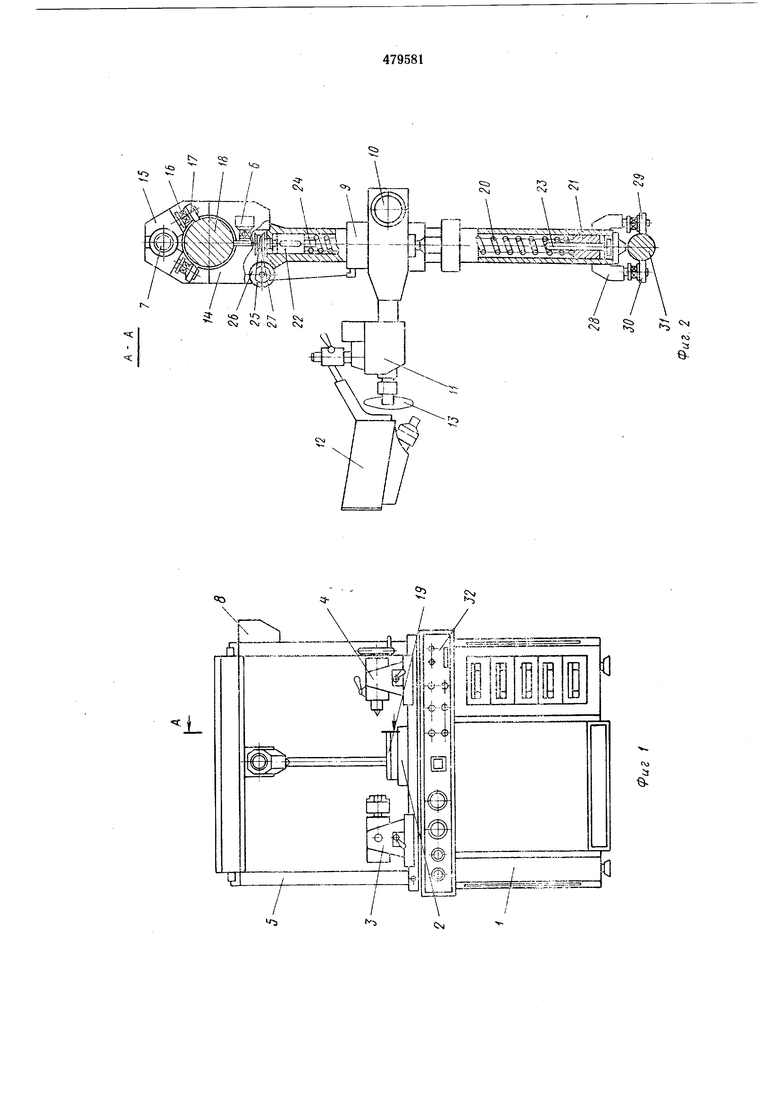
подшипниками 29, 30. Оии перемещаются по цилиплрической направляющей 31. На панели управления 32 (см. фиг. 1) смонтирована наладочная и пусковая аппаратура. Устройство работает следующим образом. Листовые заготовки 19 крепятся в приспособлении 2. Сварочная головка 13 подводится к свариваемым заготовкам. Это производится перемещением вручную кронштейна 9 по штанге 15. Для облегчения этого перемещения вес кронштейна 9 с установленными на нем узлами уравновешивается пружиной сжатия 20. Регулировка усилия сжатия производится винтом 23 и гайкой 21. Сила веса кронштейна 9 преобразовывается посредством тросика 25, блоков 26 и 27 во вращательное движение винта 24. Винт 24, вращаясь, перемещает поступательно гайку 22, которая воздействует на пружину сжатия 20. При подъеме кронштейна 9 пружина сжатия 20 способствует преодолению его веса. При опускании кронштейна 9 пружина сжатия 20 выполняет роль демпфирующего устройства, обеспечивая плавное скольжение по штанге 15. Точный подвод сварочной головки 13 к свариваемым заготовкам 19 и автоматическое обеспечение заданного расстояния от ее торца до свариваемой поверхности осуществляется посредством узла вертикального и поперечного перемещения сварочрюй головки 10. Качество сварки и правильность установки сварочной головки 13 контролируется по проектору сварочной дуги 12, который установлен на корпусе И.
При сварке продольных швов каретка 14 перемещается по цилиндрической направляющей 18 посредством ходового винта 7, привод которого осуществляется автономным регулируемым электроприводом 8. Каретка 14 входит в узел продольного перемещения сварочной головки 6, который смонтирован на двух вертикальных стойках 5. Каретка 14 движется по цилиндрической направляющей 18 за счет качения по последней подщипников 17. Регулировка положения подщипников качения 17 относительно цилиндрической направляющей 18 производится поворотом эксцентриков 16, закрепленных на штанге 15. Для обеспечения точности линейного перемещения сварочной головки 13 на наружной цилиндрической поверхности штанги 15, в нижней ее части, установлена вилка 28 и жестко с ней смонтированные подшипники 29, 30. Последние перемещаются по цилиндрической направляющей 31.
