1
13301
Изрбретение относится к металл.ургии, в частности к термической обработке мартенситностареющих сталей (м.с.с) и может быть испол| зовано при изготовлении высокоточных деталей для прецизионных приборов.
Цель изобретения - повышение прецизионного предела упругости и размерной стабильности деталей,
Термообработка по предлагаемому способу состоит из следующих операций: гомогенизация в слитках,, ко- .торую проводят при необходимости в интервале температур 1100-1250 С (в зависимости от химсостава стали) или при теплосменах в интервале температур 800-950 С с охлаждением на воздухе; закалка с температуры 850 - 1100 с (в зависимости от химсоста- ва),.охлаждение на воздухе; механическая обработка; старение при температуре 450-525°С (в зависимости от химсостава стали); окончательная ме- .ханическая обработка (операция тонко го точения, шлифования, доводки), (Которая может включать в себя одну операцию, комбинацию из этих опера- ций или все операции.; стабилизирующая термообработка: охлаждение до температуры (-70) - (-196)0 с выдержкой 10-20 мин и нагрев до 180 - с выдержкой 60-70 мин с повторением цикла 3-5 раз (в зависимости от требований по размерной стабиль- ности).
Обработка по указанному способу обеспечивает снятие напряжений от механической обработки, стабилизацию мартенсита, остаточного аустанита и дислокационной- структуры.
По полученным нами данным обработка холодом при температурах выше (-70гС (-50)°С и нагрев до темера- туры ниже 180-220 С ()практически не приводит к повышению предела упругости 6 0,00$ 117 кг/мм про
ТИБ
0,005
128 кгс/мм по предлагаемому способу (см.таблицу). Тем- йература 180 - является предел н-ой температурой нагрева м.с.с. без окисления поверхности в печи, с неконтролируемой атмосферой.
Предварительные эксперименты показали, что выдержки при отрицатель-
5 0 g
0
5
о
g
852
ной (-70) - () и положительной (180 - 220 С) температурах менее 10 мин и 1 чвсоответственно приводит к снижению эффекта от предложенной обработки.
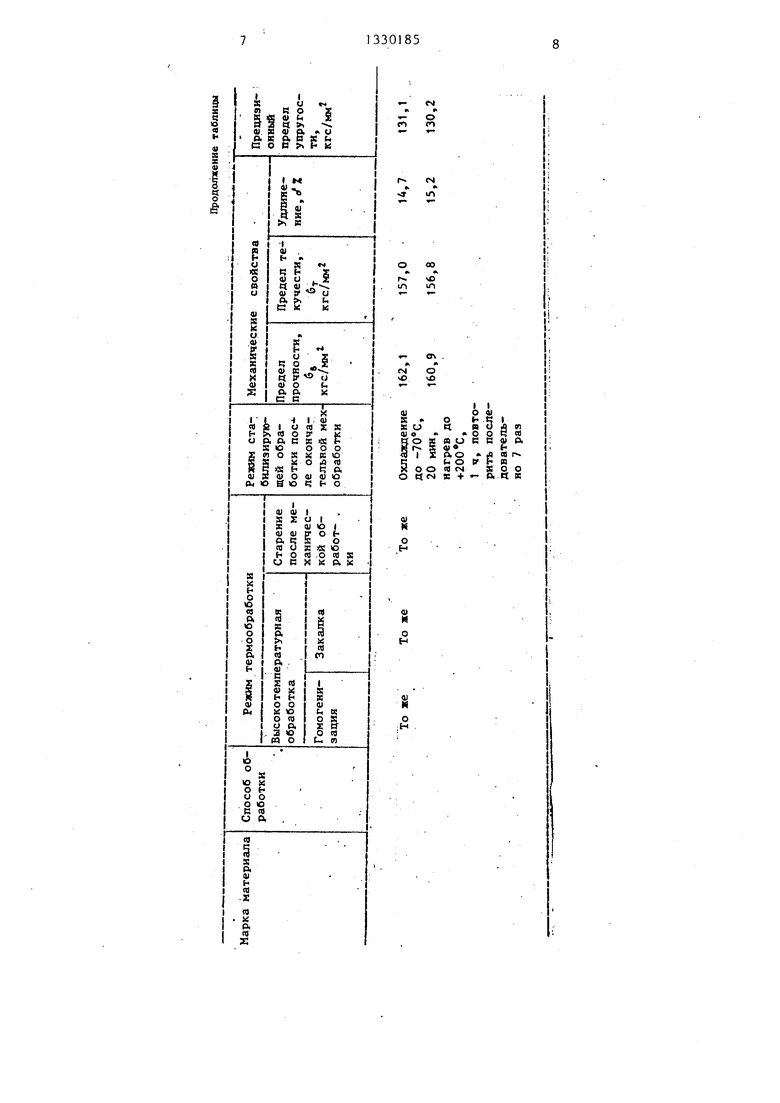
Число циклов п 3-5 необходимо для прохождения релаксационных процессов и созданию стабильного структурного состояния в материале, обеспечивающего повышение прецизионного предела упругости, характеризующего размерную стабильность деталей при эксплуатации. Дальнейшее увеличение числа циклов (п 7) нецелесообразно, так как прс1ктически не приводит к повышению прещизионного предела упругости (таблица). Количество циклов п 3, 4, 5 выбирается с учетом требован ий по размерной стабильности деталей.
