10
15
25
Изобретение относится к.машиностроению и может быть использовано для обработки плоских поверхностей деталей.
Цель изобретения - повышение производительности и качества обработки за счет сообщения дополнительного движения детали и. равномерного износа притира.
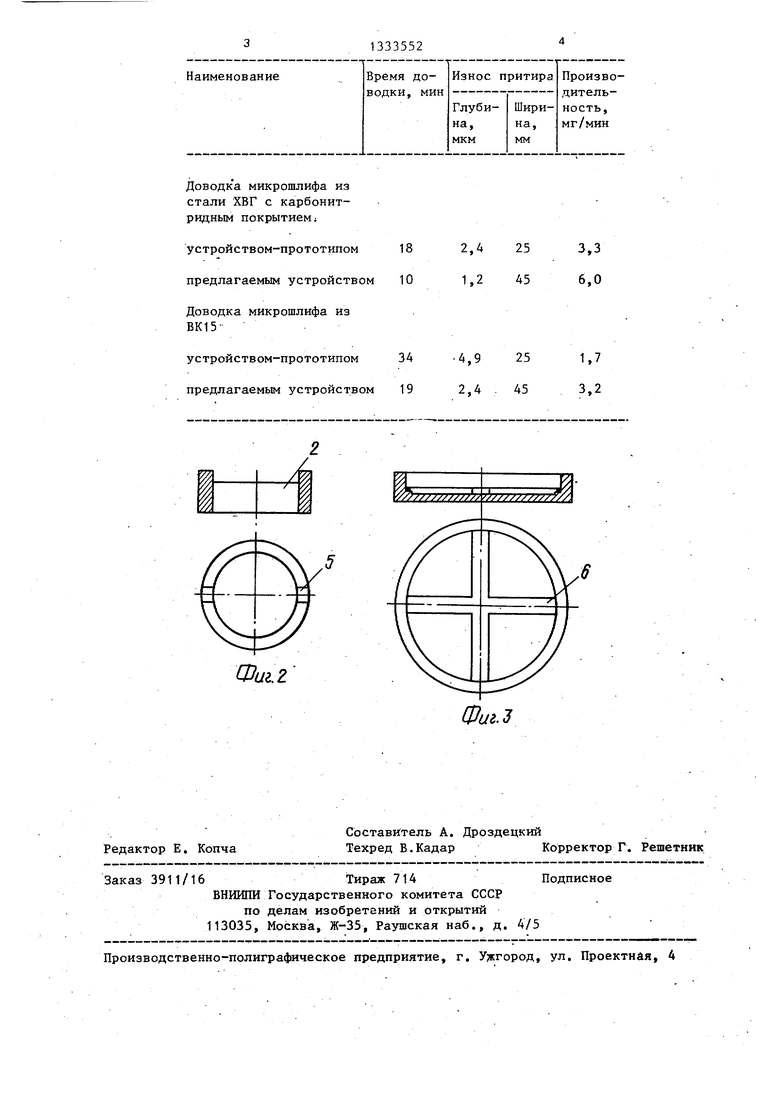
На фиг, 1 изображено устройство, разрез; на фиг. 2 - кассета; на на фиг. 3 - нагрузочная плита.
Устройство состоит из притирочной плиты 1, которой,задано возвратно- поступательное перемещение по вертикали и возвратно-вращательное перемещение. Внутри притирочной плиты 1 размещены кассеты 2 с деталями 3. Между кассетами 2 и буртом притирочной пли- 20 ты 1 размещены упругие элементы 4. В верхнем торце кассет 2 выполнены выступы 5, которые заходят в радиальные пазы 6 нагрузочной плиты 7, обеспечивая возможность перемещения кассет 2 вдоль пазов 6.
Устройство работает следующим образом.
При включении вибродоводочного станка (не показан) притирочной пли- те 1 задается возвратно-поступательное колебательное движение в -вертикальной плоскости и возвратно- враща- тельное.колебательное движение вокруг вертикальной оси.
В процессе колебательного движения возникают центробежные силыj веичина которых зависит от частоты коебаний и. массы обрабатываемой дета- и. Под действием этой центробежной Ьилы кассеты 2 с деталями 3, двигаясь к периферии притирочной плиты 1, сжиают упругий элемент 4.
Так как величина центробежной силы еняет значение от нуля до максимального, то изменяется и степень сжатия пругого элемента.
Таким образом, кассеты 2 с деталяи 3 совершают дополнительно возврат- о-поступательные радиальные колеба- ия.
30
35
40
45
50
5
5
0
0
5
0
5
0
Благодаря воздействию на детали 3 дополнительных колебаний повышается производительность процесса и КПД. Кроме того, радиальное перемещение обеспечивает использование большей части притирочной плиты 1, что приводит к его более равномерному износу. Наличие пазов 6 в нагрузочной плите 7 и выступов 5 на кассетаз не позво- ляет деталям 3 в процессе доводки концентрироваться в одной части при- тирочной плиты, что также способствует равномерному износу.