Для получения кольцевых щвов полые цилиндрические заготовки устанавливаются во вращателе 3 и поджимаются задней бабкой 4. При этом сварочная головка 13 остается неподвижной. Если сварочной головке 13 сообщить поступательное перемещение, то возможно получение спиральных щвов. Подбор режимов сварки и управление машиной осуществляется панелью управления 32.
Предмет изобретения
Устройство для сварки в среде защитных газов, содержащее станину с направляющими, на которых устанавливается с возможностью перемещения каретка с расположенной на ней сварочной головкой, привод, узел вертикального и поперечного перемещения сварочной головки, отличающееся тем, что с целью повышения качества сварки и удобства обслуживания, каретка выполнена в виде полой штанги, на концах которой смонтированы на эксцентриковых осях подшипники, установленные с возможностью перемещения по направляющим, а во внутренней полости штанги размещены регулируемая пружина сжатия, взаимодействующая с гайкой, установленной с возможностью возвратно-поступательного перемещения и винт, соединенный через блок со сварочной головкой, установленной с возможностью перемещения по внешней поверхности щтанги.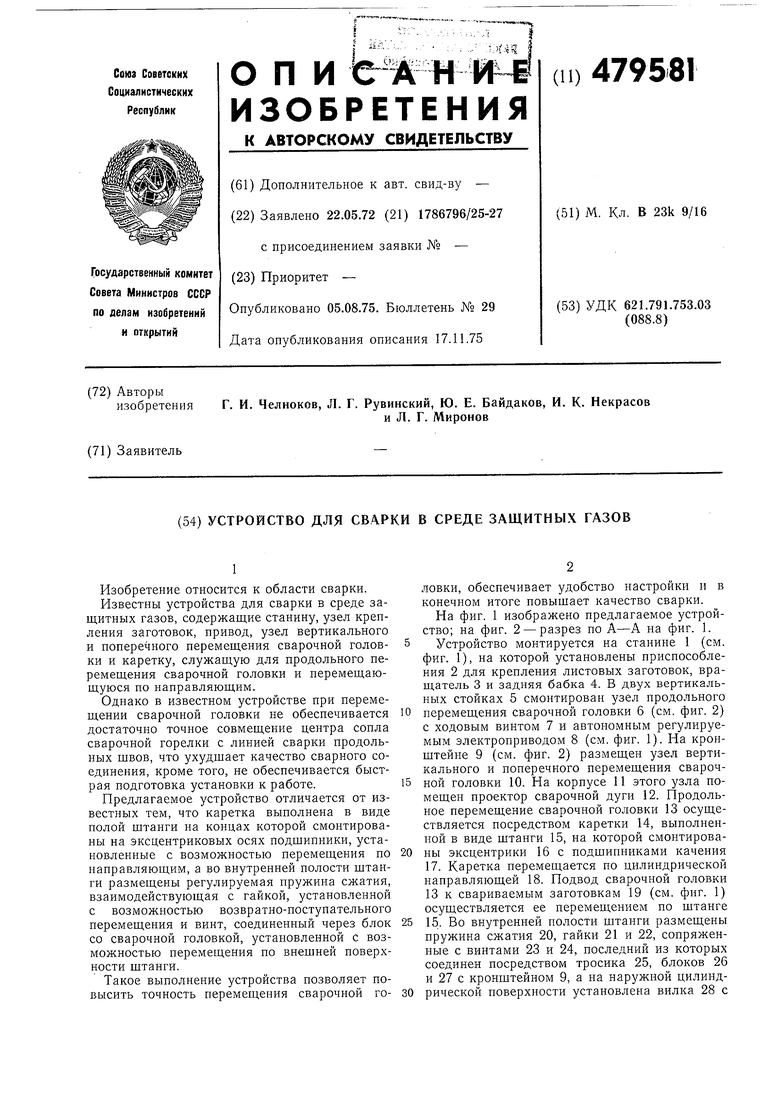
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для одновременной сварки двух угловых или нахлесточных швов | 1974 |
|
SU647088A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТРОЙСТВО для СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ОВАЛЬНОГО СЕЧЕНИЯ | 1972 |
|
SU327982A1 |
| Следящее устройство для сварки криволинейных угловых швов | 1987 |
|
SU1447625A1 |
| Устройство для соединения полотнищ из полимерных материалов | 1975 |
|
SU526515A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |