Техническое решение относится к способам абразивной обработка деталей, а именно к способам доводки сопрягаемых поверхностей с многоконтурным профилем деталей герметичных сопряжений, работающих в условиях контактного взаимодействия, например лабиринтных уплотнений бортовых редукторов тракторов.
Известны способы доводки сопрягаемых поверхностей у деталей (Гриднев В.Н., Рамм А.З. Механизация доводки прецизионных деталей в мелкосерийном производствен. М:. Машиностроение, 1983 г., с.4-13; Лурье Г.Б., Масловский В.В. Основы технологии абразивной доводочно-притирочной обработки. М:. Высшая школа, 1973 г., с.308-309; Технология обработки абразивным и алмазным инструментом. /Под. ред. З.И.Кремия. Л.: Машиностроение, 1989 г., с.163-165; Бабаев С.Г., Садыков П.Г. Притирка и доводка поверхностей деталей машин. М.: Машиностроение, 1976 г., с.18; авт. свид. СССР №846235, В 24 В 15/08, 15.07.81 г.; RU заявка №93057270/12, В 07 С 5/04, 20.10.95 г.).
Эти способы не решают проблему повышения производительности доводки сопрягаемых поверхностей с многоконтурным профилем у деталей герметичных сопряжении.
Из известных способов доводки наиболее близким к предлагаемому техническому решению по существенным признакам и достигаемому результату является способ доводки сопрягаемых поверхностей с многоконтурным профилем деталей герметичных сопряжений (авт. свид. СССР №846235, В 24 В 15/08, 15.07.81 г.), содержащий их взаимную притирку, при которой прижимают друг к другу сопрягаемые поверхности, при этом одну деталь устанавливают неподвижно, а другой сообщают вращение с постоянной угловой скоростью и возвратно-поступательное движение в осевом направлении, а в зону контакта сопрягаемых поверхностей подают притирочную смесь, которая содержит свободные абразивные зерна.
Известный способ доводки сопрягаемых поверхностей с многоконтурным профилем деталей герметичных сопряжений не обеспечивает высокую производительность процесса, так как для взаимной притирки сопрягаемых поверхностей их прижимают друг к другу с силой, равной силе их взаимодействия при эксплуатации в узле машины, которая определяется из условия обеспечения наименьшего взаимного износа сопрягаемых поверхностей в процессе эксплуатации в узле машины. Такая сила прижима недостаточна для значительного съема металла. Кроме этого, наличие торцевого и радиального биения приводит к появлению пространственной погрешности в положении сопрягаемых поверхностей, имеющих сложную многоконтурную геометрию. При этом возникающее пятно контакта сопрягаемых поверхностей все время будет менять свое положение. В результате при взаимной притирке на обрабатываемых поверхностях образуются случайные серии незамкнутых полос, имеющие различные положения, ширину и протяженность, а процесс доводки проводится до исправления возникающей пространственной погрешности во взаимном положении сопрягаемых поверхностей. Это также снижает производительность процесса доводки.
Задачей, на решение которой направлено предлагаемое решение, является повышение производительности доводки деталей сопрягаемых поверхностей с многоконтурным профилем за счет локализации зоны образования пятна контакта сопрягаемых поверхностей.
Указанная задача решается следующим образом.
В способе доводки сопрягаемых поверхностей с многоконтурным профилем деталей герметичных сопряжений, включающем их взаимную притирку, при которой детали с сопрягаемыми поверхностями прижимают друг к другу, одну деталь устанавливают неподвижно, а другой сообщают вращение с постоянной угловой скоростью и возвратно-поступательное движение в осевом направлении и в зону контакта сопрягаемых поверхностей подают притирочную смесь, содержащую свободные абразивные зерна, авторы предлагают до осуществления взаимной притирки на сопрягаемых поверхностях с многоконтурным профилем выполнять последовательный ряд плоских замкнутых кольцевых поверхностей с получением образующей профиля в поперечном сечении каждого контура в виде выпуклой ломаной линии.