Испытания устройства проводились на установке виброабразивной доводки ВИКА. Одновременно обрабатывалось 4 микрошлифа. Использовалась абразивная паста Харьков-ДМ5 ГОСТ 16877- 71. Шероховатость поверхности до обработки Rg , после обработки - RCI 0,063. Давление поддерживалось 0,2 МПа.
Результаты испытаний представлены в таблице.
Из таблицы видно, что вибродоводка плоских поверхностей с наложением дополнительных радиальных колебаний позволяет повысить производительность процесса, увеличить КПД и снизить износ притира.
Формула и зобретения
Устройство для вибрационной обработки, содержащее притирочную плиту с ограничительным буртом и нажимную. плиту, отличающееся тем, что, с целью повьшения производительности и качества обработки, оно снабжено кассетами для размещения деталей, в которых со стороны нажимной плиты выполнены выступы, а на нажимной плите выполнены диаметрально расположенные пазы, предназначенные для.контакта с упомянутыми выступами, яри этом кассеты установлены с возможностью контакта с введенным в устройство и размещенным на ограничи- тельном бурте упругим кольцевым элементом.
Доводка микрошлифа из стали ХВГ с карбонит- ридным покрытием;
устройством-прототипом предлагаемым устройством
Доводка микрошлифа из ВК15
2,4 25 1,2 45
3,3 6,0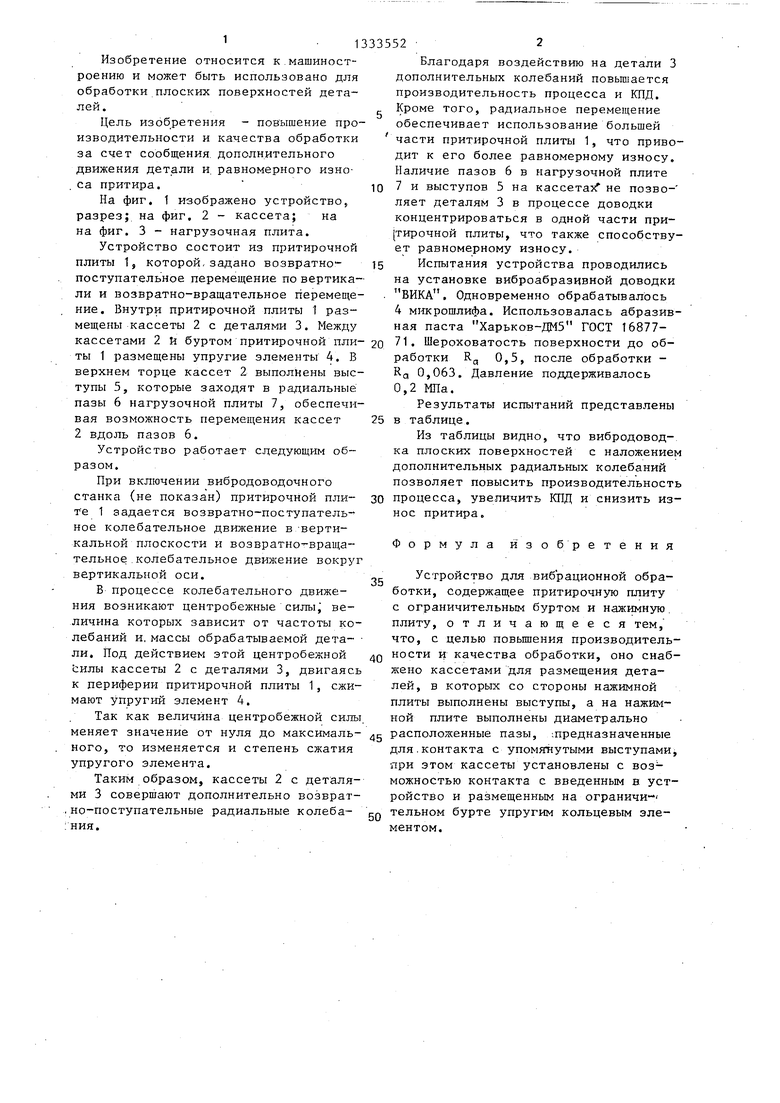
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2033917C1 |
| Устройство для притирки плоских поверхностей | 1990 |
|
SU1775280A1 |
| Инструмент для доводки деталей | 1976 |
|
SU613888A1 |
| ВИБРАЦИОННАЯ ПРИТИРОЧНАЯ МАШИНА | 1969 |
|
SU246347A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| СТАНОК ДЛЯ ДОВОДКИ плоских ПОВЕРХНОСТЕЙ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 1970 |
|
SU284642A1 |
| Устройство для притирки уплотнительных поверхностей запорной арматуры | 1983 |
|
SU1134352A1 |
| СПОСОБ ДОВОДКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ С МНОГОКОНТУРНЫМ ПРОФИЛЕМ ДЕТАЛЕЙ ГЕРМЕТИЧНЫХ СОПРЯЖЕНИЙ | 2003 |
|
