Изобретение относится к сварочному оборудованию, используемому при стыковом соединении труб и других цилиндрических изделий с внутренними кольцевыми швами в процессе их вращения.
Внутренние кольцевые швы выполняют па установках, содержащих консольно закрепленную несущую штангу со сварочной головкой на конце.
Цель изобретения - повышение качества
ставленная и предварительно напряженная таким образом штанга 2 удерживает в исходном положении сварочную головку 3 и роли- коопору 4 на весу. Предварительно собранные и сваренные наружным технологическим швом трубы транспортным рольгангом натаскиваются на штангу 2 несколько ниже уровня сварки до совмещения стыка с плоскостью сварочной головки 3. Затем трубы поднимаются над рольгангом подъемносварных швов за счет обеспечения стабиль- транспортными опорами до контакта с роликоопорой 4. При этом напряжение в штанге 2 несколько уменьшается, но его достаточно для исключения колебаний штанги и обеспечения положения сварочной головки 3
ности положения сварочной головки в горизонтальной и вертикальной плоскостях.
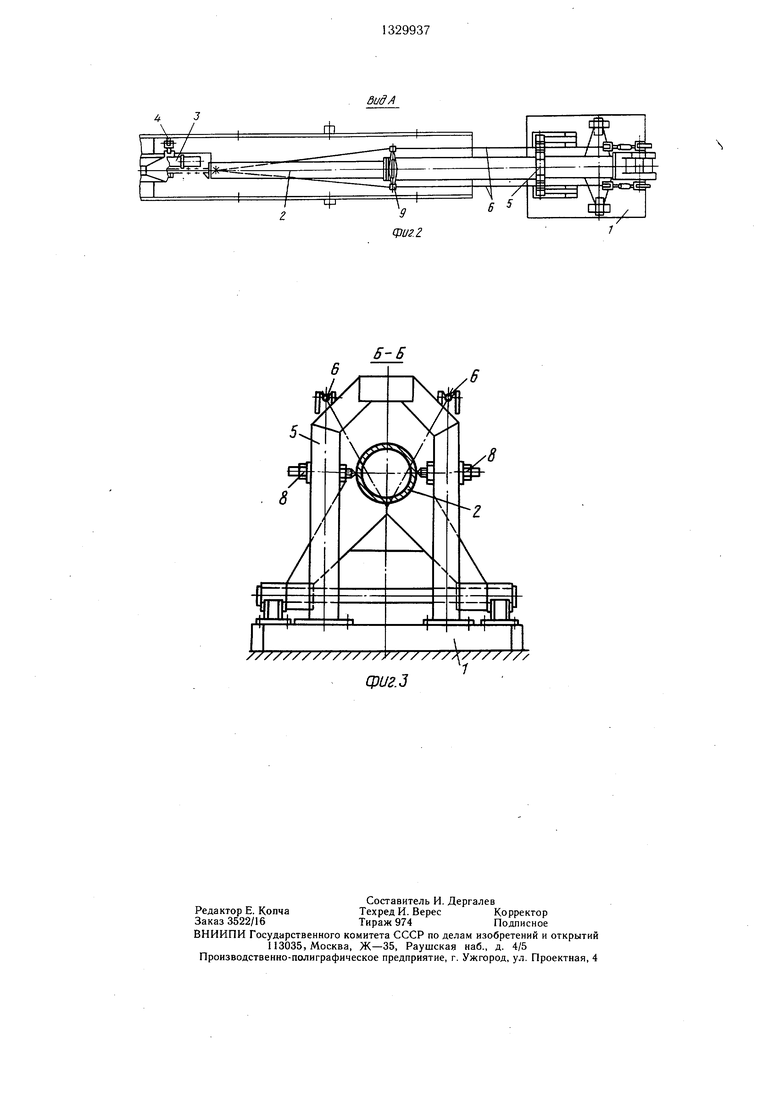
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1..
