Изобретение относится к оборудованию для изготовления покрышек пневматических шин и может быть использовано при сборке шин радиальной конструкции, в частности для второй стадии сборки радиальных шин, в процессе которой производят операции формования каркаса шины до заданного диаметра, наложение к прикатку брекерного браслета, надбрекерных деталей и протекторной заготовки.
Целью изобретения является повышение качества прикатки за счет обеспечения отвода воздуха между брекерным браслетом и протектором заготовок грузоЕгых покрышек.
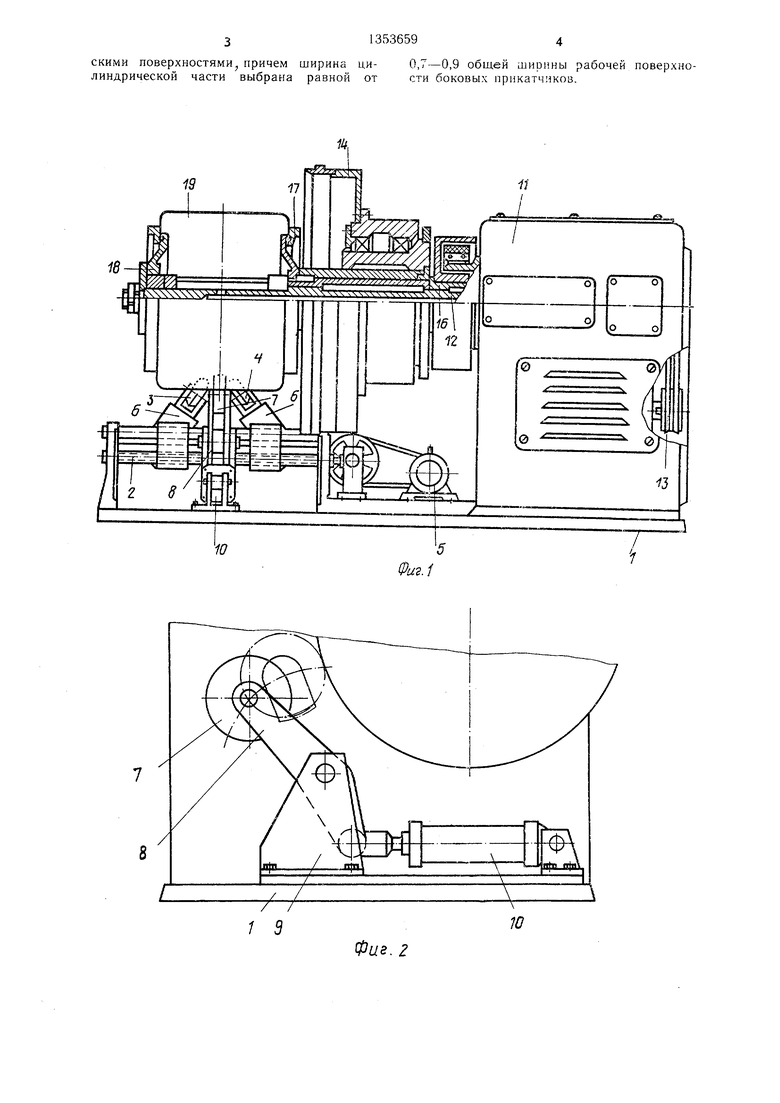
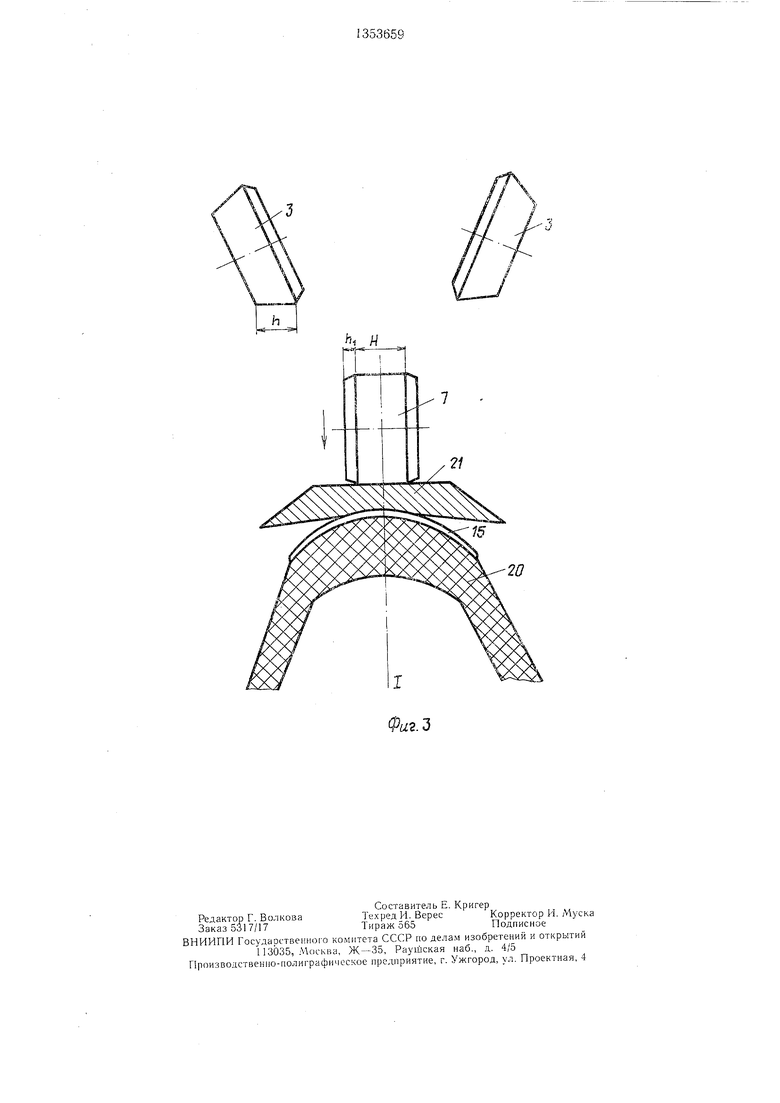
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 центральный прикаточный ролик; на фиг. 3 - последовательная стадия прикатки элементов по- крыц.1кк.
Устройство содержит смонтированные на основании 1 на приводиом ходовом винте 2 с правой и левой резьбой боковые прикат- чики 3 и 4 с конической новерхностью. Привод 5 предназначен для приведения во вра- ш,ение ходового винта 2. Каждый боковой прикатчик 3 и 4 приводит в действие приводом в виде пневмоцилиндров 6, установленных под углом равным углу конусности боковых прикатчиков 3 и 4. Л1ежду последними смонтирован центральный прикаточный ролик 7, который шарнирно смонтирован к;а рычаге 8. Последний шарнирно закреплен на опоре 9 и свободным концом шарнирно связан с силовым цилиндром 10, закрепленном на основании-1.
Центральный прикаточный ролик 7 выпо; - нен с центральной цилиндрической поверхностью шириной Н, выбранной равной 0.,7- 0,9 обш.ей ширины 2h рабочей поверхности боковых прикатчиков 3 и 4, т.е. (0,7-0,9) 2h и с боковыми коническими поверхностями шириной h|.
Устройство для прикатки устанавливается у станка для сборки, который выполнен в виде закрепленного в основании 11 несущего вала 12, связанного с приводом 13. На несущем валу 12 установлен подвижно шаблон 14 для надевания брекерного браслета 15 и втулка 6 тормоза с левой и правой резьбами.
На втулке установлен диск 17, а на валу- диск 18. На дисках 17 и 18 смонтирована диафрагма 19. Работой прикатчиков управляет автоматическая система (условно не показана).
