13
Изобретение относится к обработке резанием и может быть использовано при фрезеровании детален, преимущественно на станках с программным управ-
лением, и является усовершенствованием способа по авт.св. № 1234065,
Цель изобретения - повышение точности обработки.
Цоль достигается тем, что на учас- тках контурной поверхности, примыкающих к нескольким ступеням дна полости, смещение траектории фрезы к контурной поверхности на величину отжима фрезы от детали позволяет компенси- ровать отклонение расположения соответствующих участков контурной поверхности, вызванное податливостью системы СПИД.
На. чертеже показана схема фрезе- рования контурной поверхности детали предлагаемым способом,
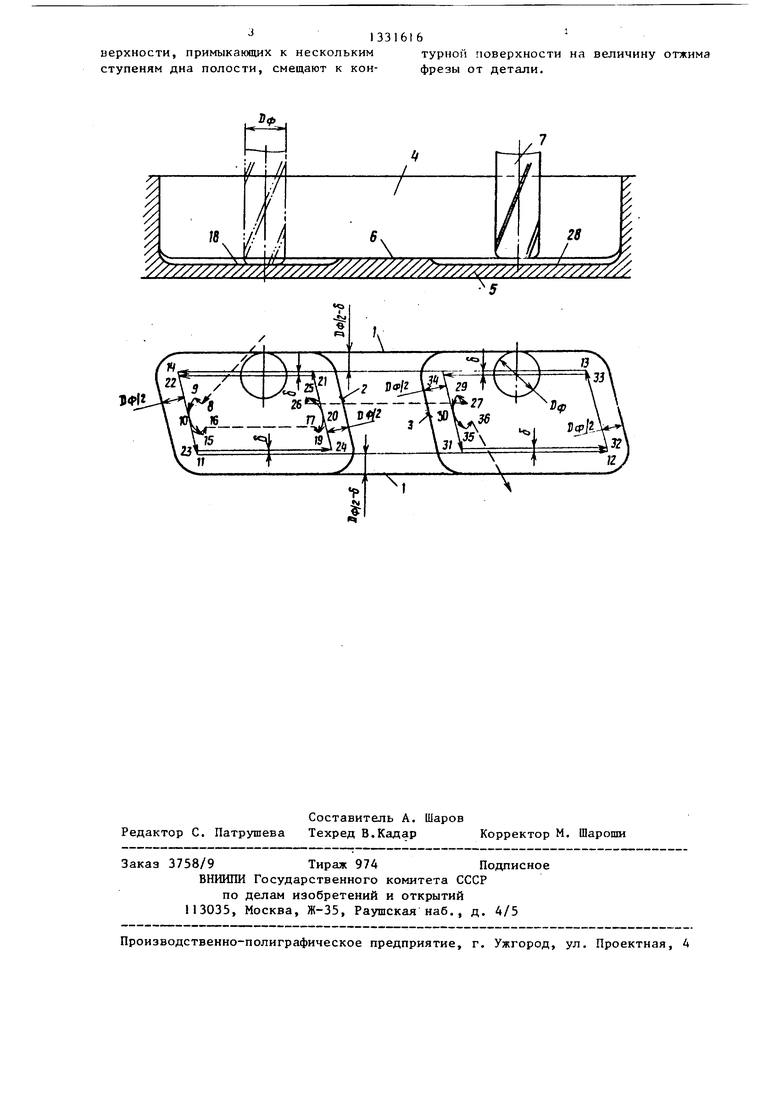
Фрезерование контурной поверхности 1-2-3 полости 4 детали 5 начинают на уровне наименее глубокой степени 6 дна полости 4 детали 5. При этом фрезу 7 подводят в точку 8 и опускают до уровня ступени 6 дна. Из точки 8 через точку 9 осуществляют врезание фрезы 7 в точке 10, отстоящей от кон- тура полости 4 на расстоянии Бф/2, после чего ведут фрезерование рабочим ходом фрезы 7 по траектории 10-11-12- 13-14-10, эквидистантно сторонам контурной поверхности 1, причем на участ ках 11-12 и 13-14 траекторию центра фрезы 7 смещают к контурной поверхности 1 на величину еГ отжима фрезы 7 от детали 5 и перемещают на расстоянии (Вф/2 -с ) от контурной поверхности 1, На участках 10-11, 12-13 и 14-10 центр фрезы 7 перемещают по траектории, отстоящей от контурной поверхности I на расстоянии , В точке 1 фрезу 7 отводят от обработанной кон- турной поверхности 1 через точку 15 в точку 16,
Дпя выполнения следующего рабочего хода фрезу 7 перемещают в точку 17, опускают до уровня ступени 18 дна по- лести 4 детали 5. Из точки 17 через точку 19 осуществляют врезание фрезы 7 в точке 20, После чего ведут фрезерование рабочим ходом фрезы 7 по траектории 20-21-22-23-24-20, экви- дистантной контурной поверхности 2 и отстоящей от контурной поверхности 2 на расстоянии , При этом на участках 21-22 и 23-24 траекторию фре162
зы 7 смещают относительно траектории предыдущего рабочего хода в противоположном направлении Eia величину У отжима фрезы 7 от детали 5 при предыдущем рабочем ходе на тех же участка контурной поверхности 1. На участке 22-23 одновременно с фрезерование контурной поверхности 2 происходит фрезерование ранее обработанной контурной поверхности 1 с глубиной резания, определяемой величиной о отжима фрезы 7 при первом рабочем ходе на участке 14-11, Вместе с этим удаляются следы местных выработок, образованные в зоне точки 10, в которой призводилось врезание и отвод фрезы 7 при первом рабочем ходе. В точке 20 фрезу 7 отводят от обрабатываемой контурной поверхности 2 через точку 25 в точку 26.
