Изобретение относится к мета1гл:ур-, гни, а конкретнее к способам термической обработки деталей из мартен- ситностаренлцих сталей.
Цель изобретения - стабилизаци:я размеров деталей при термической обработке.
Способ термической обработки включает нагрев деталей при температуре ACj -(30-50)°С, закалку от 950-1Ci2CfС и старение при ЗЗО-ЗЗО С.
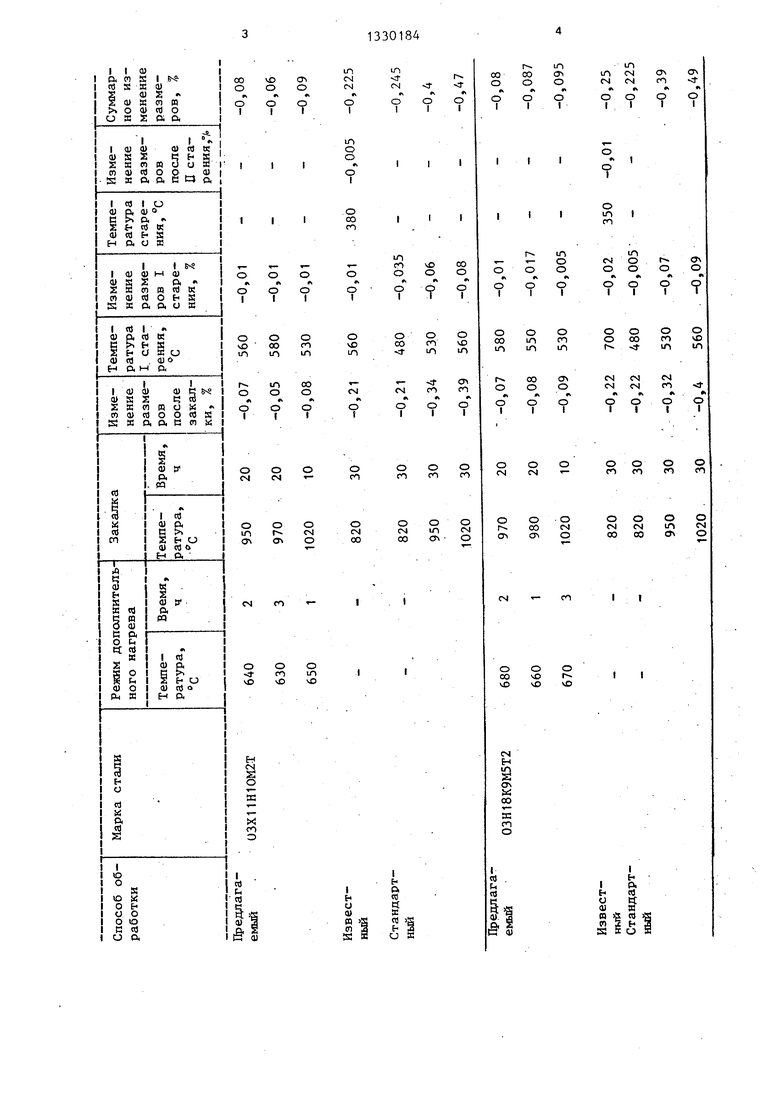
Пример. Образцы 20 мм дли- но й 100 мм с шаровой головкой из не- ржавеющей мартенситностареющей стали ОЗХ11Н10М2Т и мартенситностареющей стали ОЗН18К9М5Т2 подвергались термической обработке по следующему режиму: предварительный нагрев до 630- в течение 1-3 ч, нагрев до 950- 1020 С в течение 10-20 мин, закалка в воде и старение при 530-580 С в течение 1-3 ч. Результаты измерений длины, приведенных на оптиметре ИКВ с точностью 0,001 мм, представлены в таблице. Дпя сравнения там же указаны данные изменения длины образцов после обработки по известному (закалка от температуры 820°С, старение при 560 и , 1-3 ч) и стандартному (закалка от SiJO-IOZO C, старение при 480-560°С, 1--3 ч) способам.
Из таблицы видно, что суммарное изменение размеров после обработки сталей по предлагаемому способу 0,06- 0,095%, а после обработки по известному и стандартному 0,225-0,49%.
Таким образом использование предлагаемого способа приводит к повьппе- нию в 2-5 раз стабилизации размеров деталей из нержавеющих мартенситно- старекщих сталей,, Наряду с этим применение данного способа позволяет исключить операцию механической обработки при термической обработке прецизионных деталей. .
Формула изобретения
Способ термической обработки прецизионных деталей из нержавеющих мар- тенситностареющих сталей, включающий закалку и старение при 530-580 0, отличающийся тем, что, с целью стабилизации размеров деталей перед закалкой проводят дополнительный нагрев при температуре ACj -(30-50)°С в течение 1-3 ч и закалку от температуры 950-1020 0 осуществляют после выдержки в течение 10-20 мин
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нержавеющих мартенситностареющих сталей | 1987 |
|
SU1520113A1 |
| Способ термической обработки мартенситно-стареющих сталей | 1987 |
|
SU1553564A1 |
| Способ термической обработки деталей из нержавеющих мартенситностареющих сталей | 1976 |
|
SU569611A1 |
| Способ термической обработки деталей из нержавеющих мартенситностареющих сталей | 1975 |
|
SU584044A1 |
| Способ изготовления высокопрочных тонкостенных спиральношовных труб | 1978 |
|
SU780923A1 |
| Способ обработки деталей | 1985 |
|
SU1330185A1 |
| Способ термической обработки нержавеющих мартенситностареющих сталей | 1985 |
|
SU1321756A1 |
| Способ термической обработки сварных соединений из мартенситностареющих сталей | 1980 |
|
SU1022996A1 |
| Способ термической обработки нержавеющих мартенситностареющих сталей | 1981 |
|
SU988884A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОРРОЗИОННО-СТОЙКИХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2013 |
|
RU2535889C1 |
Изобретение относится к области металлургии, конкретнее к способам термической обработки деталей из мар- тенситностареющих сталей. Целью изобретения является стабилизация размеров деталей при термической обработке. Способ включает нагрев деталей до температуры Ас, -(30-50), закалку от температуры 950-1020°С и старение при температуре 530-580 С. Применение описьюаемого способа позволяет получить высокую стабильность размеров при термообработке (0,06 - 0,095%), а также исключить операцию механической обработки при термической обработке прецизионных деталей. 1 табл. (Л ее со 00 4
| Перкас М.Д | |||
| Высокопрочные мар- тенситностареющие стали | |||
| М.: Машиностроение, 1970, с.224 | |||
| ВСЕСОЮЗНАЯ 1|Пнт:нтно-ТЕ):;^Г1г.::^;5| | 0 |
|
SU305195A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
