Изобретение относится к транспортой технике и может быть использовано ри транспортиров ании, например, пеатных плат.
Целью из обретения являетс51 расшиение технологических возможностей стройства.
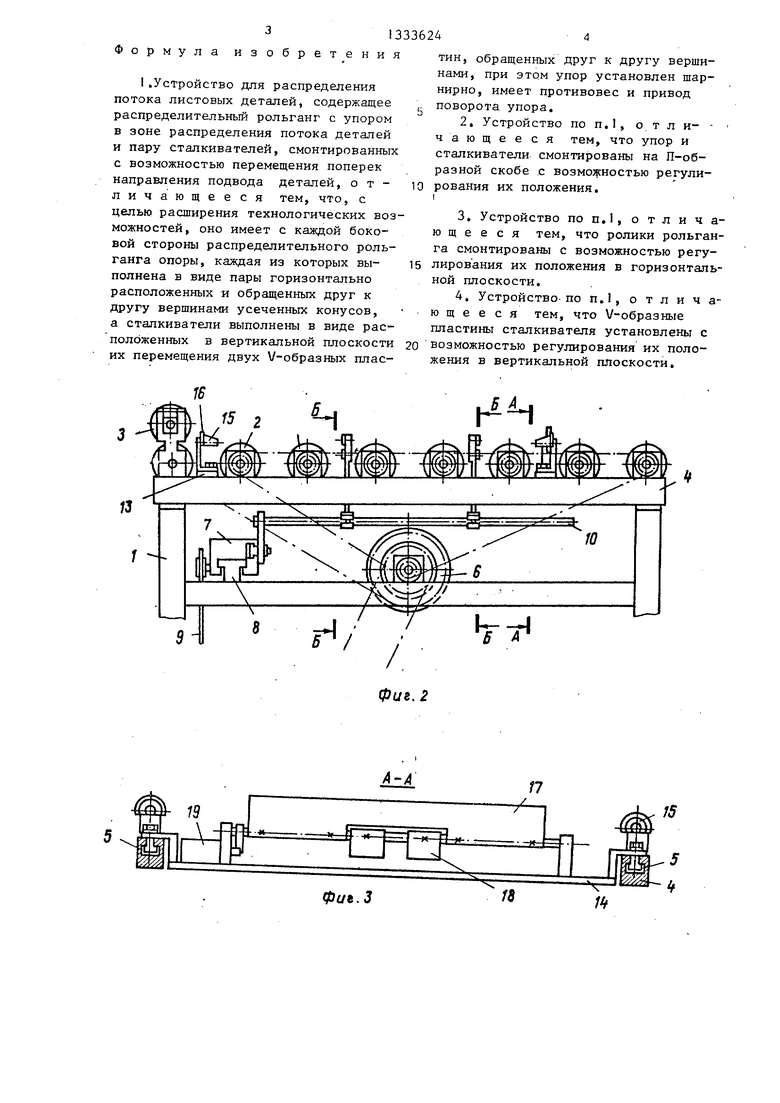
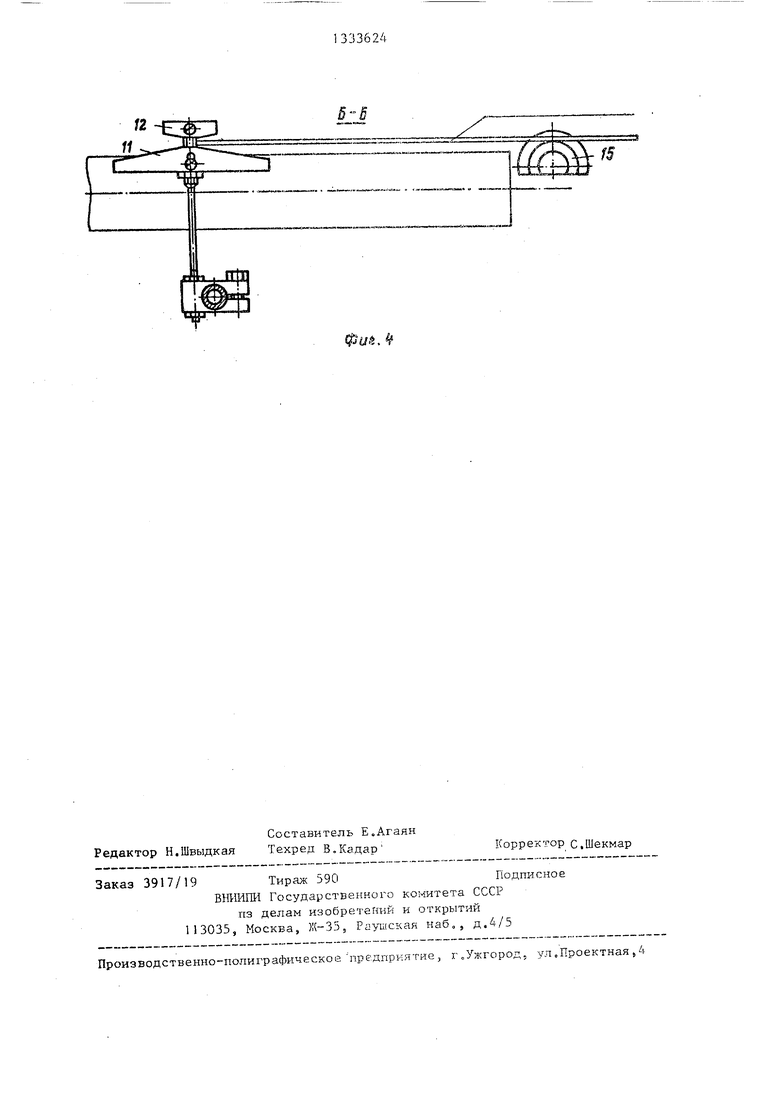
На фиг.1 представлено устройство, ид сверху; на фиг.2 - то же вид 10 сбоку; на фиг.З - разрез A-iA йа фига2 а фиг.4 - разрез Б-Б на фиГб2.
Устройство содержит каркас 1 на котором закреплен распределитель- g ный рольганг 2, и подающие ролики 3, установленные на опорных балках 4 посредством Т-образных пазов 5, привод 6, передающий движение подающим роликом 3 и роликом рольганга 2 ка- 20 ретку 7 с возможностью перемещения по направляющей 8 и снабженную приводом 9, На каретке закреплена штанга 10, на которой установлены с возможностью регулирования их поло- 25 жения сталкиватели, выполненнь е в виде V o6pa3Hbix пластин 11 и 12э обращенных друг к другу. V-образные пластины в процессе сталкивания обеспечивают подъем одного конца детали зо выше верхнего уровня роликов роль- ° Ганга, при этом контакт с деталью осуществляется по ее кромке
Верхняя V-образная пластина в процессе сталкивания предотвращает 5 преждевременный контакт быстростал- киваемой детали, V-образная форма гшастин облегчает освобождение стап- кивателя от детали при обратном (холостом) ходе каретки,40
В Т-образных пазах опоршлх блок 4 на расстоянии друг от друга, равном длине листовой детали расположены опорные элементы 13 и 14, имеющие конические опоры 15, снабженные g ребордами 16. Конические опоры обеспечивают подъем второго конца листовой детали и контакт с ней по ее кромкам. Реборды предотвращают боковое смещение листовой детали„ „
На скобе 14 установлен управляемый упор 17 .с противовесами 18 и его приводом 19. Зафиксированный упор обеспечивает возможность распредехшть листовые детали в перпендикулярных исходному направлениях. Расфиксиро- ванный упор не препятствует продвижению листовой детали в исходном нап- равле1ши.
Т-образные пазы опорных балок конвейера позволяют позиционировать устнавливаемые на них элементы (ролики конвейера, скобы с опорными конусами и упором) в соответствии с размера- .IИ транспортируемых листовых деталей
Устройство работает следующим об- разомс
Листовая деталь, проходя через ролики 3, ускоренно транспортируется ими в исходном направлении. При отсуствии необходимости менять его деталь продолжая движение в исходном направлении, отклоняет упор 17. который после ухода детали под воздействием противовесов 18 возвращается в исходное (вертикальное) положение. При необходимости распределить листовую деталь в перпендикулярном исходному направлению привод (электромагнит) 19 по сигналу систег ы управления (не показана) запирает упор 17, после чего включает привод 9, перемещающий каретку 8, сталкиватели которой подают листовую деталь в поперечном направлении, при этом нижняя V-образная пластина 11 стапкивателя, а затем и конические опоры 15 приподнимают ее вьше верхнего уровня роликов 2 и, перемещая ее .по опорам 15,. сталкивают с устройства. После прохождения це;нтра тяжести листовой детали через створ конических опор верхняя V-образная пластина 12 стал- кивателя удерживает листовую деталь от опрокидывания, а следовательно от контакта с тяговым органом поперечных транспортеров о После сталкивания детали каретка со сталкива - телями может быть возвращена в исходное положение для обеспечения возможности повторения цикла или не возвращена для обеспечения возмож- ночти сталкивания очередной детали в противоположном направлении.
Предлагаеное устройство для распределения потока листовых деталей позволяет распределять сплошной поток листовых деталей,, в том числе и из хрупких материалов и деталей, не допускающих трения рабочих плоскостей относительно тяговых органов прием- 1гых транспортеров, а также благодаря наличию упора и реборд з конических опорах сохранять ориентацию детапей при распределении потока перпендикулярно исходному направлению
Формула изобретав
1.Устройство для распределения потока листовых деталей, содержащее распределительный рольганг с упором в зоне распределения потока деталей и пару сталкивателей, смонтированных с возможностью перемещения поперек направления подвода деталей, отличающееся тем, что, с целью расширения технологических возможностей, оно имеет с каждой боковой стороны распределительного рольганга опоры, каждая из которых выполнена в виде пары горизонтально расположенных и обращенных друг к другу вершинами усеченных конусов, а сталкиватели выполнены в виде рас- положенных в вертикальной плоскости их перемещения двух V-образных плас
тин, обращенных ДРУГ к другу верщи- нами, при этом упор установлен шар- нирно, имеет противовес и привод поворота упора.
