1
(21) 55933/2 -07
(22)07.07.88
(6) 30,07.90. Бюл. N° 28 (70 Наунно-исследовательский институт Рижского производственного объединения ВЭФ им. В.И. Ленина (72) Я.В. Эмелис, Э.К. Штейнберг, Д„М. Рекис, В.Е. Поляков, А.Но Арсеньев, P.R). Бандер, Ю.Г. Бинде, И.К. Бризга, Г.Н. Иванов, Ь„Б. Плиткин и А.О. Урабацанс (53) 621.315(088.8)
(56)Авторское свидетельство СССР № 1026212, кл. Н 01 R 3/1б, 1983- ( СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНИТЕЛЕЙ
(57)Изобретение относится к электротехнике. Целью изобретения является повышение производительности за счет обеспечения непрерывности процесса, уменьшения трудоемкости изготовления
и повышение технологичности. Способ заключается в том, что двухсторонние (вильчатые) упругие контакты изготавливаются из двух предварительно отштампованных на лентах частей. После штамповки на контактирующие части наносится покрытие. После взаимной ориентации лент с заготовками контактов они свариваются, далее на них с двух сторон накладываются и закрепляются части изолятора. После установки в изолятор контакты отделяются от ленты. Таким образом поставленная цель достигается за счет непрерывности технологического процесса, возможности несложной переналадки оборудования на другой типоразмер, отсутствия межоперационного складирования, а также уменьшения количества и сложности формообразующих операций при штамповке контактных элементов. 16 ил.
i
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрических соединителей | 1990 |
|
SU1758743A1 |
| Способ изготовления контактных элементов | 1988 |
|
SU1539882A1 |
| Способ изготовления контактных элементов | 1988 |
|
SU1513554A1 |
| Способ изготовления контактных элементов | 1982 |
|
SU1026212A1 |
| Способ изготовления электрического соединителя | 1989 |
|
SU1720112A1 |
| Способ изготовления контактов | 1985 |
|
SU1332434A1 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Способ изготовления разъемов с контактными элементами, выполненными в виде групп пружинных проволок | 1990 |
|
SU1767592A1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ И ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ ДЛЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1986 |
|
RU2022495C1 |
| Способ последовательной штамповки и штамп для его осуществления | 1988 |
|
SU1547922A1 |
Изобретение относится к электротехнике. Целью изобретения является повышение производительности за счет обеспечения непрерывности процесса, уменьшения трудоемкости изготовления и повышение технологичности. Способ заключается в том, что двухсторонние (вильчатые) упругие контакты изготавливаются из двух предварительно отштампованных на лентах частей. После штамповки на контактирующие части наносится покрытие. После взаимной ориентации лент с заготовками контактов они свариваются, далее на них с двух сторон накладываются и закрепляются части изолятора. После установки в изолятор контакты отделяются от ленты. Таким образом поставленная цель достигается за счет непрерывности технологического процесса, возможности несложной переналадки оборудования на другой типоразмер, отсутствия межоперационного складирования, а также уменьшения количества и сложности формообразующих операций при штамповке контактных элементов. 16 ил.
Изобретение относится к электротехнике и может быть использовано для изготовления розеток и вилок электрических соединителей.
Цель изобретения - повышение производительности за счет обеспечения непрерывности процесса, уменьшения трудоемкости изготовления и повышения технологичности.
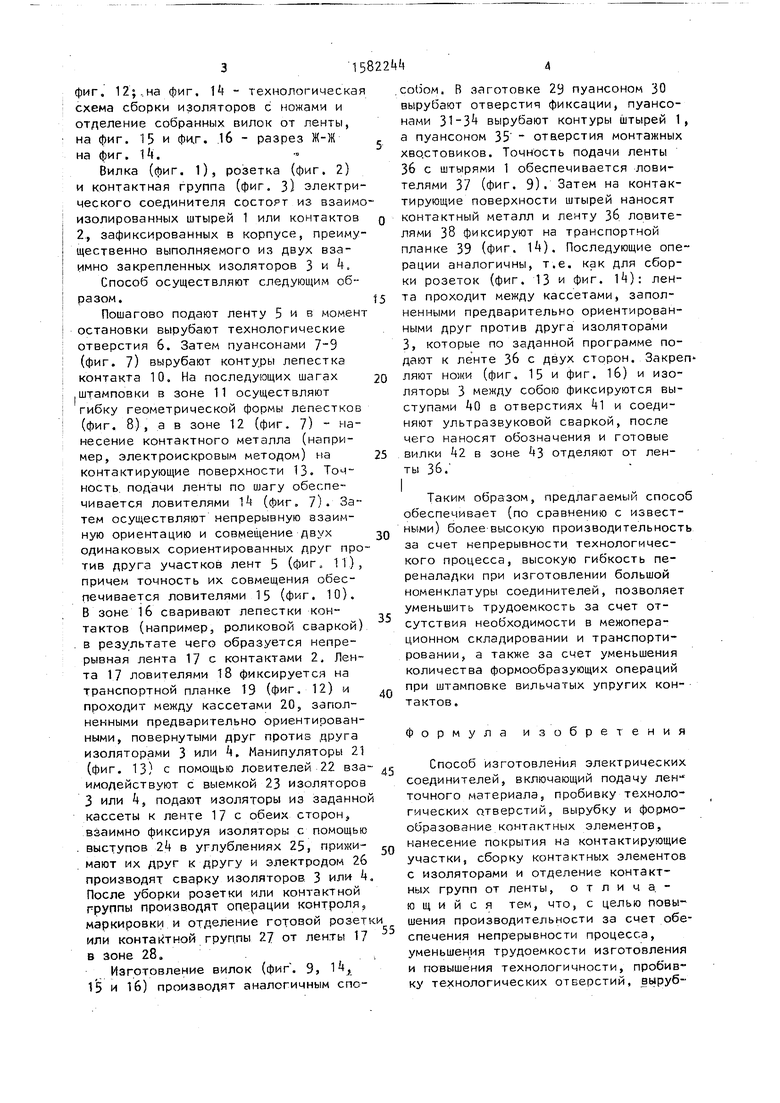
На фиг. 1, фиг. 2 и фиг. 3 изображены соответственно вилка, розетка и контактная группа электрического соединителя, аксонометрия; на фиг. 4 - разрез А-А на фиг. 1; на
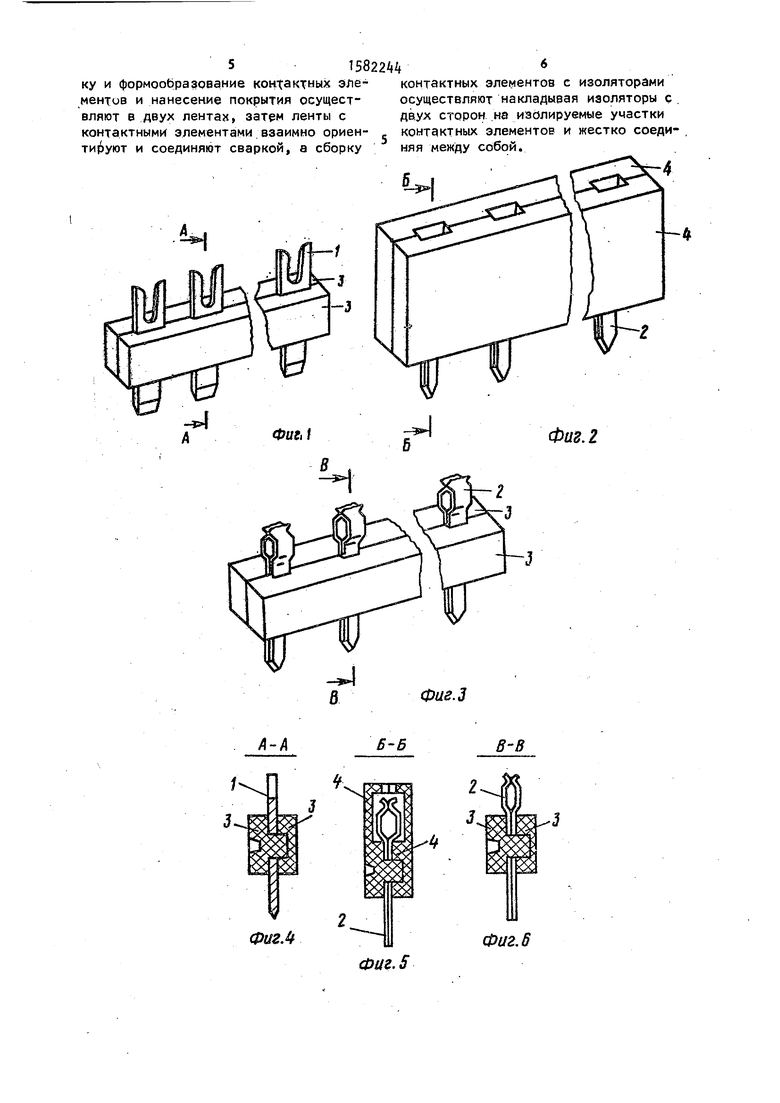
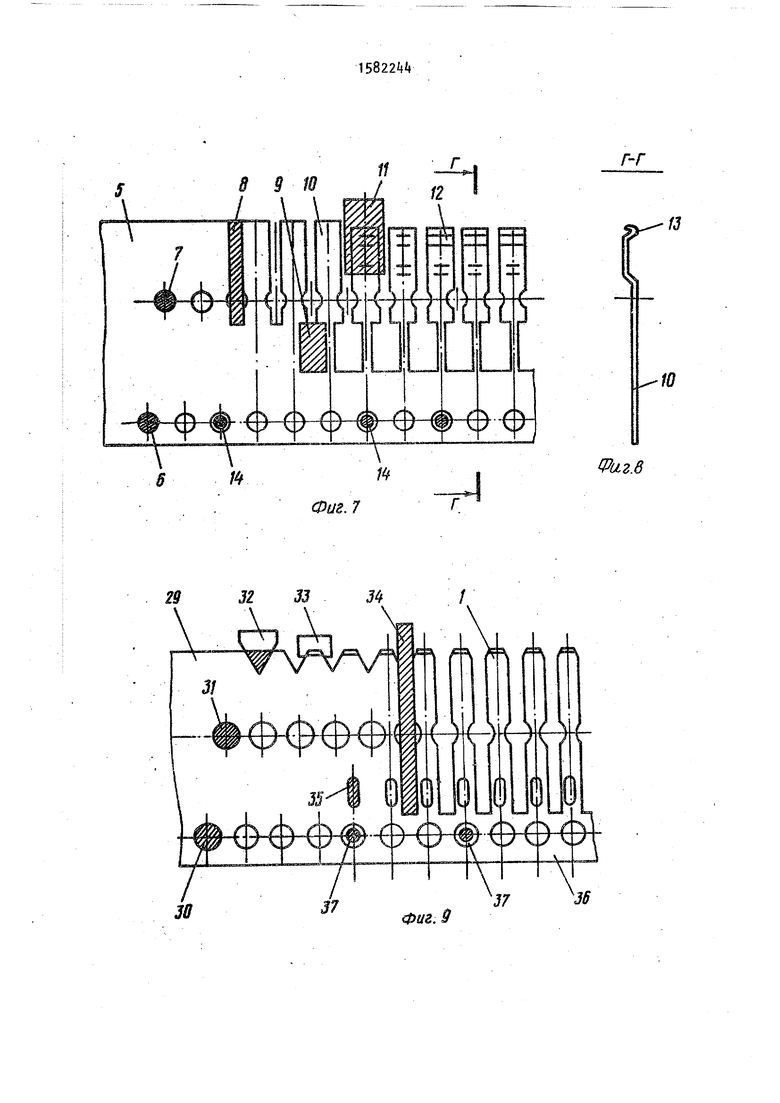
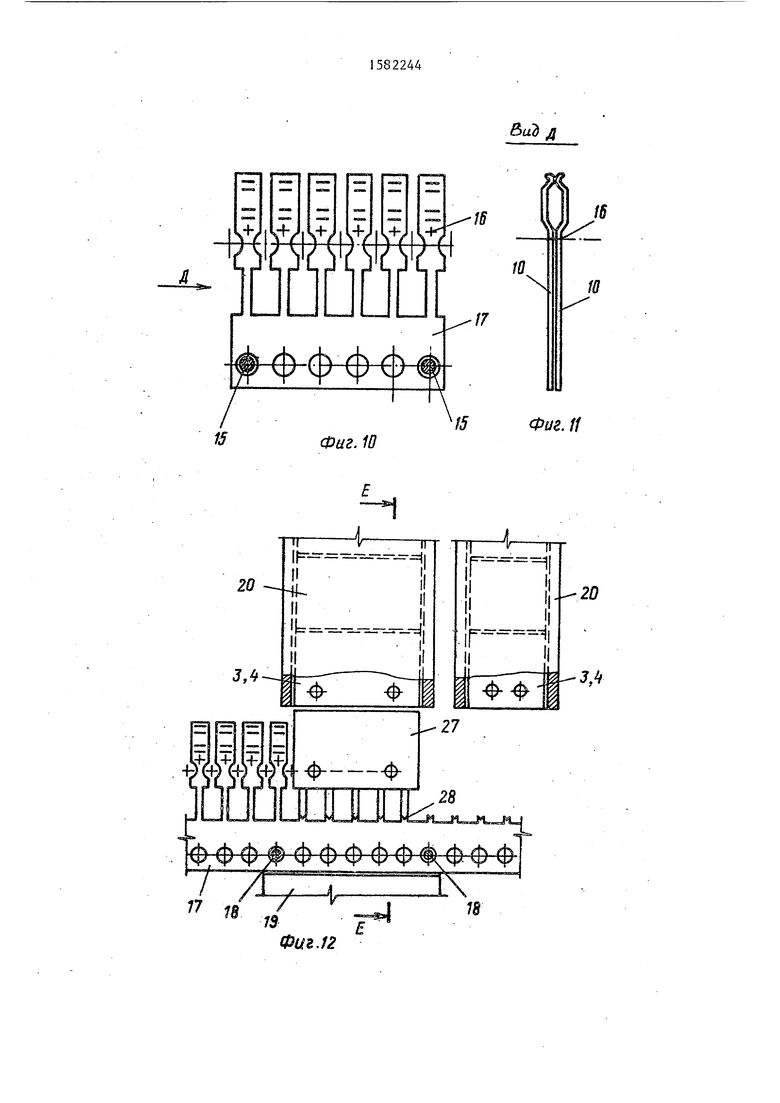
