св. К 1022775, отличающаяся тем, что, с целью повышения точности отливки по контуру, модель снабжена упругой обечайкой, выполненной из пружинной ленты, жестко закрепленной на трубе при помощи прерьшистого двустороннего паяного шва, расположенного вне зоны размещения отверстия на трубе по контуру модели.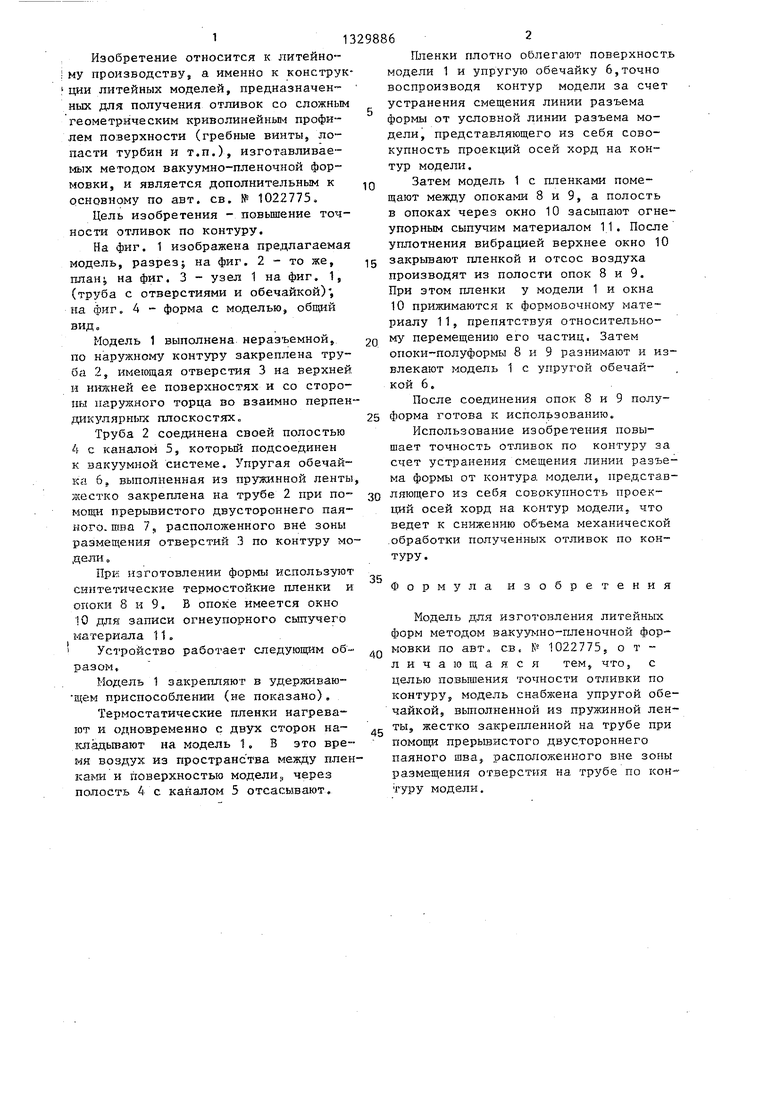
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| Модель для изготовления литейных форм методом вакуумно-пленочной формовки | 1980 |
|
SU1022775A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Способ вакуумной формовки | 1987 |
|
SU1437131A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Способ изготовления литейных форм вакуумной формовкой | 1983 |
|
SU1103934A1 |
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| Способ вакуумной формовки | 1988 |
|
SU1629133A1 |
Изобретение относится к литейному производству. Цель изобретения- повьшение точности отливки сложного профиля типа лопасти. На модели 1 закреплена труба 2 с отверстиями 3, на трубе закреплена упругая обечайка 6, выполненная из пружинной ленты. При нанесении синтетической пленки на модель упругая обечайка 6 обеспечивает плотное прилегание пленки к поверхности модели. 4 ил. сригз со со 00 
б
фие.г
(риг.
| Модель для изготовления литейных форм методом вакуумно-пленочной формовки | 1980 |
|
SU1022775A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