Выполнение по многоконтурному профилю сопрягаемых поверхностей последовательного ряда плоских замкнутых кольцевых поверхностей с получением образующей профиля в поперечном сечении каждого контура в виде выпуклой ломаной линии позволяет при осуществлении взаимной притирки пар деталей резко снизить влияние исходной величины пространственной погрешности профиля, так как при установке пары деталей с прижатием их по многоконтурному профилю сопрягаемых поверхностей происходит их контакт по сравнительно узким плоским замкнутым кольцевым поверхностям. Поэтому в процессе взаимной притирки неизбежное относительное смещение сопрягаемых поверхностей по многоконтурному профилю будет происходить в пределах близлежащих граничащих участков. В результате резко сокращается зона изменения пятен контакта сопрягаемых поверхностей. Такая локализация пятен контакта дает возможность резко сократить разброс зон образования пятен контакта на притираемых поверхностях и ускорить процесс получения сплошного пятна контакта. При этом процесс взаимной притирки сопрягаемых поверхностей перестает носить случайный характер, что позволяет достаточно быстро исправить пространственную погрешность положения их многоконтурного профиля. Кроме этого, взаимодействие сопрягаемых поверхностей по выпуклым ломаным кривым линиям увеличивает силу резания, возникающую в процессе притирки. Эти факторы позволяют значительно сократить время обработки сопрягаемых поверхностей, т.е. значительно увеличить производительность доводки деталей.
При проведении поиска по патентной и научно-технической литературе не было выявлено решений, содержащих совокупность предлагаемых признаков, что позволяет сделать вывод о соответствии предлагаемого технического решения критерию “Новизна”.
Выполнение способа доводки сопрягаемых поверхностей с многоконтурным профилем деталей герметичных сопряжений с предлагаемой совокупностью признаков, которые позволяют значительно повысить производительность процесса, не является очевидными для специалистов, следовательно, предлагаемое техническое решение соответствует критерию “Изобретательский уровень”.
Предлагаемый способ доводки сопрягаемых поверхностей с многоконтурным профилем деталей герметичных сопряжений осуществляется следующим образом при обработке, например, лабиринтных уплотнений бортовых редукторов трактора.
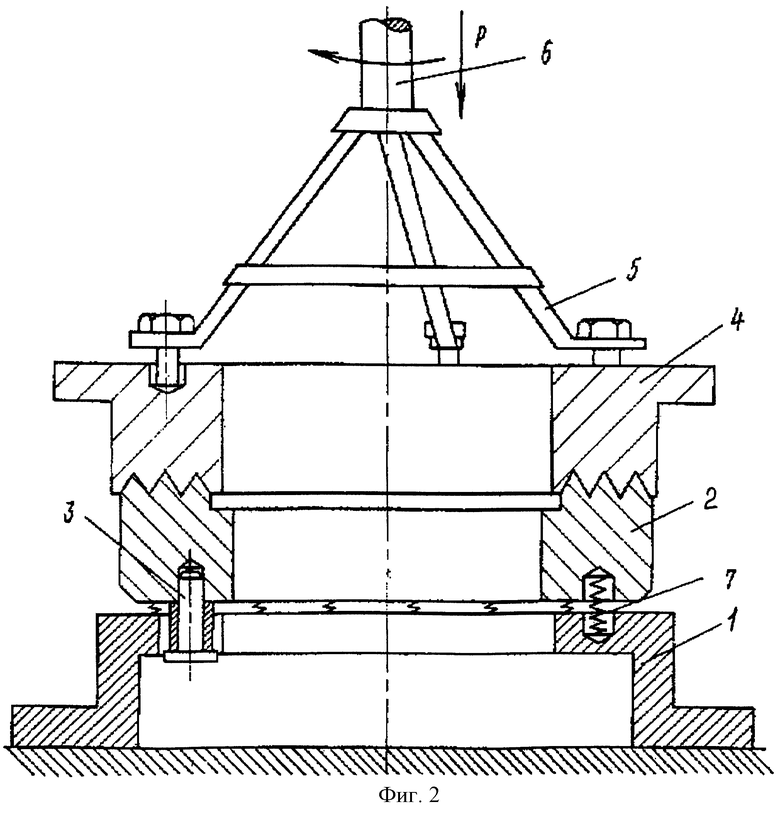
На фиг.1 представлена схема расположения последовательного ряда плоских замкнутых кольцевых поверхностей на образующей профиля в поперечном сечении контура лабиринтных уплотнений.
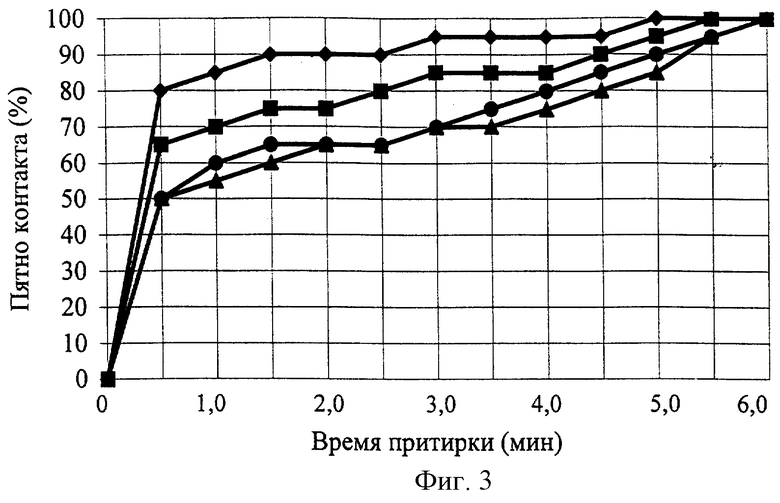
На фиг.2 - схема устройства для осуществления взаимной притирки пары деталей лабиринтного уплотнения.