Установка содержит неподвижную станину 1, на которой шарнирно с возможностью вертикальной регулировки закреплена штанга 2 со сварочной головкой 3 и роликовой опорой 4. На станине 1 жестко закреплена П-образная стойка 5, на которую опираются две гибкие растяжки 6, с одной стороны соединенные с концом щтанги, удерживающей сварочную головку, а с другой закрепленные на станине с возможностью регулировки по длине посредством талрепов 7. Стойка 5 охватывает штангу 2 и дополнительно удерживает ее в горизонтальной плоскости посредством регулируемых упоров 8. Штанга 2 в средней части снабжена опорной траверсой 9, которой взаимодействует с растяжками 6 лри их натяжении. На хвостовой части штанги 2 в качестве противовеса смонтированы катущки с электродной проволокой.
Установка работает следующим образом.
Наличие опоры в виде жестко закрепленной стойки 5, регулируемых упоров 8 и растяжек 6 позволяет придать штанге устойчивость против колебаний в горизонтальной плоскости. При этом регулировкой упоров 8 и растяжек 6 не только выбирают люфт в шарнирном соединении штанги 2 со станиной 1, но и предварительно нагружают щтангу в пределах упругих деформаций, обеспечивая ей больщую устойчивость. Выставленная и предварительно напряженная таким образом штанга 2 удерживает в исходном положении сварочную головку 3 и роли- коопору 4 на весу. Предварительно собранные и сваренные наружным технологическим швом трубы транспортным рольгангом натаскиваются на штангу 2 несколько ниже уровня сварки до совмещения стыка с плоскостью сварочной головки 3. Затем трубы поднимаются над рольгангом подъемнотранспортными опорами до контакта с роли транспортными опорами до контакта с роликоопорой 4. При этом напряжение в штанге 2 несколько уменьшается, но его достаточно для исключения колебаний штанги и обеспечения положения сварочной головки 3
г в горизонтальной плоскости. Стабильное положение с варочной головки повышает качество швов не только за счет уменьшения дефектов сварки, но и за счет повышения точности направления электрода по свариваемому стыку при дистанционном его на20 блюдении и корректировке.
Формула изобретения
5
0
5
Установка для дуговой сварки внутренних кольцевых щвов труб, содержащая станину, на которой щарнирно с возможностью регулировки в вертикальной плоскости закреплена щтанга, на свободном конце которой смонтированы головка и роликовая опора, отличающаяся тем, что, с целью повышения качества сварных щвов за счет обеспечения стабильного положения сварочной головки в горизонтальной и вертикальной плоскостях, установка снабжена устройством для создания в щтанге предварительных напряжений в вертикальной и горизонтальной плоскостях, выполненным в виде
