Изобретение относится к машиностроению и может найти применение при полировке деталей типа защелок замка.
Цель изобретения - повьппение качества обработки взаимно пересекающихся под тупыми углами и сопряженных по радиусу поверхностей.
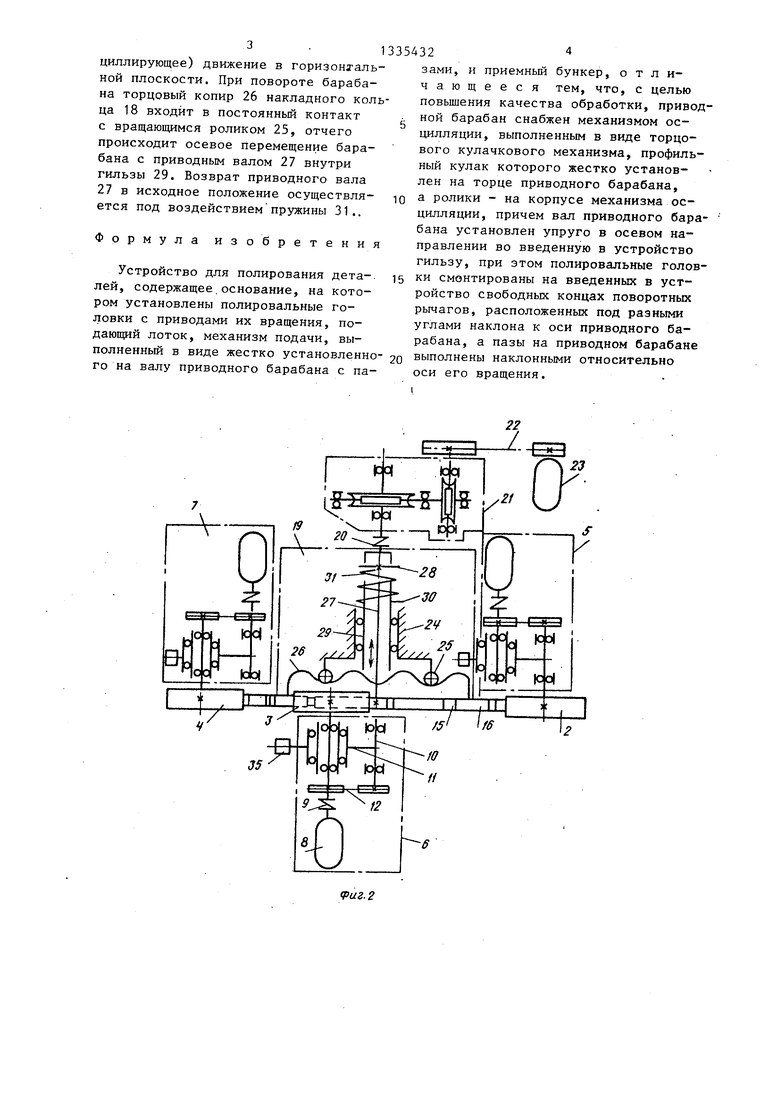
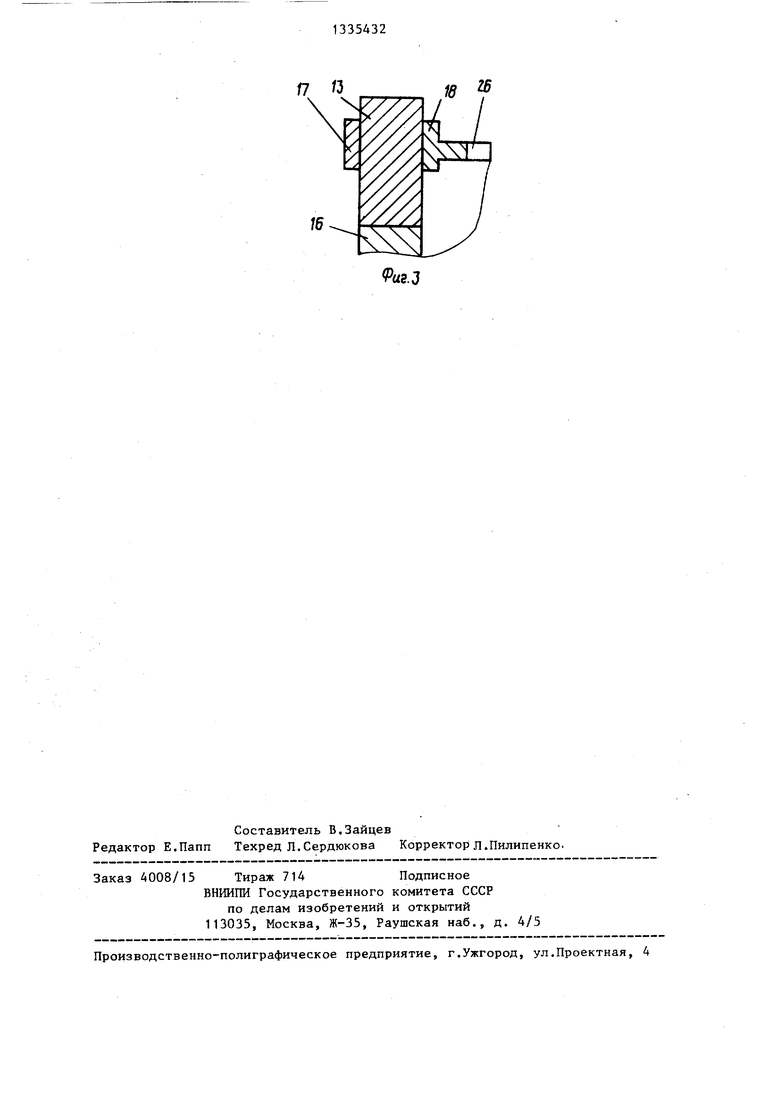
На фиг. 1 изображена схема расположения полировальных головок относительно подающего барабана, подающего лотка и приемного бункера; на фиг.2 - кинематическая схема полуавтомата; на. фиг. 3 - -разрез по диску с деталью и накладными кольцами.
Устройство содержит основание 1 с установленными на нем полировальными головками 2 (черновое полирование) , 3 (промежуточное полирование) и 4 (чистовое полирование). Вращение головок осуществляется от приводов 5 - 7 вращения, состоящих иэ электродвигателя 8, муфты 9, стойки 10 с валом и опорами качения, качающегося маятника 11 с опорами качения, ременной передачи 12. Длина маятника для всех головок одинакова, а углы наклона маятников 11 головок 2-4 относительно горизонтальной плоскости различны, т.е. для головки 2 наименьший, для головки 4 - наиболыиий. Соответственно этому на обрабатываемую поверхность деталей от головок- действует неодинаковая величина нормального давления кр-уга, зависящая от веса головки и ее угла наклона.