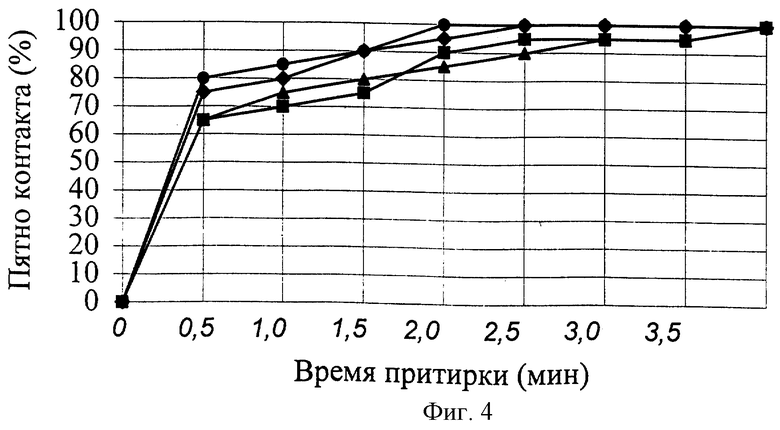
На фиг.3 изображена зависимость изменения количества пятен контакта от времени взаимной притирки по способу доводки, принятому за прототип.
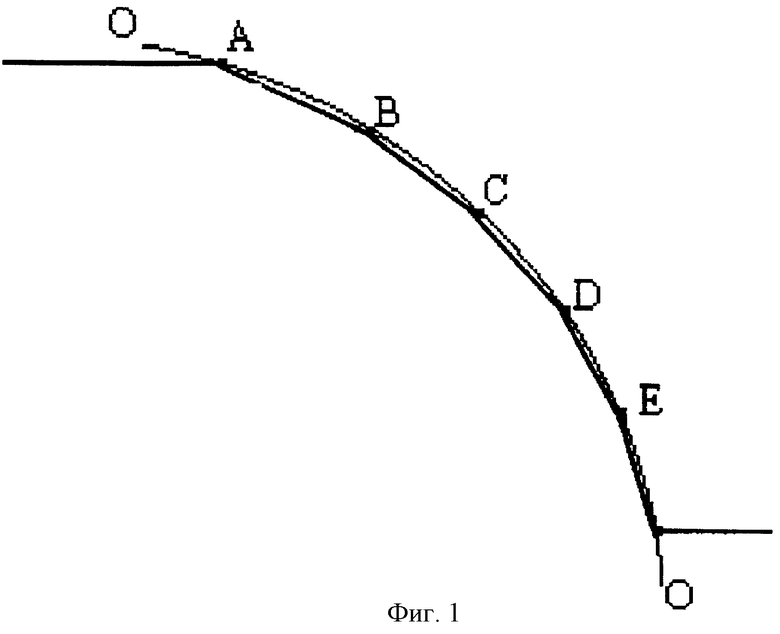
На фиг.4 изображена зависимость изменения количества пятен контакта от времени взаимной притирки по предлагаемому способу доводки.
У подготовленных для доводки пары деталей герметичных сопряжений на сопрягаемых поверхностях с многоконтурным профилем выполняется (фиг.1) последовательный ряд плоских замкнутых кольцевых поверхностей с получением образующей профиля в поперечном сечении каждого контура в виде выпуклой ломаной линии. (AB-BC-CD-DE). Для этого можно использовать, например, обработку этих поверхностей деталей на станке с числовым программным управлением, у которого траектория движения режущего инструмента воспроизводит заданную ломаную линию.
Затем осуществляют взаимную притирку, используя устройство на фиг.2. Для этого на основании 1 устанавливают обрабатываемую деталь 2, фиксатор 3 предохраняет ее от проворота. Другую деталь 4 устанавливают с помощью поводка 5 в шпиндель 6. Затем подают в зону контакта сопрягаемых поверхностей притирочную смесь, в состав которой входят свободные абразивные зерна. Детали 2 и 4 сводят и прижимают друг к другу с силой, которая регулируется с помощью тарированных пружин 7. При вращении детали 4 с постоянной угловой скоростью относительно детали 1 происходит их равномерная притирка. Через 7-10 мин деталь 4 поднимают и подают в зону притирки свежую порцию притирочной смеси. Затем их снова сжимают и продолжают процесс.