2.Устройство по П.1, о. т л и- - чающееся тем, что упор и сталкиватели смонтированы на П-об- разной скобе ,с возможностью регули10 рования их положения. I
3.Устройство по п.1, о т л и ч а- ю щ е е с я тем, что ролики рольганга смонтированы с возможностью регу15 лиров ания их положения в горизонтальной плоскости.
4.Устройство, по П.1, о т л и ч а- . ю щ е е с я тем, что V-образные
пластины сталкивателя установлены с 20 возможностью регулирования их положения в вертикальной плоскости.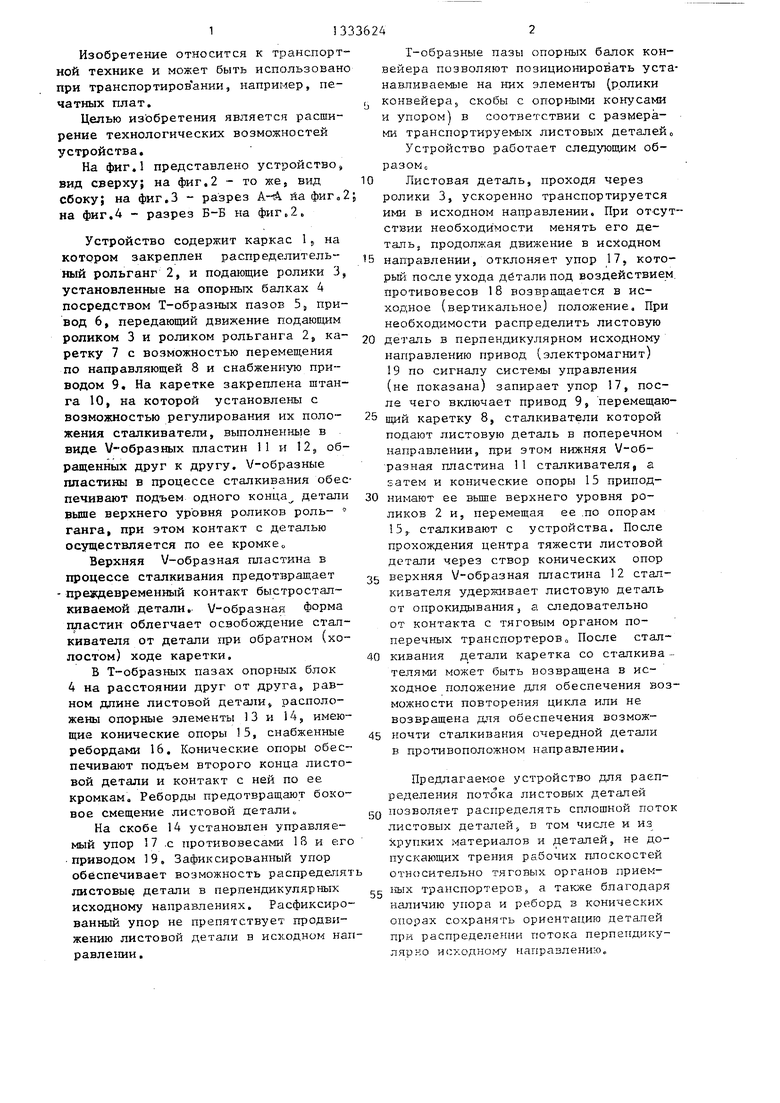
| название | год | авторы | номер документа |
|---|---|---|---|
| Сталкиватель слябов | 1982 |
|
SU1060265A1 |
| МАШИНА ДЛЯ ПАКЕТИРОВКИ И ОБВЯЗКИ ПРОВОЛОКОЙ, НАПРИМЕР, СОРТОВОГО ПРОКАТА | 1996 |
|
RU2100112C1 |
| Устройство для разбора стопы листового материала | 1991 |
|
SU1803376A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Устройство для передачи изделий с подающего конвейера на приемный конвейер, размещенные под углом друг к другу | 1989 |
|
SU1669828A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
| Устройство для перегрузки деталей | 1977 |
|
SU640930A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| Холодильник для слябов и листового проката | 1982 |
|
SU1058656A1 |
| Установка разгрузки-загрузки сушильной полочной вагонетки керамическими строительными изделиями | 1989 |
|
SU1653982A1 |
Изобретение относится к устройствам для распределения потока листовых деталей и позволяет расширить технологические возможности устройства. Оно содержит каркас 1, на котором закреплены распределительньш рольганг 2 и подающие ролики 3, приводимые с разными скоростями приводом 6, а также направляющая 8, по которой перемещается от привода каретка 7, несущая сталкиватели с - образными пластинами 11 и 12. На балках 4 смонтированы также скобы с закрепленными на них кoничecкимIi опорами 15, на одной из скоб смонтирован откидной упор. Деталь транспортируется роликами 3 в исходном направлении. При отсутствии необходимости менять направление детали упор 17 отклоняется и пропускает деталь. При необходимости распределения детали в направлении, перпендикулярном исходному, упор 17 запирается, а сталкиватели пластинами 11 и 12 приподнимают деталь вьше верхнего уровня роликов рольганга 2 и, перемещая ее по опорам 15, сталкивают с устройства. 3 3.п, ф-лы, 4 ил. & (Л Напродление dSuwenuff /F со со со О5 tsD 4 //
А А
t7
фиь. 3
18
Редактор Н.Швыдкая
Составитель Е.Агаян Техред В,Кадар
Заказ 3917/19 Тираж 590Подписное
ВНИИПИ Государственного комитета СССР
пз делам изобретений и открытий 113035, Москва, Ж-35, Рауи(ская наб, , д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная,4
Фи,Л
Корректор С.Шекмар
| Устройство для распределения листов из одного ряда в несколько | 1972 |
|
SU441906A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
