Извес ны устройства Д.ля гоф;)иро) .:|енты .убчаты.ми ва.ками, зубья которых образ ю-| гофры. Однако эти )ста1говк11 не обеспечивают получения точной с{)0рмь глубоких гофров и требую применения ва.ь коз большого размера.
В предлагаемом устройстве эти недостатки уст1)анены благ;)даря н)имеиению двух на) зубчатых залков, причем профи.ть зубцов первой нары валков обеспечивает предварительное гофрирование па неполную глубину гофра, а сами ваЛКи служат д.пя подачи .тенты кп вторую пару ва.:|-ков, имеюнАИх мепыпую ок)ужнук) oKOijiocTb. равную скорости выхода ..ченты в готовом виде.
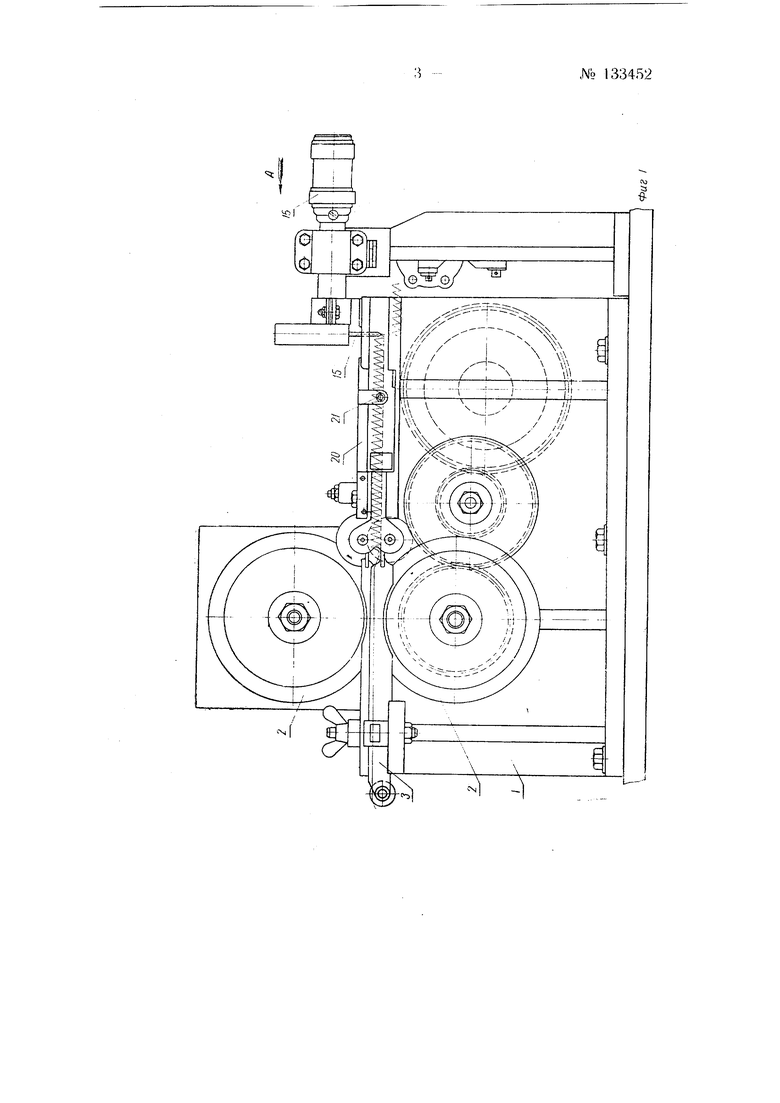
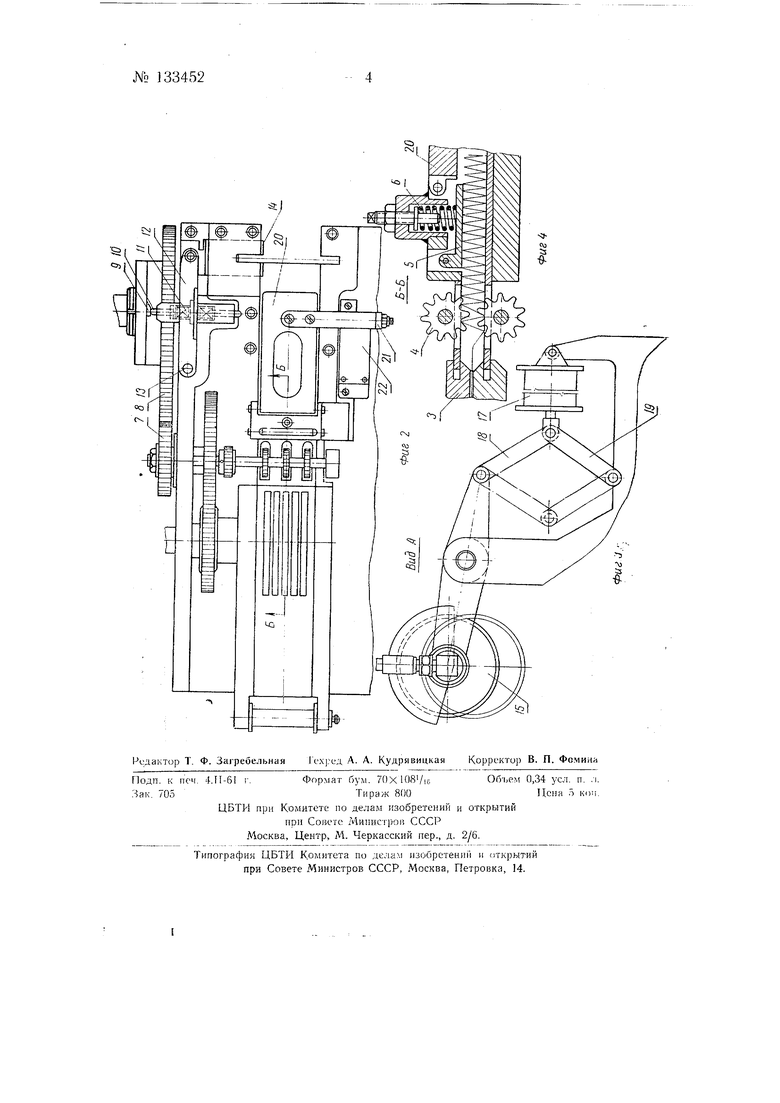
На фиг. I схематически изображено устройство, вид сне-редп; па фи1. 2 - то же, :вид в плане; на фиг. 3 РУИД по стрелке А на фпг. 1; на фи1-. 4 - разрез но Б-Б на фиг. 2.
Ма станине / ук)ен.лены тянущие ролики 2. которые состоят и: .UiCKOB с зубьями, .профиль которых соответствует профилю формуемой ленты. Ролики вращаются с такой же скоростьк, как и расположенные впереди формовочные ролики, i5 которых произ ;одится щта.мновка .. Л1ежду верхним и нижним роликами )асположены две направляющие пластины 3, между которыми проходит формуемая лента. Дли захвата .ченты дискам;- роликов в ггластинах и.меются окна. При выходе и.ч паправляющих пластин .лента поочередно упирается в зубья нижней и ве)хней гафрируклд.их звездочек 4, сгпбаечся, захватывается с.-1еду1они-1мй зубьями И подается в лоток, где ей при помощи гормозка. cocTOHHiero из пластины 5 и пружины 5, сообщается требуемый щат гофрирования. Для отсчета требуемого количества 1офр на пластине после отрезки в механизме преду|С1МОтрен счетный механизм (на чертеже не показан). Отсчет производится от обплего привода через сменные Н1естерни 7 и f. На нтестерне - укреп.чен кулачок 9. который на.NO 1334522
жи.мая на палец 10, учшрающийся в пружину /Д вызывае - поворот рычага 12 вокруг оси 13. При этом рычаг 12 выдвигает зажим 14, последний зажимает ленту в ручье лотка, прекращая ее движение, и н этот MOMejiT отрезается готовая пластина.
