1
Изобретение относится к электротехнике и может быть использовано при изготовлении электрических контактов.
Цель изобретения - повышение надежности.
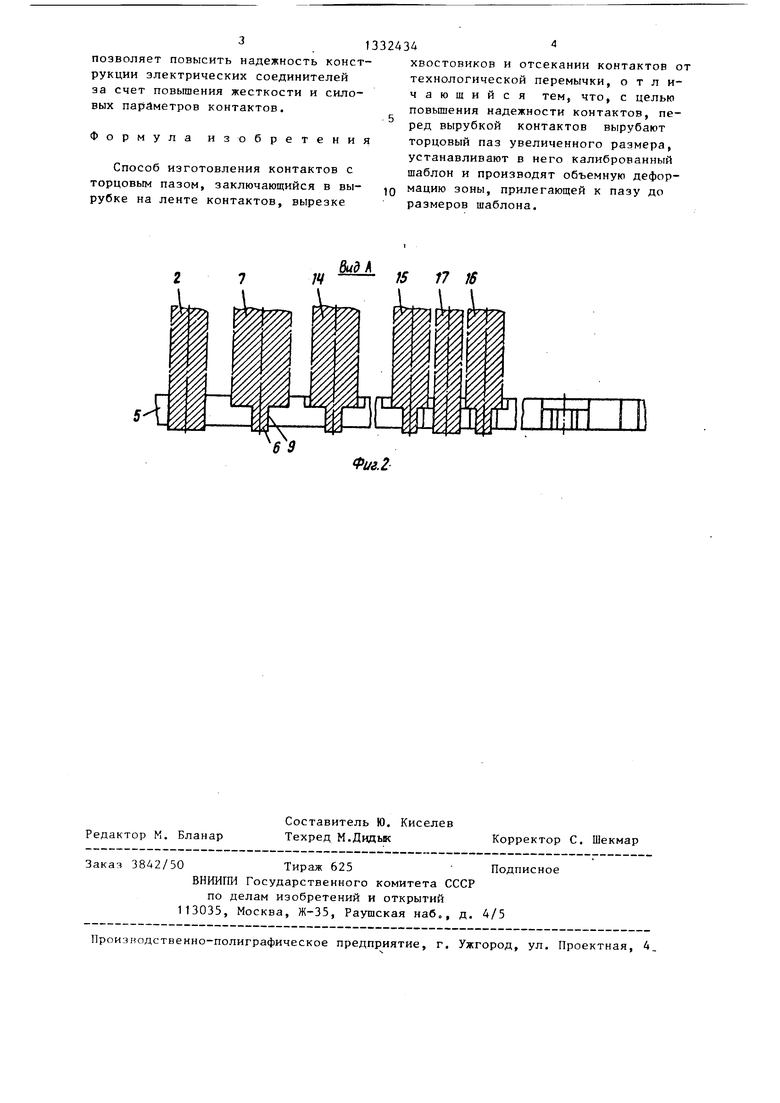
На фиг. 1 показана технологическая схема изготовления контактов сверху; на фиг. 2 - вид А на фиг.1.
На непрерывной ленте 1 с заданным шагом вначале пуансоном 2 вырубают паз 3, ширина 4 которого больше толщины 5 ленты 1. После этого в паз вводят сначала узкую часть 6 ступенчатого пуансона 7, откалиброванную с высокой точностью в соответствии с окончательными заданными размерами рабочего паза контакта, затем широкой частью на участке 8, прилегающем к пазу 3, производят объемную деформацию ленты 1. При этом материал ленты 1, деформируясь, сужает паз 3 по размерам узкой части 6 пуансона 7. т.е. до заданных рабочих размеров. Одновременно за счет деформации толщина 9 участка 8 становится меньше исходной толщины 5 ленты 1. Таким образом, после этой операции на ленте 1 получаются отк иброванные пазы 10 имеющие высокую точность по геометрии и чистоту поверхности порядка чистоты поверхности узкой части 6
пуансона 7.
I I i
Для исключения возможности нарушения точности размеров отформованных пазов при последующих операциях предварительно смежный пазу 10 паз 11, а также пазы 12 и 13 прижимают Ступе чатыми пуансонами 14-16. При этом первые (калиброванные) части этих пуансонов входят в пазы, а вторые
(широкие) осуществляют прижим по пе- g штамповке быстро нарушается геометриметру пазов.
Затем для профилирования лепестков пуансоном 17 вырубают перемычку меткду пазами 12 и 13 на глубину 18, превышающую длину паза с прилегающим к нему деформированным участком.Вырубка на такой глубине, достаточно удаленной от вильчатого контура лепестков, позволяет отсекать контакты один от другого без нарушения геометрии пазов. , что предлагаемым способом можно высокопроизводительной штамповкой получать любые узкие монтажные пазы.
1332434
0
Пример. На бронзовой ленте толщиной 1 мм штампуют вильчатые контакты с пазами шириной 0,2 мм.
При первой операции на ленте вырубают пазы шириной 1,2 мм с шагом между ними 15 мм.