фиг. 5 - разрез Б-Б на фиг. 2; на фиг. 6 - разрез В-В на фиг. 3; на фиг. 7 технологическая схема вы рубки и формовки контактов из ленточной заготовки; на фиг. 8 - разрез Г-Г на фиг. 7; на фиг. 9 - технологическая схема вырубки и формовки ножей из ленточной заготовки; на фиг. 10 - участок двух совмещенных лент после их фиксации и сварки; на Фиг. 11 - вид Д на фиг. 10; на фиг, 12 - технологическая схема сборки изоляторов с контактами и отделение розеток от ленты; на фиг. 13 - разрез Е-Е на
01
00
to
4S .
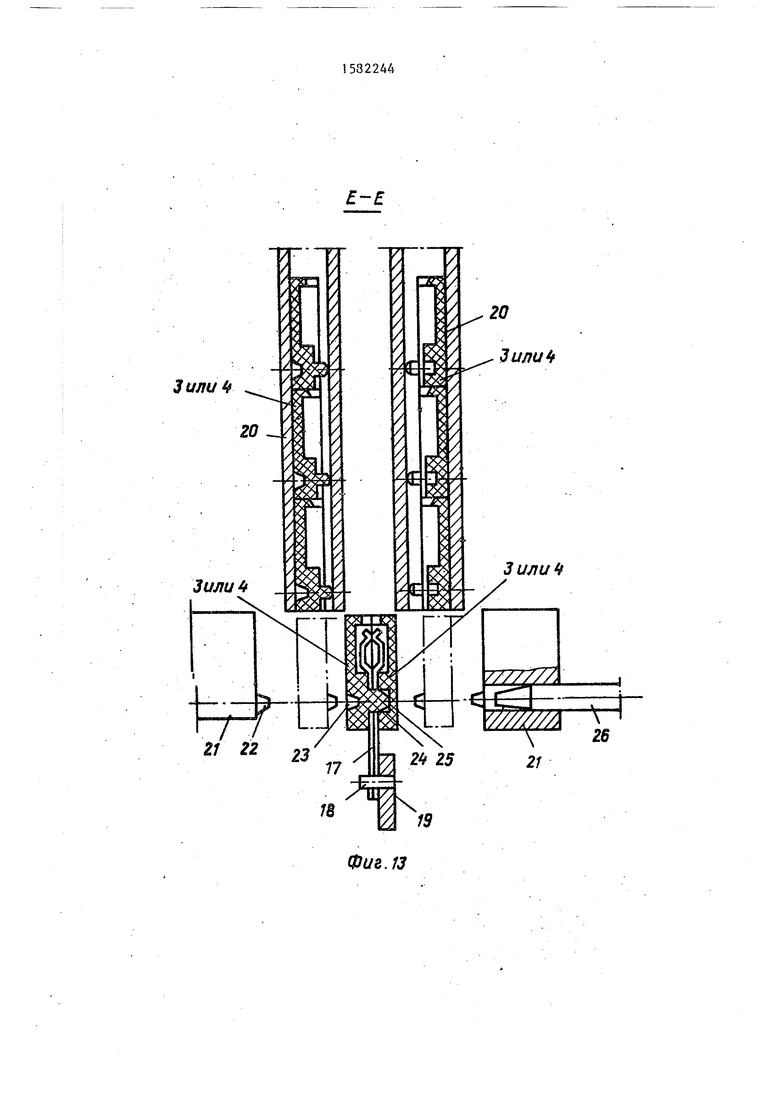
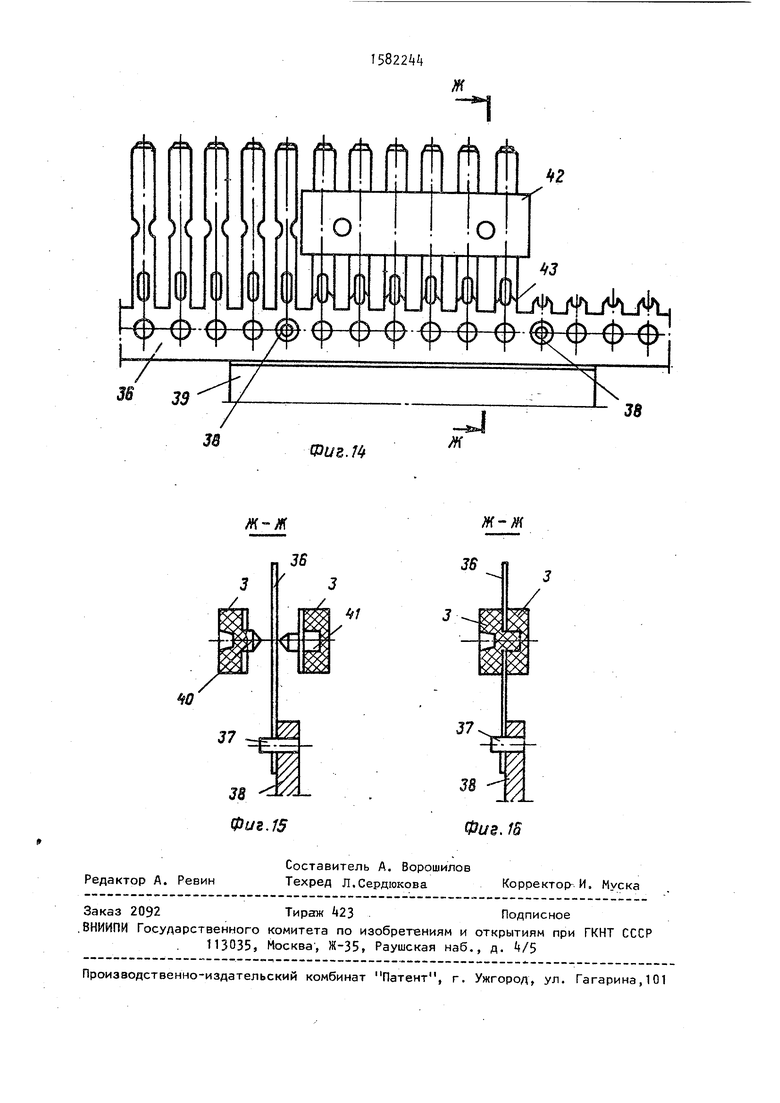
фиг, 12;.на фиг. 1 - технологическая схема сборки изоляторов с ножами и отделение собранных вилок от ленты, на фиг. 15 и фиг. 16 - разрез Ж-Ж на фиг. 1.
Вилка (фиг. 1), розетка (фиг. 2) и контактная группа (фиг. 3) электрического соединителя состоят из взаимоизолированных штырей 1 или контактов 2, зафиксированных в корпусе, преимущественно выполняемого из двух взаимно закрепленных изоляторов 3 и Ь.
Способ осуществляют следующим образом.