Обрабатываемые детали 13 устанавливаются на подающий лоток 14 и подаются в гнезда 15 приводного барабана 16 под собственным весом. Гнезда выполнены наклонными по отношению к периферии барабана в радиальной плоскости. На барабане 16 жестко крепятся накладные кольца 17 и 18. Он приводится во вращение от механизма 19 подачи через муфту 20, силовой редуктор 21, ременную передачу 22, электродвигатель 23. Механизм осцилляции барабана 16 состоит из Корпуса 24, на котором крепятся вращающиеся ролики 25, входя1цие в постоянный контакт с торцовым копиром 26 накладного кольца 18. Барабан 16 жестко сидит на приводном валу 27, на другом конце которого установлен палец 28. Приводной вал 27 находится в опорах качения внутри гильзы 29 с буртиком 30, между которыми.находится пружи10
15
20
25
13354322
на 31. Вал 27 и гильза 29 соединены между собой шпоночньп соединением для обеспечения осевого перемещения ва- ла 27 с пальцем 28 относительно гильзы 29. Для предохранения от выпадания обработанных деталей из гнезд в их нижнем положении служит ограждение 32, соединенное с лотком 33 отвода деталей в приемный бункер 34. На корпусах маятников установлен регулятор . 35 поджатия круга.
Устройство работает следующим образом.
