1
Изобретение относится к области станкостроения, в частности касается загрузочяоразгрузочных устройств.
Известно загрузочно-разгрузочное устройство к токарному станку для деталей типа втулок, перемещаемых питателем из магазина, снабженного механизмом поштучной выдачи заготовок, к шпинделю станка при движении суппорта станка по направлению к передней бабке, при обратном движении которого съемник, связанный с суппортом подпружиненными штоками с упорами, снимает обработанную деталь со шпинделя, которая удаляется через отводной лоток.
Недостатком известного устройства является большая длительность разгрузочно-загрузочного цикла, так как подача заготовки в шпиндель станка происходит при движении питателя, устанавленного непосредственно на суппорте станка, по направлению к передней бабке, а заготовка обрабатывается при обратном ходе суппорта, после чего деталь снимается съемником.
Предлагаемое устройство отличается от известного тем, что на суппорте станка закреплена приемная втулка, удерживающая обработанную деталь, являющуюся базой для очередной поданной в зоне обработки заготовки и опирающуюся на планку, укрепленную на станине станка и имеющую окно над отводящим лотком.
Такое выполнение загрузочно-разгрузочного устройства позволяет со фатить его загрузочно-разгрузочный цикл в результате совмещения времени обработки заготовки и разгрузки обработанной деталн при движении суппорта станка по направлению к передней бабке.
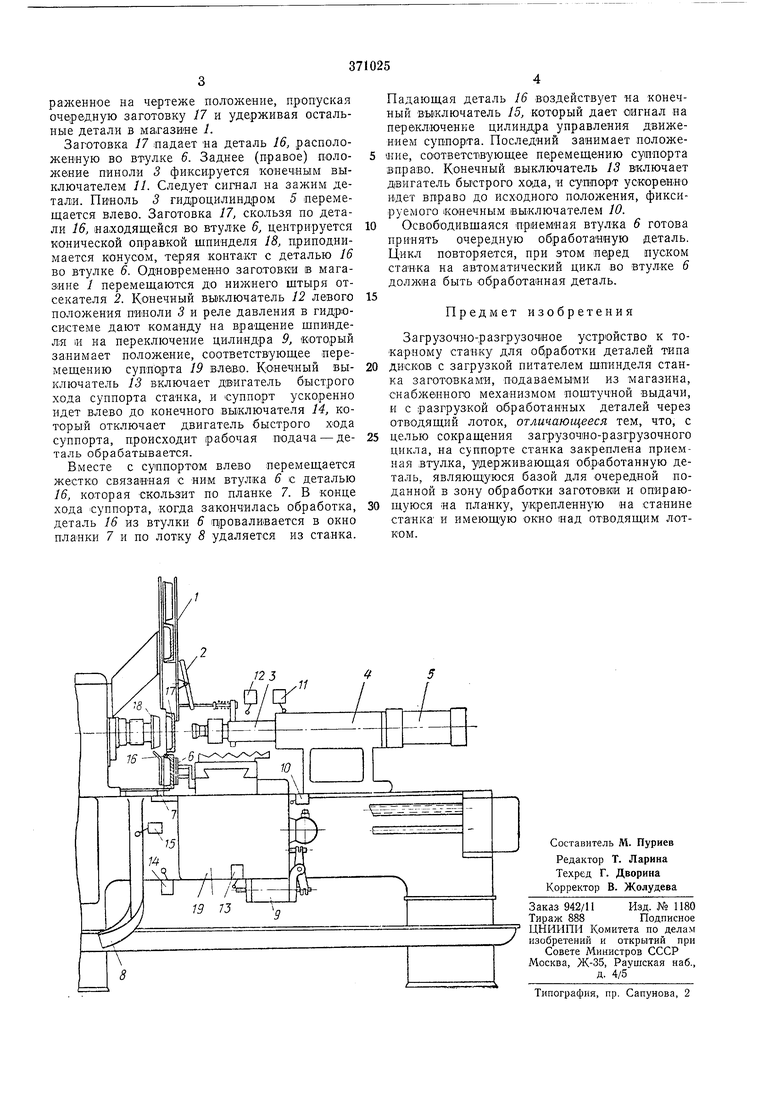
На чертеже представлено предлагаемое загрузочно-разгрузочиое ус11ройство.
включает в себя магазин Л отсекатель 2, связанный с пинолью 3 задней бабки 4, гидроцилиндр 5 зажима детали, приемную
втулку 6, планку 7 с окном, отводящий лоток 8, цилиндр 9 переключения движения суппорта и ко)1еч;пые выключатели 10-15.
Работает устройство следующим образом. После окончания обработки суппорт станка
ускоренно приходит в исходное положение (связанная с ним втулка 6 находится под обработанной деталью) и нажимает конечиый выключатель 10. Цилин,ар 9 переключения дв:ижения суппорта занимает нейтральное положение, следует команда на разжим детали. Пиноль 3 задней бабки 4 гидроцилиндром 5 перемещается вправо. В начале хода пиноли 3 обработанная деталь 16 разжимается и падает в кассету 6 на планку 7; в конце хода
ппноли 3 вправо птсекятель янимает изоб
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Загрузочно-разгрузочное устройство | 1974 |
|
SU534335A1 |
| Загрузочное устройство | 1985 |
|
SU1335402A1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| Токарный станок | 1986 |
|
SU1407757A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ И РАЗГРУЗКИ ПОРШНЕЙ | 1971 |
|
SU291423A1 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ЦЕНТРАХ | 1967 |
|
SU195837A1 |