Процесс доводки сопрягаемых поверхностей проводится до образования их полного контакта по всей поверхности.
Зависимости, представленные на фиг. 3 и 4, наглядно показывают сокращение времени (на 50%), которое требуется для получения пятна контакта на 100% площади сопрягаемых поверхностей при доводке сопрягаемых поверхностей по предлагаемому способу.
Таким образом, предлагаемый способ позволяет значительно увеличить производительность доводки сопрягаемых поверхностей с многоконтурным профилем деталей герметичных сопряжений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ взаимной притирки сопряжений | 1974 |
|
SU846235A1 |
| АБРАЗИВНО-ПРИТИРОЧНЫЙ СОСТАВ | 1991 |
|
RU2034005C1 |
| ДОВОДОЧНО-ПРИТИРОЧНЫЙ КОНЦЕНТРАТ С МОДИФИЦИРУЮЩИМИ МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2006 |
|
RU2309968C1 |
| СПОСОБ ПРИТИРКИ ГЕРМЕТИЧНЫХ СОПРЯЖЕНИЙ | 2002 |
|
RU2233215C2 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| Способ притирки | 1980 |
|
SU931388A1 |
| Устройство для отделки зубчатых колес | 1981 |
|
SU998027A1 |
| КАЛИБР ТИПА СФЕРЕЯР, СПОСОБ НАСТРОЙКИ МЕРНОГО СТЕРЖНЯ КАЛИБРА, СПОСОБ ТОНКОЙ ДОВОДКИ РАБОЧЕГО РАЗМЕРА МЕРНОГО СТЕРЖНЯ КАЛИБРА, СПОСОБ ОПРЕДЕЛЕНИЯ ДЕЙСТВИТЕЛЬНОГО РАЗМЕРА МЕРНОГО СТЕРЖНЯ КАЛИБРА | 2009 |
|
RU2419762C1 |
| ВЕРТИКАЛЬНЫЙ СТАНОК ДЛЯ ПРИТИРКИ СОПРЯЖЕННЫХ КОНУСНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1971 |
|
SU291777A1 |
| ДОВОДОЧНО-ПРИТИРОЧНАЯ ПАСТА С МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2010 |
|
RU2441048C1 |
Изобретение относится к области машиностроения и может быть использовано для доводки сопрягаемых поверхностей с многоконтурным профилем деталей, работающих в условиях контактного взаимодействия, например лабиринтных уплотнений бортовых редукторов тракторов. На сопрягаемых поверхностях деталей выполняют последовательный ряд плоских замкнутых кольцевых поверхностей с получением образующей профиля в поперечном сечении каждого контура в виде выпуклой ломаной линии. Затем осуществляют взаимную притирку, при которой детали прижимают друг к другу. Одну деталь устанавливают неподвижно, а другой сообщают вращение с постоянной угловой скоростью и возвратно-поступательное движение в осевом направлении. В зону контакта сопрягаемых поверхностей подают притирочную смесь, содержащую свободные абразивные зерна. Такие действия локализуют зону образования пятна контакта и повышают производительность доводки. 4 ил.
Способ доводки сопрягаемых поверхностей с многоконтурным профилем деталей герметичных сопряжений, включающий их взаимную притирку, при которой детали с сопрягаемыми поверхностями прижимают друг к другу, одну деталь устанавливают неподвижно, а другой сообщают вращение с постоянной угловой скоростью и возвратно-поступательное движение в осевом направлении и в зону контакта сопрягаемых поверхностей подают притирочную смесь, содержащую свободные абразивные зерна, отличающийся тем, что до осуществления взаимной притирки на сопрягаемых поверхностях с многоконтурным профилем выполняют последовательный ряд плоских замкнутых кольцевых поверхностей с получением образующей профиля в поперечном сечении каждого контура в виде выпуклой ломаной линии.
| Способ взаимной притирки сопряжений | 1974 |
|
SU846235A1 |
| Станок для автоматической притирки пары винт-гайка | 1957 |
|
SU121051A1 |
| Способ приработки поверхностей взаимносопряженных трущихся деталей машин | 1941 |
|
SU63702A1 |
| Способ выплавки марганцевой стали аустенитного класса | 1982 |
|
SU1086019A1 |

