I
)7 7 jf. /
ю ISD vj | ел
Изобретение относится к литейному производству при изготовлении форм по моде.чн методом вакуумно-пленочной формовки.
Известна неразъемная модель, содержащая пористую модель, пленку и вакуумную систему 1.
Недостатком данной неразъемной модели является то, что из пористого материала невозможно изготовить модель небольшой толщины ввиду недостаточной прочности материала.
Наиболее близким к изобретению по технической сущности и достигаемому результату является модель для изготовления формы вакуумно-пленочной формовкой, в которой выполнены отверстия для подсоединения к вакуумной системе и для присоса к модели синтетической пленки 2.
Однако известную форму нельзя применить для неразъемных тонкостенных моделей сложной геометрической формы из-за трудностей отсоса воздуха по всей поверхности модели.
Цель изобретения - получение тонкостенных отливок с криволинейной поверхностью типа лопасти за счет одновременного наложения на модель с двух сторон синтетической пленки.
Для достижения поставленной цели модель для изготовления литейных форм методом вакуумно-пленочной формовки с отверстиями для подсоединения к вакуумной системе и для присоса к модели синтетической пленки снабжена трубой, которая закреплена по контуру модели, а отверстия выполнены во взаимно перпендикулярных плоскостях на поверхности трубы.
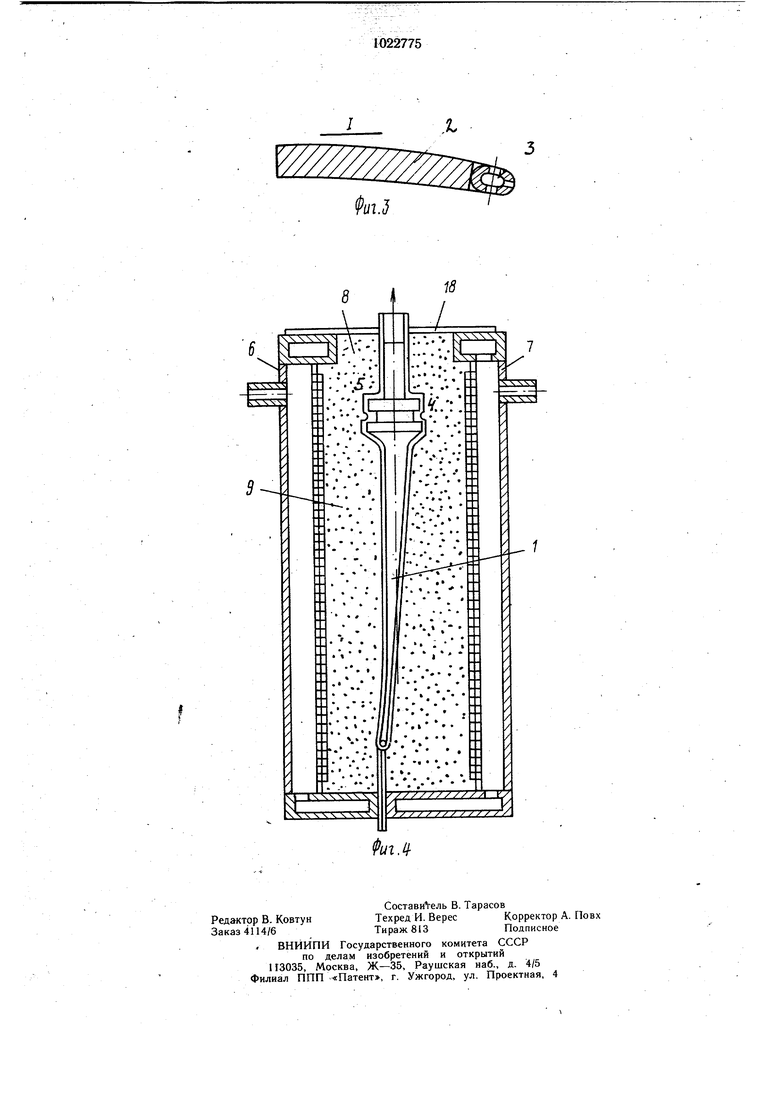
На фиг. 1 изображена модель, разрез; на фиг. 2 - то же, в плане; на фиг. 3 - труба с отверстиями, узел I на фиг. 1; на фиг. 4 - форма с моделью, общий вид.