Пример. Проводят обработку образцов, изготовленных из заготовок литой и деформированной м.с.с.
Состав сталей ОХПН6Г2Д2МЛ, %: Сг 10,45; Ni 7,06; Mo 1,5; Мп 1,8; Си 1,95; С 0,08; А1 0,5; Fe основа. ОЗХ11Н10М2Т (ЭП 678),%: Сг 10,6; Ni 9,5; Mo 2,0; Mn 0,1; С 0,030; Ti 1,0; Al 0,25; Nb 0,15, Fe основа.-
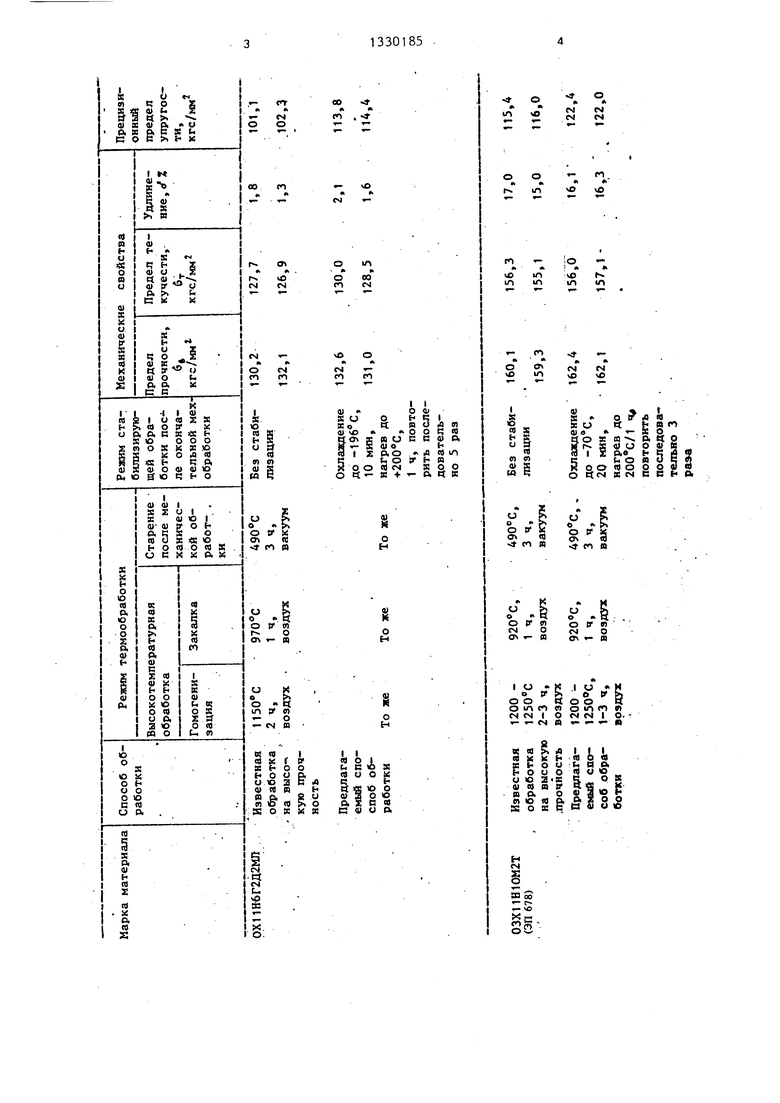
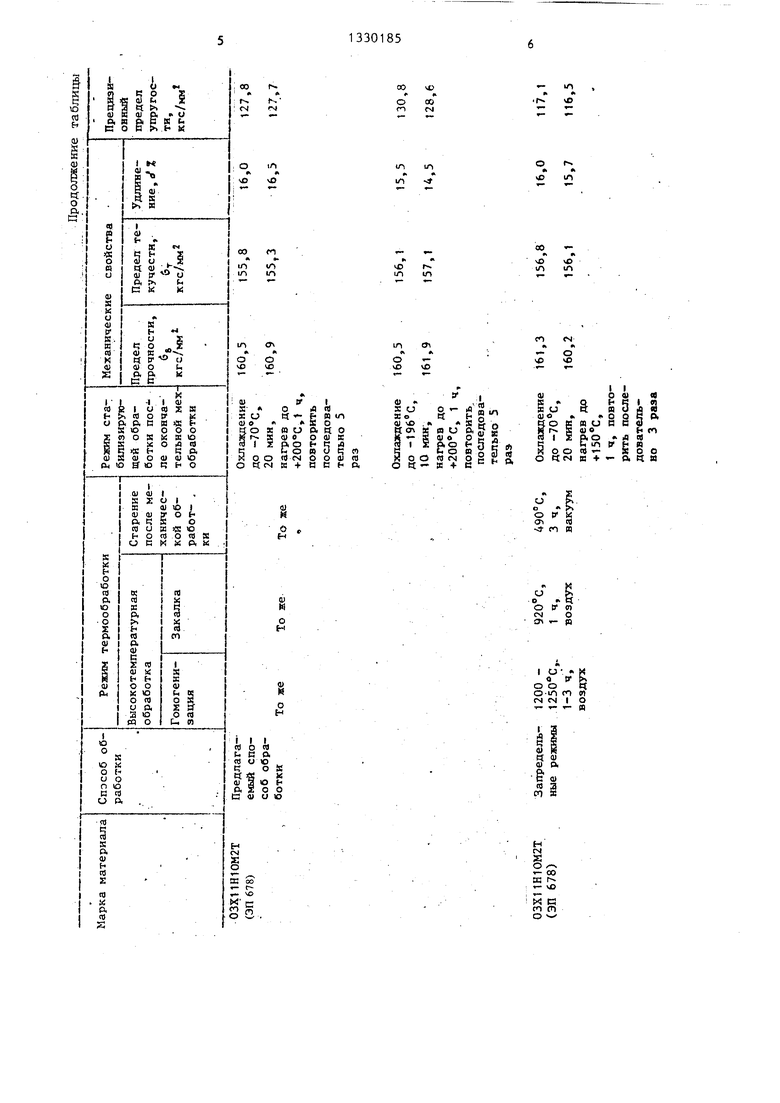
Заготовки из литой м.с.с. и ЭП 678 подвергают гомогенизации при температурах 1150°С и 1200-1250°С соответственно. Далее нагретые до 970t10°C заготовки из литой м.с.с. и до 920t10°C - из ЭП 678 закаливают на воздухе, после чего изготавливают образцы с припуском под окончательную механическую обработку и проводят старение при 490tlO C в течение 3 ч и окончательную механическую обработку. Окончательно изготовленные образцы подвергают стабилизирующей обработке при знакопеременных температурах по режимам, указанным в таблице. Для получения сравнительных данных часть образцов испытывают без дополнительной обработки,
Во всех группах образцов определяют значения механических свойств и прецизионного предела упругости - 6 o,oos .