Резка Производится фрезой 75, в р аиление которой cooonuieTCH пневмоприводом 16. Подъем, и опускание фрезы производится 1нн евлгацилиндром 17 за один ход поршня в одну inn другую сторону. Нижнее положение фрезы 15 соответствует мертвому положению серег 18 и 19, соединяющих што-к цилиндра с рычагом, на котором укреплен привод с фрезой. Включение пневмоци-линдра /7. производится кулачком череч пневмоклапан в момент зажима .агенты в лотке.
На случай неисправности режундего механизма и.меется предохранительное устройство, которое при задержке прохоясдения ленты в лотка поднимает пластину 20 и размыкает электроконтакт 21 млктовыключателя 22. вык.;гючаю1цегс) привод устройства.
11 р е д м е т н з j б р е т е и и я
Устройство Д./1Я гофрирования ленты с применением зубчатых ва,;|ков, отличающееся тем, что, с целью получения точной формы глубоких гофров, не прибегая к валкам большого диаметра, устройство выполнено в виде двух пар зз бчатых валков, из которых валки первой пары имеют профиль зубцов, производящих предварительный изгиб гофрирования на неполную глубину гофра, и для подачи ленты во вторую па:ру валков, имеющих меньшую окружную скорость, paiiную скорости выхода .ленты в готовом виде.
Г
и-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Станок для изготовления змеевидных плоских пружин | 1959 |
|
SU123932A1 |
| Устройство для изготовления гофрированных пластин теплообменников | 1981 |
|
SU959871A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПЛАСТИН из ЛЕНТЫ | 1967 |
|
SU204288A1 |
| Устройство для гофрирования ленты | 1989 |
|
SU1792769A1 |
| Устройство для изготовления сотовых блоков | 1975 |
|
SU616013A1 |
| Устройство для гофрирования ленты | 1967 |
|
SU261352A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU925655A1 |
| Автомат для кладки из кирпича стен, колонн и т.п. | 1938 |
|
SU58731A1 |