Дпя подготовки следующего рабочег хода фрезу 7 перемещают в точку 27 и опускают до уровня ступени 28 дна полости 4 детали 5, Из точки 27 через точку 29 осуществляют врезание фрезы 7 в точке 30, после чего ведут фрезерование рабочим ходом фрезы 7 по траектории 30-31-32-33-34-30, эквидистантной контурной поверхности 3 и отстоящей от контурной поверхности на расстоянии , При этом на участках 31-32 и 33-34 траекторию фрезы 7 смещают относительно траектории предыдущего (первого) рабочего хода н противоположном направлении на величну с/ отжима фрезы 7 от детали 5 при предыдущем рабочем ходе на тех же участках контурной поверхности 1. На участке 32-33 одновременно с фре- зероианием контурной поверхности 3 происхо ;ит фрезерование ранее обрабо- танно контурной поверхности с глубиной , определяемой величиной с/ отжима фрезы 7 при первом рабочем ходе на участке 12-13, В точке 30 фрезу 7 отводят от обрабатываемой контурной поверхности 3 через точку 35 в точку 36 и выводят из полости 4 детали 5.
Формула изобретения
Способ фрезерования контурной поверхности детали по авт.ев, 1234065 отличающийся тем, что, с целью повышения точности, траекторию фрезы на участках первого рабочего хода вдоль сторон контурной по 1331616
верхности, примыкающих к нескольким турной поверхности на величину отжима ступеням дна полости, смещают к кон- фрезы от детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования контурной поверхности детали | 1984 |
|
SU1234065A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования контурных поверхностей угловыми переходами сторон | 1985 |
|
SU1351726A1 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Способ фрезерования контурных поверхностей с угловыми переходами сторон | 1986 |
|
SU1397194A1 |
| Способ фрезерования плоскостей | 1977 |
|
SU738785A1 |
Изобретение относится к обработке резанием и может быть использовано при фрезеровании деталей преимущественно на станках с программным управлением. Цель изобретения состоит в повьшении точности обработки. При фрезеровании контурной поверхности детали, имеющей Hi дне полости несколько ступеней на разных уровнях, рабочие ходы фрезой выполняют вдоль всей контурной поверхности детали последовательно на уровне каждой ступени дна полости, начиная с наименее глубокой. Траекторию центра фрезы на участках первого рабочего хода вдоль сторон контурной поверхности, примыкающих к нескольким ступеням дна полости, смещают в направлении обрабатываемой поверхности на величину отжима фрезы относительно детали. При выполнении последующих рабочих ходов на тех же участках кантурной поверхности траекторию смещают в противоположном направлении на величину отжима фрезы от детали при предьщущем рабочем ходе. Врезание и отвод фрезы от обработанной поверхности при выполнении первого рабочего хода производят на участ- д ке контурной поверхности, примыкаю- щем только к одной более глубокой сту- ступени дна полости, а врезание и отвод фрезы при каждом следующем, после первого, рабочем ходе осуществляют на участке контурной поверхности, раз-5 деляющем ступени дна полости. 1 ил. (Л N)
Составитель А. Шаров Редактор С. Патрушева Техред В.Кадар Корректор М. Шароши
Заказ 3758/9Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