При включении в работу начинают вращаться полировальные головки 2-4 от приводов 5-7 вращения через ременные передачи 12. Одновременно . включают злектродвигатель 23, передающий вращение через ременную передачу 22, силовой редуктор 21 на меха- ризм 19 подачи. Величина усилий нажима полировальных головок 2 - 4 на обрабатываемую поверхность определяется расчетным путем с учетом собственного веса головок, а также при необходимости производится дополнительная регулировка с помо1цъю регулятора 35 поджатия круга. Обрабатываемые детали 13 закладываются на подающий лоток 14. Нижняя деталь попадает из лотка на периферию барабана и при его вращении проваливается в гнездо. От выпадания из гнезда деталь в боковом направлении фиксируется накладными кольцами 17 и 18. Гнезда на диске выполнены с заданным шагом. Это позволяет полировальному кругу при переходе на следующую деталь располагаться одновременно на поверхностях двух обрабатываемых деталей. Нри повороте барабана 16 и подходе детали к полировальным головкам обрабатываемая поверхность детали воздействует на круг головки, приподнимая ее. Происходит процесс, обкатки обрабатываемых поверхностей кругом. Вначале обрабатывается наклонная поверхность детали, затем малый торец (носик), после чего круг соскальзывает с обработанной детали и переходит к следующей. Процесс обработки на всех деталях одинаков. После окончания обработки головкой 4 при даль- нейшем вращении диска деталь под собственным весом вьтадает из гнезда, скользит по лотку 33 и попадает в приемный бункер 33, Барабан 16 имеет возвратно-поступательное (ос30
35
40
45
50
55
3 . 1
циллирующее) движение в горизонтальной плоскости. При повороте барабана торцовый копир 26 накладного кольца 18 входит в постоянный контакт с вращающимся роликом 25, отчего происходит осевое перемещение барабана с приводным валом 27 внутри гильзы 29. Возврат приводного вала 27 в исходное положение осуществляется под воздействием пружины 31..
Формула изобретения
Устройство для полирования дета- лей, содержащее,основание, на котором установлены полировальные головки с приводами их вращения, подающий лоток, механизм подачи, выполненный в виде жестко установленно- го на валу приводного барабана с па10
15 2о
35432
зами
, и приемный бункер, отличающееся тем, что, с целью повышения качества обработки, приводной барабан снабжен механизмом осцилляции, выполненным в виде торцового кулачкового механизма, профильный кулак которого жестко установлен на торце приводного барабана, а ролики - на корпусе механизма осцилляции, причем вал приводного барабана установлен упруго в осевом направлении во введенную в устройство гильзу, при этом полировальные головки смонтированы на введенных в устройство свободных концах поворотных рычагов, расположенных под разными углами наклона к оси приводного барабана, а пазы на приводном барабане выполнены наклонными относительно оси его вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полирования деталей | 1978 |
|
SU770758A2 |
| Полировальный станок | 1981 |
|
SU948632A1 |
| Устройство для полирования криволинейных поверхностей деталей | 1982 |
|
SU1085780A2 |
| Устройство для полирования криволинейных поверхностей деталей | 1981 |
|
SU982877A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| Полуавтоматический станок для шлифования и полирования деталей | 1950 |
|
SU91705A1 |
| СТАНОК ДЛЯ ПОЛИРОВАНИЯ ВЫПУКЛЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 1968 |
|
SU207760A1 |
| Устройство для полирования криволинейных деталей | 1983 |
|
SU1140938A1 |
| Устройство для полирования деталей | 1981 |
|
SU948633A2 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
Изобретение относится к области машиностроения. Целью его является повьшение качества обработки. На основании 1 с возможностью вращения и осевой осцилляции установлен барабан 16, в гнезда 15 которого из лотка 14 под своей массой подаются заготовки 13. Вокруг барабана на том же основании 1 под разными углами наклона к оси его вращения расположено несколько полировальных головок 2, 3 и 4, предназначенных для чернового промежуточного и чистового полирования. Барабан 16 упруго установлен на оси вращения, а механизм осцилляции барабана выполнен в виде торцовового кулачкового механизма, профильный кулак которого жестко установлен на торце барабана 16. Разные углы наклона полировальных головок обеспечивают разные величины нормальных давлений полировальных кругов на обрабатываемую деталь, что повьшает качество обработки. 3 ил. (О (Л 00 00 СП 4 оо 1C
f f I
f N оД/ I
/
, Jl III 3
16
16
| Полуавтомат для полирования деталей | 1979 |
|
SU770759A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
