Изобретение относится к деревообрабатывающей промышленности, в частности к деревофрезерующим станкам.
Цель изобретения - повышение качества прифуговки резцов.
На чертеже изображена схема прифуговки резцов, вид сбоку.
Устройство для осуществления способа прифуговки резцов деревофрезе- рующих станков включает установку абразивного бруска , его подвод по радиусу 2 вращающейся резцовой головки 3 и прифуговку резцов. При этом под резцовой головкой 3 расположена фрезеруемая деревянная заготовка 4, на которой показаны эллипсы 5 и 6 движения резцовой головки 3 с величинами максимального 7 и минимального 8 отклонений оси 9 шпинделя, а также сила 10 резания, усилие 11 прифуговки и вектор 12 подачи заготовки.
Способ осув1ествляется следующим образом.
Экспериментально на заготовке 4 определяют направление максимального отклонения 7 оси 9 шпинделя на типовых режимах фрезерования древесины (скорость подачи, ширина фрезерования, припуск на обработку, порода об рабатываемой древесины) и строят график разворота вектора максимального отклонения оси 9 шпинделя относительно вектора 12 подачи заготовки.
Абразивный брусок 1 разворачивают вокруг оси вращения резцовой головки 3 относительно вектора 12 подачи заготовки на соответствующий режиму фрезерования древесины угол. По графику разворота вектора, полученному ранее, абразивный брусок 1 фиксируют на станке, затем надвигают абразивный брусок 1 на резцы вращающейся резцовой головки 3 с усилием, равным
усилию фрезерования древесины на дан- 45правлению, установку абразивного ном режиме. Для резцовых головок диа-бруска производят в направлении мак- метром 140-180 мм выбран следующийсимального отклонения оси шпинделя, режим прифуговки: частота в.ращенияа прифуговку резцов ведут с усилием, ножевой головки 5000 мин ; скоростьравным усилию фрезерования древесины,
Составитель А.Сафонов Редактор В.Петраш ТехреД Л.Олийнык Корректор Л. Пилипенко
„,в, ГТ.-|ЖП Т.Г- «.- -- - ..- ..,«,И...Р- - -.- - -.- - -
Заказ 4012/17 Тираж 463Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
поперечной (боковой) подачи бруска № 0,05-0,1 мм/мин на двойной ход; величина фаски по задней грани
0,2 мм; величина осевой подачи абразивного бруска не более 0,05 мм; скорость резания 25-35 м/с; задний угол резца , при этом эффективная длина контакта абразивного бруска с лезвием ножевой головки соответствует 2-Д мм, что по силам соответствует реальному процессу фрезерования древесины. Более точно соответствие усилий, действующих на шпиндель в процессе прифуговки и при фрезеровании, может быть обеспечено установкой абразивного бруска 1 в динамометрическом устройстве. При этом устройство должно обеспечивать контроль величины поперечной (боковой) подачи (или усилия прифуговки) при непрямолинейности перемещения абразивного бруска 1 не более 0,01 мм на 1 м.
Прифуговка резцов по предлагаемому способу обеспечивает точную установку резцов на постоянный радиус резания, что позволяет повысить точность обработки и качество обрабатываемой поверхности за счет уменьшения шероховатости.