Устройство работает следующим образом. Каркас 20 покрышки (фиг. 3 и 1), собранный заранее на станке первой стадии сборки, надевает диафрагму 19 па диски 17 и 18. Сжатый воздух подается в полость диафрагмы 19 и тормоз. Вращают вал 12, при этом левый и правый диски 18 и 17 начинают сходиться по резьбам к центру, что обеспечивает формование каркаса 20 по
5
0
5
0
5
крышки и совмещение его с центральной частью брекерного браслета 15, заранее надетого опёратором-сборнликом на шаблон 14. После отвода шаблона 14 в исходное положение производится прикатка брекерного браслета 15 конусными боковыми при- катчиками 3 и 4. Оператор-сборщик накладывает на брекерный браслет 15 протекторную заготовку 21 к стыкует ее, после чего включается центральный прикаточный ролик 7, цилиндрическая часть шириной Н которого прижимается силовым цилиндром 10 к наружной поверхности протекторной заготовки 2 и плотно дублирует ее с центральной зоной брекерного браслета 15. После чего к на;1оженной протекторной за- гоговке 21 подводятся конусные боковые при- катчики 3 и 4, которые при своем перемещении от центра осупдествляют полную прикатку протекторной заготовки 21. Цикл операций сборки завершается одновременно выполняемыми операциями удаления сжатого воздуха из гголости диафрагмы 19 и разведения в исходное положение направляющих дисков 17 и 18. Собранная покрышка снимается оператором-сборщиком и отправляется на вулканизацию.
Выполнение ролика 7 с центральной и боковой поверхностями позволяет при сборке грузовых покрышек осуществить интенсивный отвод воздуха в ц.ентре прикатки протекторной заготовки 21 за счет того, что ширина центральной части ролика 7 составляет 0,7-0,9 общей щирины рабочей поверхности боковых прккатчиков 3 и 4. Более широкая цилиндрическая поверхность ролика 7 не позволяет улучшить отвод воздуха, так как, чем шире прикатываемая поверхность, тем труднее удалить весь воздух из-под нее. Менее широкая цилиндрическая часть ролика 7 будет недостаточна для осуществления хорошего контакта протекторной заготовки 21 к брекерному браслету 15. После удаления покрышки цикл повторяется.
Формула изобретения