закрепленной на станине и охватывающей штангу П-образной стойки с регулируемыми боковыми упорами и опирающимися на нее гибкими растяжками, которые с одной стороны соединены с концом штанги, а с дру- 0 гой закреплены на станине с возможностью регулировки по длине, при этом щтанга в средней своей части снабжена взаимодействующей с растяжками опорной траверсой.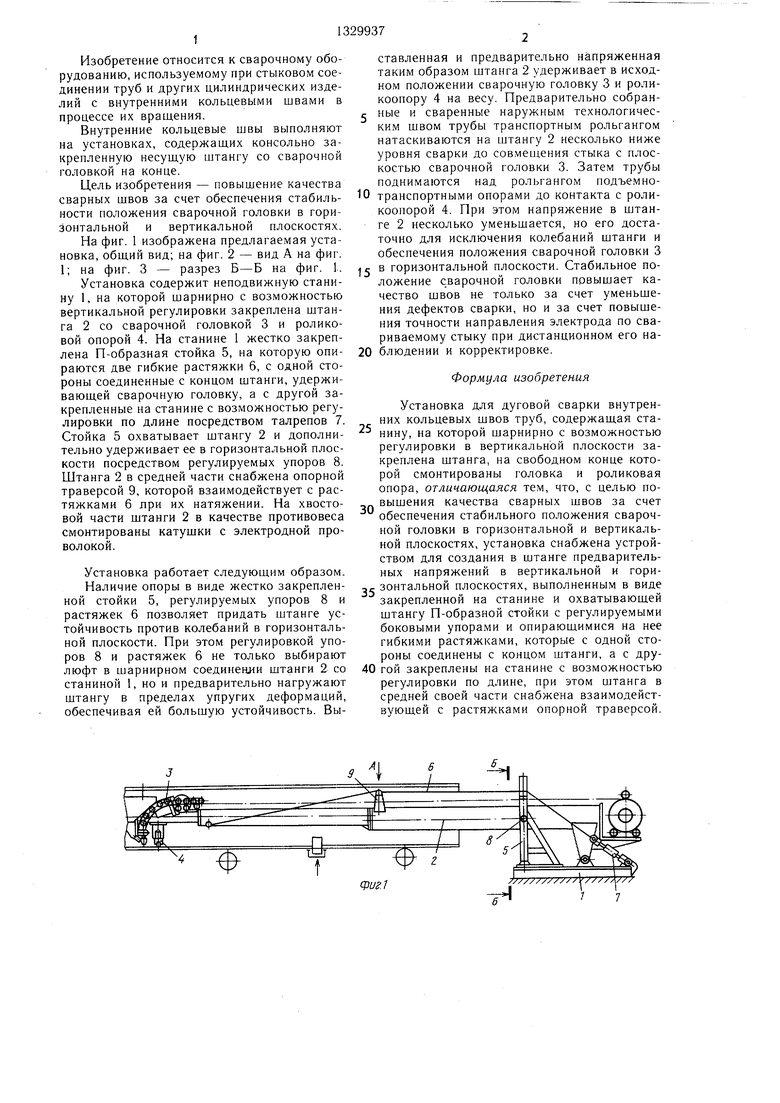
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1985 |
|
SU1368139A1 |
| Установка для сварки электрозаклепками | 1978 |
|
SU827285A1 |
| СВАРОЧНЫЙ СТАН | 2007 |
|
RU2358848C1 |
| Стенд для сборки под сварку кольцевых швов изделий | 1979 |
|
SU863279A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОБЪЕКТОВ СО СТЕНКАМИ НЕРЕМЕННОЙ И ПОСТОЯННОЙ КРИВИЗНЫ | 1969 |
|
SU244532A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Поточная механизированная линия для изготовления барабанов ленточных конвейеров | 1975 |
|
SU737176A1 |
| Установка для обработки цилиндрических изделий | 1990 |
|
SU1773656A1 |
| Устройство для сварки в среде защитных газов | 1972 |
|
SU479581A1 |
Изобретение относится к сварочному оборудованию, используемому при стыковом соединении труб с выполнением внутренних кольцевых швов на установках, содержащих консольно закрепленную несущую штангу со сварочной головкой на конце. Цель изобретения - повышение качества сварных швов. Установка содержит станину, шарнирно установленную с возможностью регулирования по высоте, штангу, на одном конце которой установлена катушка с электродной проволокой, а на другом - сварочная головка с копиром. Установка имеет П-образную стойку с регулируемыми боковыми упорами и опирающимися на нее гибкими растяжками. Последние соединены с одной стороны с концом штанги, а с другой - со станиной. Растяжки регулируются по длине и в средней части взаимодействуют с опорной траверсой. При этом обеспечивается стабильное положение сварочной головки в горизонтальной и вертикальной плоскостях за счет отсутствия зазора между боковым роликом штанги и стенкой трубы. Это исключает подрезы, не- провары. 3 ил. (С ел со N3 СО со со 
CPU2.3
| УСТРОЙСТВО ДЛЯ СВАРКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1969 |
|
SU421463A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