Пошагово подают ленту 5 и в момент остановки вырубают технологические отверстия 6. Затем пуансонами (фиг. 7) вырубают контуры лепестка контакта 10, На последующих шагах .штамповки в зоне 11 осуществляют гибку геометрической формы лепестков (фиг. 8), а в зоне 12 (фиг. 7) - нанесение контактного металла (например, электроискровым методом) на контактирующие поверхности 13. Точность подачи ленты по шагу обеспечивается ловителями 1А (фиг. 7). Затем осуществляют непрерывную взаимную ориентацию и совмещение двух одинаковых сориентированных друг против друга участков лент 5 (фиг„ 11), причем точность их совмещения обеспечивается ловителями 15 (фиг, 10). В зоне 16 сваривают лепестки контактов (например, роликовой сваркой) в результате чего образуется непрерывная лента 17 с контактами 2. Лента 17 ловителями 18 фиксируется на транспортной планке 19 (фиг. 12) и проходит между кассетами 20, заполненными предварительно ориентированными, повернутыми друг протиз друга изоляторами 3 или А. Манипуляторы 21 (фиг. 13) с помощью ловителей 22 вза имодействуют с выемкой 23 изоляторов 3 или 4, подают изоляторы из заданно кассеты к ленте 17 с обеих сторон взаимно фиксируя изоляторы с помощью . выступов 2k в углублениях 25, прижи- мают их друг к другу и электродом 26 производят сварку изоляторов 3 или 4 После уборки розетки или контактной группы производят операции контроля, маркировки и отделение готовой розет или контактной группы 27 от ленты 17 в зоне 28.
Изготовление вилок (фиг . Э, 1 15 и 16) производят аналогичным спс
0
5
Q
5
4д д
0
35
40
со15ом. В заготовке 29 пуансоном 30 вырубают отверстия фиксации, пуансонами 31 3 вырубают контуры штырей 1, а пуансоном 35 отверстия монтажных хво.стовиков. Точность подачи ленты 36 с штырями 1 обеспечивается ловителями 37 (фиг. 9). Затем на контактирующие поверхности штырей наносят контактный металл и ленту 36 ловителями 38 фиксируют на транспортной планке 39 (фиг. 1А). Последующие операции аналогичны, т.е. как для сборки розеток (фиг. 13 и фиг. И): лента проходит между кассетами, заполненными предварительно ориентированными друг против друга изоляторами 3, которые по заданной программе подают к ленте 36 с двух сторон. Закреп ляют ножи (фиг, 15 и фиг. 16) и изоляторы 3 между собою фиксируются выступами 0 в отверстиях 1 и соединяют ультразвуковой сваркой, после чего наносят обозначения и готовые вилки 42 в зоне 3 отделяют от ленты 36.
Таким образом, предлагаемый способ обеспечивает (по сравнению с известными) более высокую производительность за счет непрерывности технологического процесса, высокую гибкость переналадки при изготовлении большой номенклатуры соединителей, позволяет уменьшить трудоемкость за счет отсутствия необходимости в межоперационном складировании и транспортировании, а также за счет уменьшения количества формообразующих операций при штамповке вильчатых упругих контактов.
Формула изобретения
Способ изготовления электрических соединителей, включающий подачу лен точного материала, пробивку технологических отверстий, вырубку и формообразование контактных элементов, нанесение покрытия на контактирующие участки, сборку контактных элементов с изоляторами и отделение контактных групп от ленты, отличающийся тем, что, с целью повышения производительности за счет обеспечения непрерывности процесса, уменьшения трудоемкости изготовления и повышения технологичности, пробивку технологических отверстий, вырубку и формооЬразование контактных элементов и нанесение покрытия осуществляют в двух лентах, затем ленты с контактными элементами взаимно ориентируют и соединяют сваркой, а сборку
А-А
контактных элементов с изоляторами осуществляют накладывая изоляторы с двух сторон на изолируемые участки контактных элементов и жестко соединяя между собой.
4
4
Фиг.З
5-6
В-в
Фиг, 6
Фаг, 5
i
-э- -з- см
CNl
оо ie
«О
§
-f
Ъ
Ъ
s
s
углф #,
Ш
01
91
at& ФЯ
гггпф 3BI
QZ
0/ ЖФ
SI
МММ
v
W2SSI
Jили 4
Фиг. 13
19
V
J5
/
ja
Фиг. 74
ж ж
J5
/
/
/
40
/
Ж -,
Ч
ja
т
т-т
