Изобретение относится к станкостроению и может быть использовано, например, для фрезерования смазочных канавок на направляющих металлообрабатывающих станков,
Целью изобретения является повьше ние точности обработки за счет обеспечения жесткости конструкции.
На фиг,I представлен станок, общий вид; на фиг.2 - каретка с инструментальными головками.
Агрегатный станок состоит из станины 1 с направляющими 2, на которых установлена каретка 3, выполненная П-образной и имеющая пазы 4, в которых с возможностью вертикального перемещения установлены тяги 5. Эти тяги связаны с размещенным на каретке 3 кронштейном 6, несущим инструментальные головки 7, 8 и 9, Для осуществления относительного вертикального перемещения каретки 3 и кронштейна 6 станок снабжен приводом, включающим в себя соединенные мелоду собой посредством тяг 10 и закрепленные с возможностью поворота на осях 11 рычаги 12, входящие в шарнирно- рычажную систему 13, связанную с гидроцилиндром 14. Каретка 3 снабжена дополнительными Г-образными кронштейнами 15 5 нижняя полка которых предназначена для упора в станину. Для осуществления привода инструментальных головок 7, 8 и 9 предусмотрены гидроцилиндры I6 и электродвигатели 17, Инструментальные головки 7 и 8 расположены под углом 90 относительно друг друга и напротив призматической направляющей.
Станок работает следующим образом
Обрабатываемую деталь 18, например нижний стол круглошлифовального станка, устанавливают на опорные поверхности станины 1. Далее в исходное для обработки .положение устанавливают каретку 3. Шток гидроцилиндра 14, перемещаясь вверх, воздействует на шарнирно-рычажную систему 13, тяги 5 под действием соединенных посредством тяг 10 рычагов 12 перемещаются вниз, и фрезы, установленные в инструментальных головках 7, 8 и 9, устанавливаются на. параметры обработки детали 18. Кротптейн 6 прижи-
10
20
25
-
3335402
мает деталь сверху с одновременным перемещением каретки 3 вверх до упора нижних полок Г-образных кронштейнов 15 в станину 1, тем самым обеспечивая самоустановку всех подвижных элементов станка по контуру обрабатываемой детали и их зажим. Затем под действием гидроцилиндров 16 инструментальные головки 7, 8 и 9 с iфрезами начинают перемещаться в поперечном направлении относительно направляющих етола, образуя поперечные смазочные канавки. При заверше- 15 НИИ обработки шток гидроцилиндра 14 перемещается вниз, рычаги 12 поднимают, крошпт ;йн 6 с инструментальными головками 7, 8 и 9 и отводят его в исходное положение. Каретка 3 опускается на направляюище 2 и перемещается вдоль обрабатываемой детали 18 на установленный шаг, и процесс пов- - торяется.
Предлагаемое выполнение агрегатного станка обеспечивает жесткое положение обрабатываемого инструмента относительно детали, что повьшает точность обработки.
Формула изобретения
1,Агрегатный станок, включающий установленную с возможностью продольного перемещения относительно станины каретку и инструментальные головки, отличающийся тем, что, с целью повышения качества обработки, станок снабжен установленным на каретке кронштейном, несуш 1м инструментальные головки, при этом кронштейны и каретка установлены с возможностью относительного вертикального перемещения, а последняя выполнена П-образной и снабжена дополнительными Г-образными кронштейнами, предназначенными дпя упора в станину,
2,Станок ПОП.1, отличающийся тем, что он снабжен приводом вертикальных перемещений кронштейна, выполненным в виде шарнирно- рычажной системы, включающей соединенные между собой и установленные с возможностью поворота на каретке рычаги, связанные с кронштейном.