Модель 1 выполнена неразъемной, по наружному контуру закреплена труба 2, имеющая отверстия 3 на верхней и нижней ее поверхностях и со стороны наружного торца во B3aliMHO перпендикулярных плоскостях. Труба 2 соединена своей полостью 4 с каналом 5, который подключен к вакуумной системе.
При изготовлении формы используют 0 синтетические термостойкие пленки и опоки 6 и 7. В опоке имеется окно 8 для засыпки огнеупорного сыпучего материала 9.
Устройство работает следующим образом.
Модель закрепляют в удерживающем 5 приспособлении (не показано). Термостатические пленки нагревают и одновременно с двух сторон накладывают на модель 1. В это время воздух из пространства между пленками и поверхностью модели через
полость 4 с каналом 5 отсасывают. Пленки
плотно облегают поверхность модели 1. Затем модель 1 с пленками помещают между двумя опоками 6 и 7, а полость в опоках через окно 8 засыпают огнеупорным сыпучим материалом 9. После уплотнения вибрацией верхнее окно 8 закрывают пленкой и отсос воздуха производят из полости опок 6 и 7. При этом пленки у модели I и окна 8 прижимаются к формовочному материалу 9, препятствуя относительному перемещению его частиц. Затем опоки-полуформы 6 и 7 разнимают и извлекают модель 1. После соединения опок-прлуформ форма готова к использованию.
Технические преимущества изобретения по сравнению с прототипом заключаются в упрощении модельной оснастки при изготовлении тонкостенных отливок сложных конфигураций. Снижение стоимости одной тонны литья составляет 80 руб.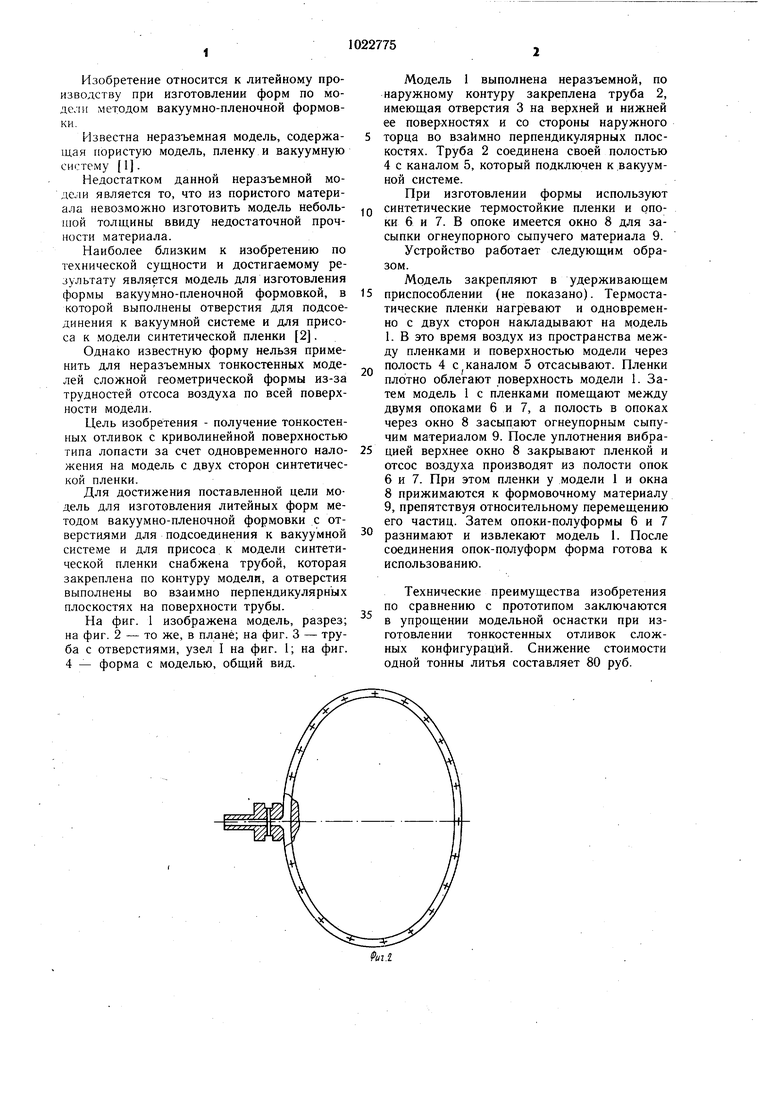