Устройство для прикатки к станку для сборки покрышек пневматических шин, содержащее смонтированные на основании на приводном ходовом винте с правой и левой резьбой боковые прикатчики, привод для их установки в рабочее положение, привод для ходового винта и смонтированный .между боковыми прикатчиками центральный прикаточный ролик, шарнирно связанный с силовым цилиндром, закрепленным на основании, отличающееся тем, что, с целью повышения качества прикатки за счет обеспечения отвода воздуха между брекерным браслетом и протектором заготовок грузовых покрышек, центральный прикаточный ролик выполнен с центральной цилиндрической поверхностью и с боковыми кониче313536594
скими поверхностями., причем ширина ци- 0,7-0,9 общей ширины рабочей поверхно- линдрической части выбрана равной от сти боковых прикатчиков.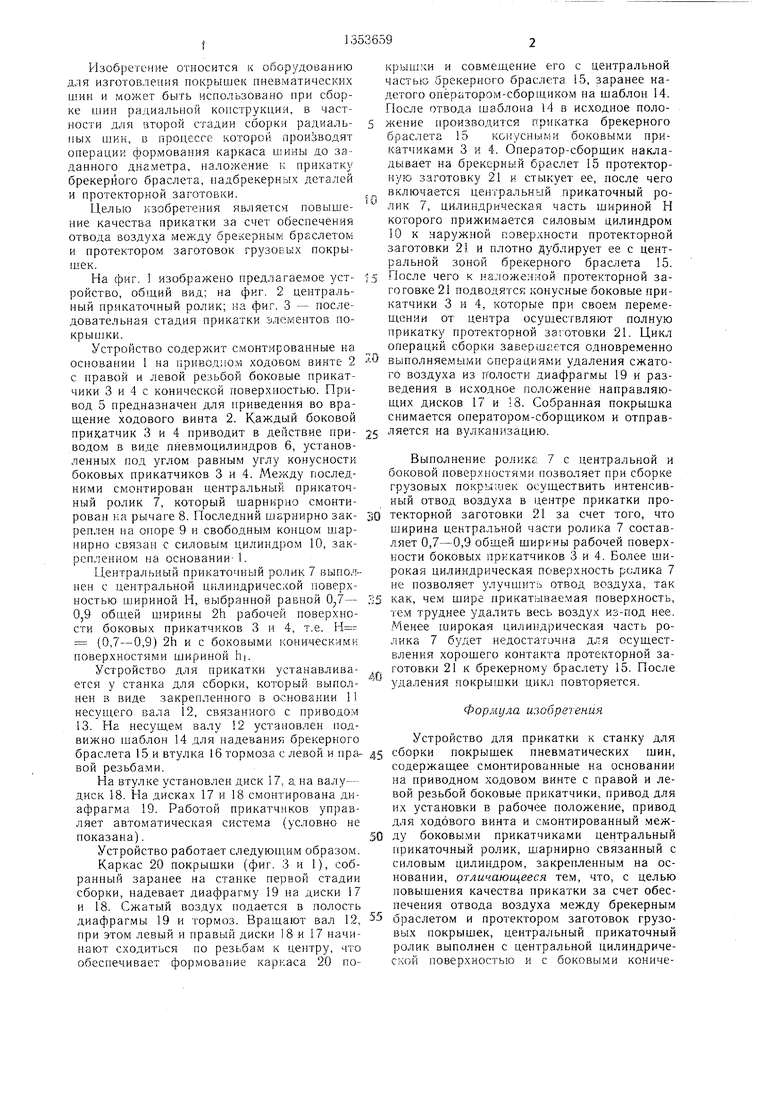
| название | год | авторы | номер документа |
|---|---|---|---|
| Прикаточное устройство к станку для сборки покрышек пневматических шин | 1970 |
|
SU441770A2 |
| Устройство для прикатки брекерно-протекторного браслета | 1987 |
|
SU1717400A1 |
| Устройство для наложения заготовок покрышек пневматических шин | 1986 |
|
SU1331661A1 |
| СПОСОБ СБОРКИ РАДИАЛЬНЫХ ПОКРЫШЕК | 1997 |
|
RU2114002C1 |
| Устройство для прикатки деталей покрышек пневматических шин | 1981 |
|
SU975448A1 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| Станок для второй стадии сборки покрышек пневматических шин | 1976 |
|
SU593381A1 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2236351C2 |
| Устройство для прикатки деталей покрышки | 1977 |
|
SU738898A1 |
| Прикаточное устройство к станку для сборки покрышек пневматических шин | 1976 |
|
SU571039A2 |
Изобретение относится к оборудованию для изготовления покрышек пневматических шин и может быть использовано при сборке шин радиальной конструкции, в частности для второй стадии сборки радиальных шин. Цель изобретения - повышение качества прокатки за счет обеспечения отвода воздуха между брекерным браслетом и протектором заготовок грузовых покрышек. Для этого центральный прикаточный ролик выполнен с центральной цилиндрической поверхностью и с боковыми коническими поверхностями. Ширина цилиндрической части выбрана равной от 0,7 до 0,9 обшей ширины рабочей поверхности боковых прикат- чиков. 3 ил. f СО ел со С5 О1 со
19
16Фи.1
10
Фиг. г
bi Я
Фи2.
| СТАНОК ДЛЯ СБОРКИ ШИН | 0 |
|
SU162656A1 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ ПОДЗЕМНОЙ ГАЗИФИКАЦИИ УГЛЯ | 2011 |
|
RU2490445C2 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