/7
IS 5 tt
8 IB Ю S3 fpus.
Редактор Л.Повхан
Составитель В.Анашкин Техред М.Моргентал
Заказ 3910/15
Тираж 785Подписное
BFMfflH Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Г.Решетник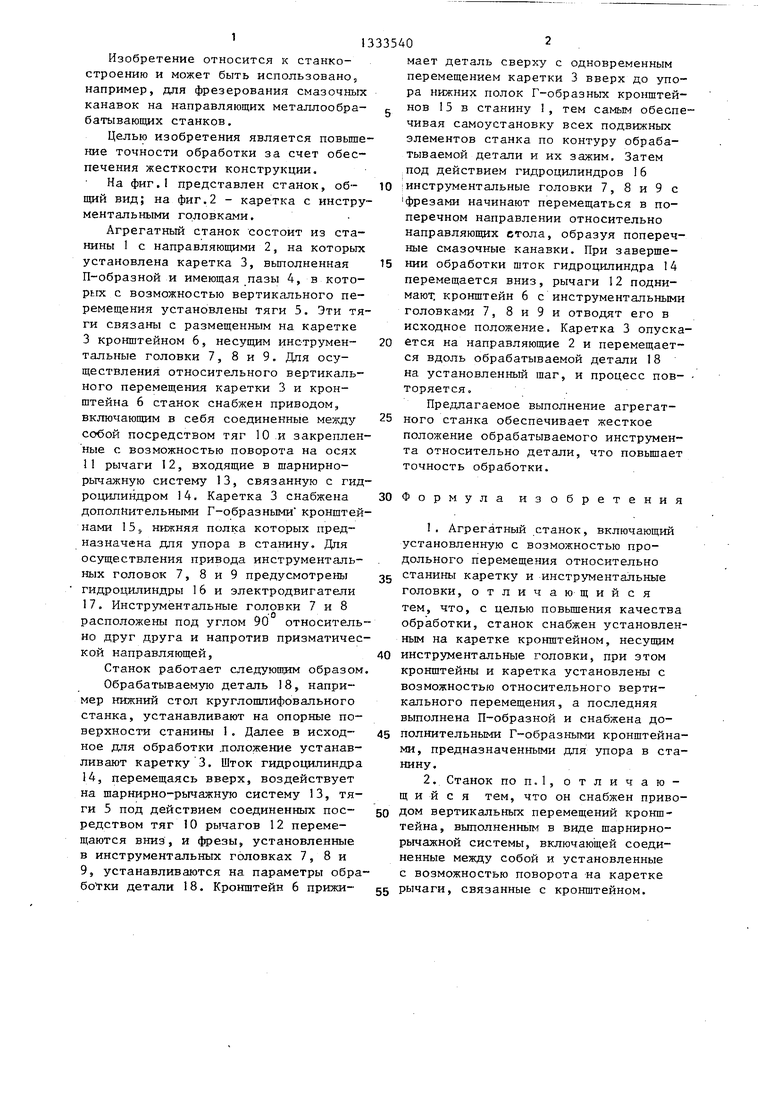
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Многоинструментальный двусторонний агрегатный станок | 1986 |
|
SU1386415A1 |
| Агрегатный станок для обработки отверстий | 1980 |
|
SU1040700A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
Изобретение относится к станкостроению и может быть использовано, например, для фрезерования смазочных канавок на направляющих металлообрабатывающих станков. Целью изобретения является повьш1ение точности обработки за счет обеспечения жесткости конструкции. Станок содержит станину 1 с направляющими 2, по которым в продольном направлении перемещается каретка 3, выполненная П-образной и имеющая Г-образные кронштейны 15 для упора в станииу. Стаиок снабжен кронштейном 6, несущим инструментальные головки и имеющим возможность вертикальных перемещений относительно каретки от гидроцилиндра 14 через шар- нирно-рычажную систему 13, включающую соединенные между собой рычаги, которые установлены на каретке 3 с возможностью поворота и связаны с кронштейном. 1 з.п. ф-лы, 2 ил. (Л J5 со 00 со ел Jik. О
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