Формула изобретения
Способ прифуговки резцов дерево- фрезерующих станков, включающий установку абразивного бруска, его подвод по радиусу вращающейся на шпинделе резцовой головки и прифуговку резцов, отличающийся тем, что, с целью повьш1ения качества прифуговки резцов, перед установкой абразивного бруска определяют максимальное отклонение оси шпинделя по величине и на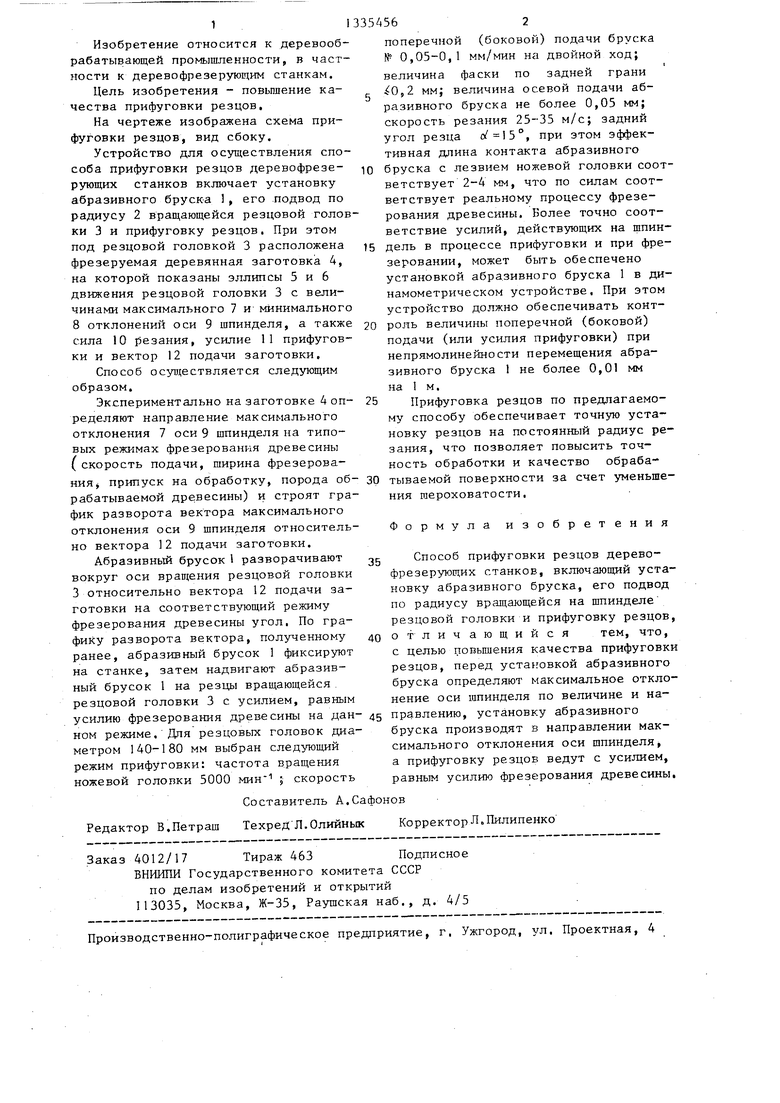
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ СТРОГАЛЬНЫЙ С ОБНОВЛЯЕМЫМ ПРИ ПЕРЕТОЧКАХ УГЛОМ ПРИСАДКИ И ПРОФИЛЯ СТРУЖКОЛОМАТЕЛЯ ПО ЕГО ПЕРЕДНЕЙ ГРАНИ | 2001 |
|
RU2229376C2 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2002 |
|
RU2232674C2 |
| Устройство для оцилиндровки бревен | 1981 |
|
SU1061998A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Нагрузочное устройство для испытания механизмов подачи деревообрабатывающих станков | 1987 |
|
SU1442406A1 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1997 |
|
RU2130827C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение качества прифуговки резцов. Способ прифуговки резцов включает установку абразивного бруска 1, его подвод по радиусу 2 вращающейся резцовой головки 3 с эллипсами 5 и 6 ее движения и величинами максимального 7 и минимального 8 отклонений оси шпинделя з . прифуговкой определяют Hanpasj-eHHi; -максимального отклонения 7 оси ;гли,-4 деля 9 относительно вектора ггадачн заготовки 2. Абразивный брусок л-- двигают на резцовую головку 3 с j с.-, лием, равным усилию фрезерования весины. и цикл повторяют. I 1Ш. 3 САЭ СО ел 4 СЛ О) /
| Комаров Г.А | |||
| Четырехсторонние продольно-фрезерные станки для обработки древесины | |||
| - М.: Лесная промышленность, 1983j с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Дружков Г.Ф | |||
| Исследование процесса фрезерования древесины фугованными ножами | |||
| - М | |||
| : t-ШТИ, 1971. | |||
