Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании деталей, преимущественно на станках с программным управлением.
Цель изобретения - повышение качества обработки за счет исключения возможности образования местных выработок, вызванных упругими перемещениями системы СПИД, на участках контурной поверхности, примыкающих к нескольким ступеням дна полости детали, а также за счет того, что удаляются следы местных выработок, образованные на участках подвода фрезы к обрабатываемой контурной поверхности и отвода ее при первом рабочем ходе, так как эти участки повторно обрабатываются при последующих рабочих ходах.
На фиг. 1 изображена схема осуществления способа; на фиг. 2 - то же, вид в плане.
Полная контурная поверхность 1-2-3 полости 4 детали 5 включает сопряженные контурные поверхности 1, 2 и 3.
Фрезерование контурной поверхности 1 - 2-3 начинают на уровне наименее глубокой ступени дна 6. При этом фрезу 7 подводят в точку 8 и опускают до уровня ступени дна 6. Из точки 8 через точку 9 осуществляют врезание фрезы 7 в точке 10, после чего ведут фрезерование рабочим ходом фрезы 7 по траектории 10-11 -12- 13-14-10, эквидистантной контурной поверхности 1. В точке 10 фрезу 7 отводят от обработанной контурной поверхности 1 через точку 15 в точку 16.
Для подготовки следующего рабочего хода фрезу 7 перемещают в точку 17, опускают до уровня ступени дна 18. Из точки 17 через точку 19 осуществляют врезание фрезы 7 в точке 20, после чего ведут фрезерование рабочим ходом фрезы 7 по тра
ектории 20-21-22-23-24-20, эквидистантной контурной поверхности 2. При этом на участках 21-22 и 23-24 траекторию фрезы 7 смещают по контурной поверхнос- ти 1 на величину б отжима фрезы 7 от детали 5 при предыдущем ходе на тех же участках контурной поверхности 1. На участке 22-23 одновременно с фрезерованием контурной поверхности 2 происходит фрезерование ранее обработанной контурной поверхности 1 с глубиной резания, определяемой величиной отжима фрезы 7 при первом рабочем ходе на участке 14-11. При этом удаляются следы местных выработок, образованные на участке вблизи точки 10, в которой производился подвод фрезы 7 к контурной поверхности 1 и отвод фрезы 7 при первом рабочем ходе. В точке 20 фрезу 7 отводят от обработанной контурной поверхности 2 через точку 25 в точку 26.
Для подготовки следующего рабочего хода фрезу 7 перемещают в точку 27, опускают до уровня ступени дна 28. Из точки 27 через точку 29 осуществляют врезание фрезы 7 в точке 30, после чего ведут фрезерование рабочим ходом фрезы 7 по траектории 30-31-32-33-34-30, эквидистантной контурной поверхности 3. При этом на участках 31-32 и 33-34 траекторию фрезы 7 смещают от контурной поверхности 1 на величину б отжима фрезы 7 от детали 5 при предыдущем (первом) рабочем ходе на тех же участках контурной поверхности 1. В точке 30 фрезу 7 отводят от обработанной контурной поверхности 3 через точку 35 в точку 36 и выводят из полости 4 детали 5.
Изобретение обеспечивает высокое качество обрабатываемой контурной поверхности без местных выработок выще уровня наименее глубокой ступени дна полости и позволяет сократить объем работ по зачистке обработанной контурной поверхности.
587 26 25 2Г 2 0
23 27 7
/ / , / / .33 В.
Составитель А. Шаров
Редактор М. БандураТехред И. ВересКорректор И. Муска
Заказ 2682/13Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4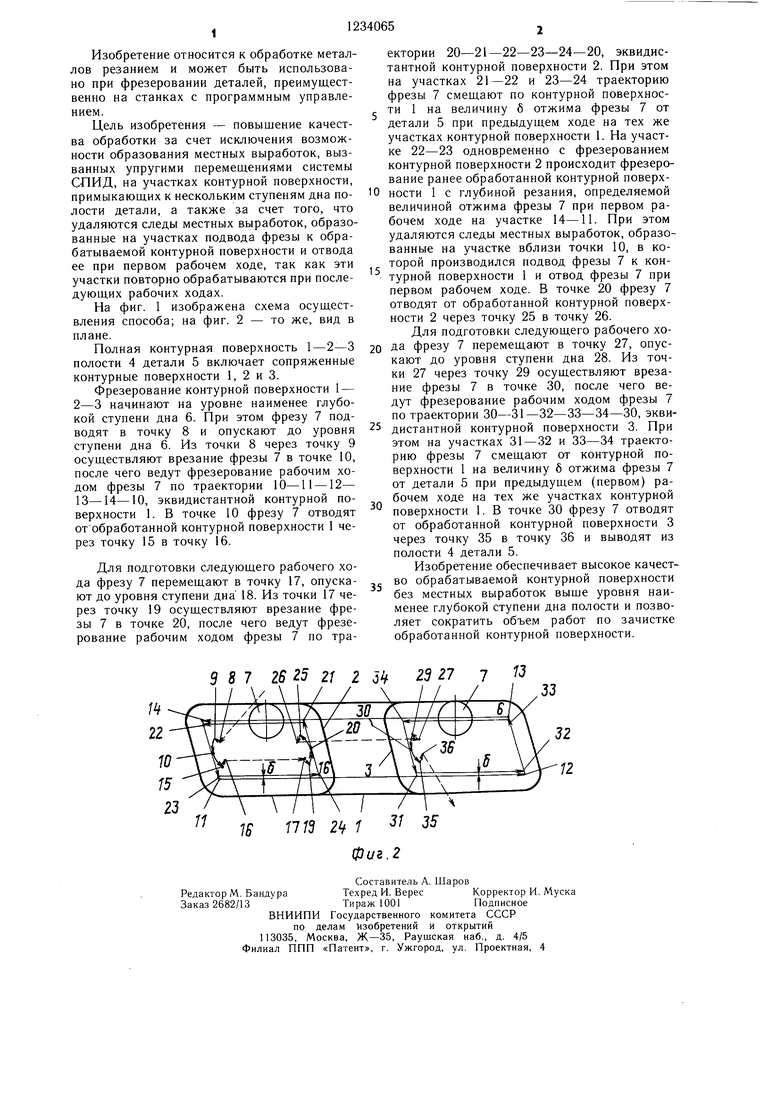
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования контурной поверхности детали | 1985 |
|
SU1331616A2 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ фрезерования контурных поверхностей угловыми переходами сторон | 1985 |
|
SU1351726A1 |
| Способ фрезерования контурных поверхностей с угловыми переходами сторон | 1986 |
|
SU1397194A1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Способ фрезерования контурных поверхностей | 1982 |
|
SU1060346A1 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| Способ фрезерования плоскостей | 1977 |
|
SU738785A1 |

| Устройство для выемки отдельных труб в экономайзерах | 1925 |
|
SU1311A1 |
| Подготовка программ для обработки деталей на фрезерных станках с числовым программным управлением | |||
| Руководящие технические материалы: НИАТ, 1971, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
| Горный компас | 0 |
|
SU81A1 |