| название | год | авторы | номер документа |
|---|---|---|---|
| Модель для изготовления литейных форм методом вакуумно-пленочной формовки | 1986 |
|
SU1329886A2 |
| Опока для вакуумной формовки | 1980 |
|
SU910319A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU869935A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| Способ вакуумно-пленочной формовки | 1990 |
|
SU1688969A1 |
| Способ изготовления литейной формы вакуумно-пленочной формовкой | 1987 |
|
SU1572740A1 |
| Способ вакуумно-пленочной формовки | 1979 |
|
SU859011A1 |
| Модель для вакуумной формовки | 1986 |
|
SU1371757A1 |
| Опока для вакуумной формовки | 1987 |
|
SU1423264A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
МОДЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ МЕТОДОМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ с отверстиями для подсоединения к вакуумной системе и для присоса к модели синтетической пленки, отличающаяся тем, что, с целью получения тонкостенных отливок с криволинейной поверхностью типа лопасти за счет одновременного наложения на модель с двух сторон синтетической пленки, модель снабжена трубой, которая закреплена по контуру .модели, а отверстия выполнены во .взаи.мно перпендикулярных плоскостях на поверхности трубы.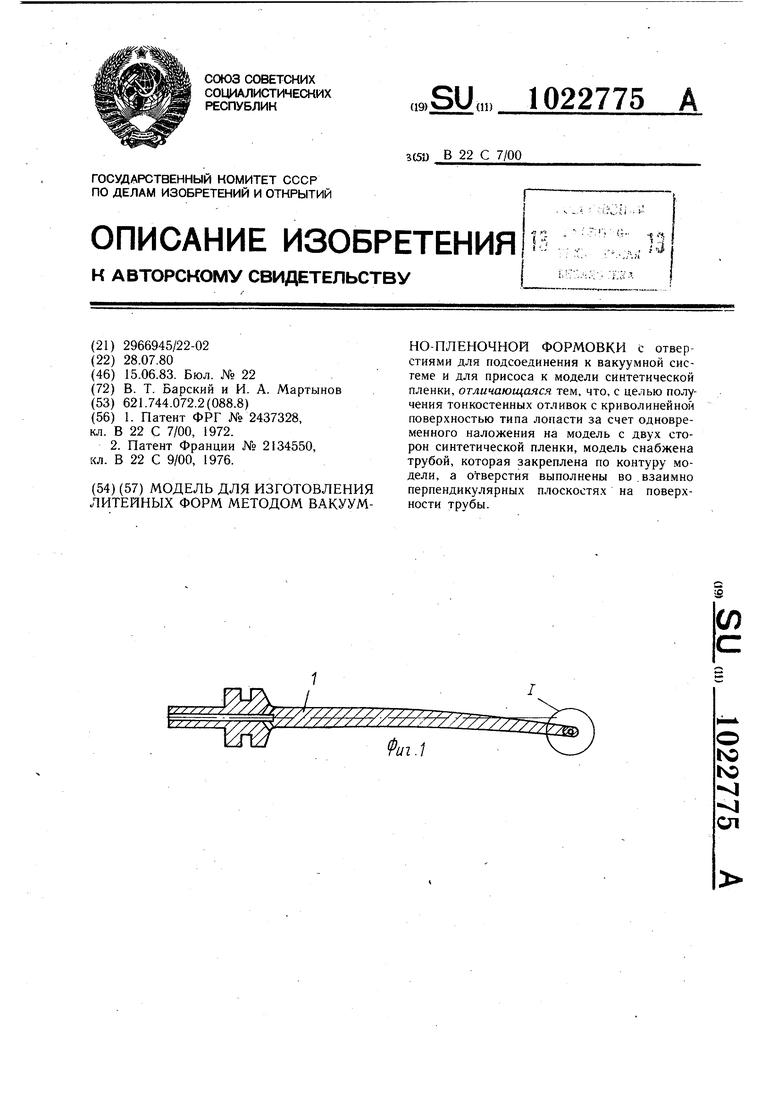
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБОБУЛОЧНОГО ИЗДЕЛИЯ | 2010 |
|
RU2437328C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ГАСТРОСТОМИИ | 1996 |
|
RU2134550C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