На второй операции узкую часть (шириной 0;2 мм) двухступенчатого пуансона вводят в полученный паз шириной 1,2 мм, затем широкой частью пуансона, равной 10 мм, участок ленты, прилегающий к пазу, деформируют (расплющивают) до расчетной толщины (по- 5 рядка 0,9 мм) для получения паза шириной 0,2 мм, калибруемого узкой частью пуансона.
На последующих операциях используют также ступенчатые пуансоны,первая часть которых имеет ширину,равную ширине узкой части пуансона, используемого при второй операции (0,2 мм), а вторая широкая часть 6 мм. Эти пуансоны широкой частью прижимают ленту, а их узкая часть входит в формированный паз (0,2 мм) и этим обеспечивает сохранение и геометрию качества паза.
Пуансон для профилирования лепестков выполняется соответственно профи- 0 лю контактов и глубине деформированных участков пазов. После профилирования лепестков контакты отсекают один от другого и от несущей ленты.
В качестве базового объекта для сравнения предлагаемого способа изготовления контактов с показателями лучшей технологии принята технология изготовления соединителей типа ОНП- КГ-55, ОНП-КГ-57, ОНП-КГ-40 и т.д.
Согласно существующей технологии на бронзовой ленте толщиной 0,3 мм вырубаются вильчатые контакты с пазами шириной 0,2 мм. Ввиду нежесткости вырубных тонкостенных пуансонов при
5
5
0
0
5
рия режущих кромок, появляются задиры и заусенцы, резко снижающие требуемое качество изготовления контактов. Кроме того, стойкость пуансонов ограничивается в пределах изготовления нескольких десятков тысяч контактов (до 1 20 тыс. шт).
Предлагаемый способ в сравнении с известным повышает точность и качество паза с одновременным повьш ением в несколько раз стойкости инструмента, обеспечивает возможность получения штамповкой из ленты большой тол- шины требуемых узких пазов, что
позволяет повысить надежность конструкции электрических соединителей за счет повышения жесткости и силовых параметров контактов.
Формула изобретения
Способ изготовления контактов с торцовым пазом, заключающийся в вырубке на ленте контактов, вырезке
хвостовиков и отсекании контактов от технологической перемычки, отличающийся тем, что, с целью повышения надежности контактов, перед вырубкой контактов вырубают торцовый паз увеличенного размера, устанавливают в него калиброванный шаблон и производят объемную деформацию зоны, прилегающей к пазу до размеров щаблона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления контактов | 1976 |
|
SU654996A1 |
| Способ изготовления деталей из холодногнутого перфорированного профиля | 2017 |
|
RU2693411C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ | 1997 |
|
RU2118220C1 |
| Способ изготовления электрических соединителей | 1988 |
|
SU1582244A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКОВАЛЕНОК КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2175751C1 |
| Электрический соединитель | 1982 |
|
SU1187229A1 |
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КОЛЛЕКТОРА И ПРОВОДЯЩАЯ ЗАГОТОВКА ДЛЯ ПЛОСКОГО КОЛЛЕКТОРА | 2005 |
|
RU2361339C2 |
| Способ изготовления гребенки жалюзийного решета и гребенка, изготовленная этим способом | 2018 |
|
RU2683372C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
Изобретение относится к электротехнике и может быть использовано при изготовлении электрических контактов. Цель изобретения - повьпиение надежности. На непрерывной ленте 1 с заданным шагом пуансоном вырубают паз 3, ширина 4 которого больше толщины ленты 1. Затем в этот паз вводят сначала узкую часть ступенчатого пуансона, откалиброванную с высокой точностью в соответствии с окончательными заданными размерами рабочего паза контакта, затем широкой частью .на участке 8, прилегающем к пазу 3, производят объемную деформацию ленты 1. При этом материал ленты 1, деформируясь, сужает паз 3 по размерам узкой части пуансона, т.е. до заданных рабочих размеров. Одновременно за счет деформации толщина участка 8 становится меньше исходной толщины ленты 1. Таким образом после этой операции на ленте 1 пощ чаются отка- либрованные пазы 10, имеющие высокую точность по геометрии и чистоту поверхности порядка чистоты поверхности узкой части пуансона. Для исключения возможности нарушения точности размеров отформованных пазов при последующих операциях предварительно смежньй пазу 10 паз 11, а также пазы 12 и 13 прижимают ступенчатыми пуансонами. При этом первые калиброванные части этих пуансонов входят в пазы, а вторые, широкие, осуществляют прижим по периметру пазов. Затем для профилирования лепестков, пуансоном вырубают перемычку между пазами 12 и 13 на глубину 18, превышающую длину паза с прилегающим к нему деформированным участком. Вырубка на такой глубине, достаточно удаленной от вильчатого контура лепестков, позволяет отсекать контакты друг от друга без нарушения геометрии пазов. 2 ил. с (Л со 00 т I J«
/V /5 17 16
Ж
Редактор М. Бланар
Составитель Ю. Киселев Техред М.Дидык
Заказ 3842/50Тираж 625 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
Корректор С. Шекмар
| Патент Франции № 2066152, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1184039, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| I | |||