Данные сведены в таблицу.
00 t4
- ю
f О
1Л
vf
о
с
1Л
( 1Л
VO 1Л
О 1Л
о
со
ЛО
- о
чО «
- -„ о о
Чем|С+ -р.ЦЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Мартенситностареющая сталь | 1986 |
|
SU1388457A1 |
| Способ термической обработки мартеноситностареющих сталей | 1975 |
|
SU541876A1 |
| Способ термической обработки мартенситностареющих сталей | 1980 |
|
SU933746A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ИЗ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2010 |
|
RU2441730C2 |
| Способ термической обработки мартенситностареющей стали | 1990 |
|
SU1759906A1 |
| Способ термической обработки мартенситностареющих сталей | 1981 |
|
SU1087553A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОРРОЗИОННО-СТОЙКИХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2013 |
|
RU2535889C1 |
| Способ термической обработки высокопрочных нержавеющих мартенситностареющих сталей | 1980 |
|
SU876746A1 |
| Способ термической обработки прецизионных деталей из нержавеющих мартенситностареющих сталей | 1984 |
|
SU1330184A1 |
| Способ термической обработки мартенситно-стареющих сталей | 1976 |
|
SU616302A1 |
Изобретение относится к области металлургии, в частности к термической обработке мартенситноста- реющих сталей, и может быть использовано при изготовлении высокоточных деталей для прецизионных приборов.. Целью изобретен ия является повьшение прецизионного предела упругости и размерной стабильности деталей. Детали после окончательной механической обработки подвергают стабилизирующей 5-кратной термообработке: охлаждению до с вьщержкой Ю мин, нагрев до с выдержкой 1 ч. Указанная обработка обеспечивает повышение прецизионного предела упругости с 101,1 до 114,4 кгс/мм . 1 з.п. ф-лы,1 табл. i (Л со со 00 ел
н
м
§
г- ОО 03 Г о
X СЗ
СП (Т)
о
Как видно из таблицы, способ обра ботки повышает прецизионный предел Упругости при сохранении уровня механических свойств (прочности и пла- . стичности) литой м.с.с. ОХ11Н6Г2Д2МЛ и деформированной м.с.с. ЭП 678 примерно на 10% в сравнении с широко применяемым известным способом обработки.
Использование способа обработки для деталей из мартенситностареющих сталей обеспечивает по сравнению с с суще с твующими способами повышение сопротивления микропластическим де- формациям (прецизионного предела упругости) и стабильности размеров высокоточных деталей прецизионных изделий при сохранении высокого уровня прочности и пластичности; а также эффективное использование для деталей высокоточных приборов, длительно работающих в интервале (+150) С - (.
Составитель А.Орешкина Редактор И.Силяник Техред И.Попович Корректор В.Бутяга
Заказ 3542/28 Тираж 549. Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
185
Ф о р м у л а
10 из обретения
Ф
, при ведут
с выдержкой этом обрабо т многократ 2. Способ по П.1, о тлич аю- щ и и с я тем,,что детали подвергают 3-5-кратной обработке холодом с нагревом.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НЕРЖАВЕЮЩИХСТАЛЕЙ | 0 |
|
SU249409A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 1971 |
|
SU417497A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Бирман С.Р | |||
| Экономнолегированные мартенситностареющие стали | |||
| М.: Металлургия, 1984, с.18 | |||
| Потак Я.М | |||
| Высокопрочные стали | |||
| М.:.Металлургия, 1977, с.114. | |||