RU2234404C1 |
| Устройство для штабелирования деталей с отверстиями | 1985 |
|
SU1319983A1 |
Изобретение относится к машиностроению и может быть использовано для обработки плоских поверхностей. Целью изобретения является повышение производительности и качества обра-г ботки за счет соотношения дополнительного движения детали и равномерного износа притира. При включении вибродовод.очного станка притирочной , плите 1 задается возвратно-поступательные, колебательные движения по вертикали и возвратно-вращательные колебательные движения вокруг вертикальной оси.В процессе колебательного движения возникают центробежные силы, величина которых зависит от частоты колебаг- ний и массы обрабатываемой детали. Под действием этой центробежной силы кассеты 2 с деталями 3, двигаясь к периферии притирочной плиты 1, сжимают упругий элемент 4. Так как величина центробежной силы-меняет значение от нуля .до максимального, то изменяется и степень сжатия упругого элемента. Таким образом, кассеты 2 с деталями 3 совершают дополнительно воз-, вратно-поступательные радиальные ко- лебания. Благодаря воздействию на детали 3 дополнительных колебаний по- вьшгается производительность процесса обработки и КПД. Кроме того, перемещение деталей обеспечивает использование большей части притирочной плиты 1, что приводит к его более равномерному износу, а наличие пазов 6 в нагрузочной плите.7 и выступов на кассетах не позволяет деталям в цессе доводки концентрироваться в одной части притирочной плиты, что .способствует ее равномерному износу. 3 ил., 1 табл. «р 4 3 2 7 18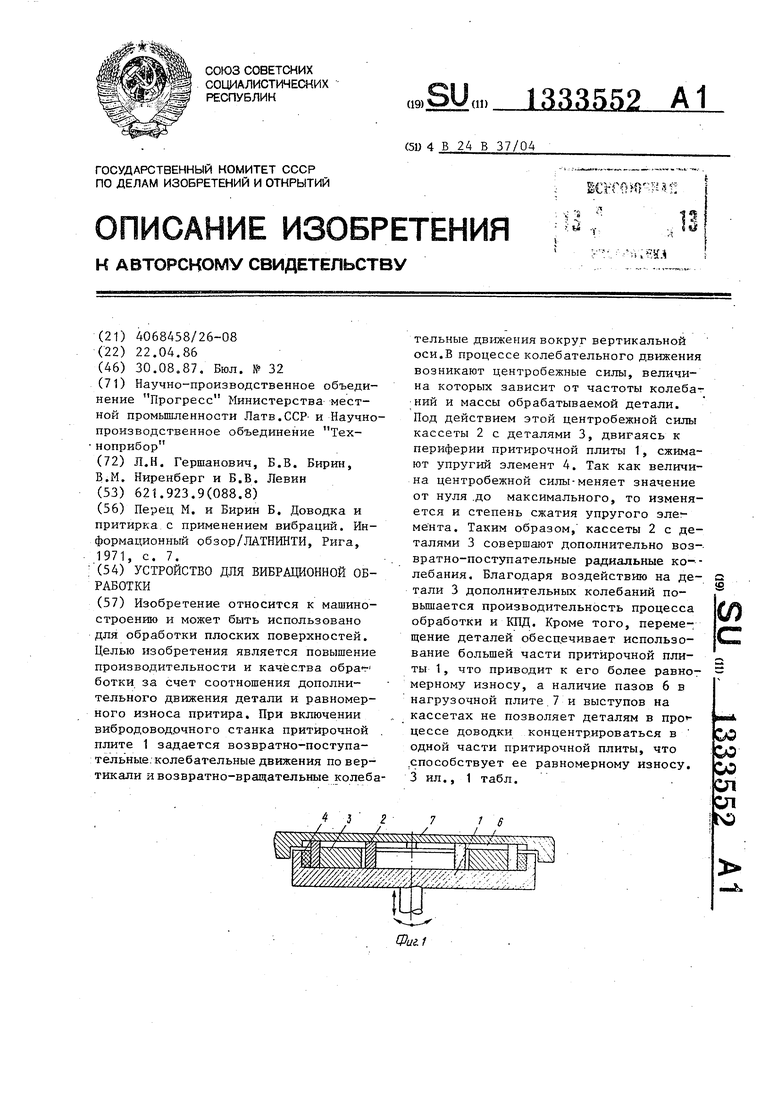
Шб/г.2
Редактор Е. Копча
Заказ 3911/16Тираж 714
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ffi/.J
Составитель А. Дроздецкий
Техред В.Кадар Корректор Г. Решетник
Подписное
| Перец М | |||
| и Бирин Б | |||
| Доводка и притирка с применением вибраций | |||
| Информационный обзор/ЛАТНИНТИ, Рига, 1971, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
