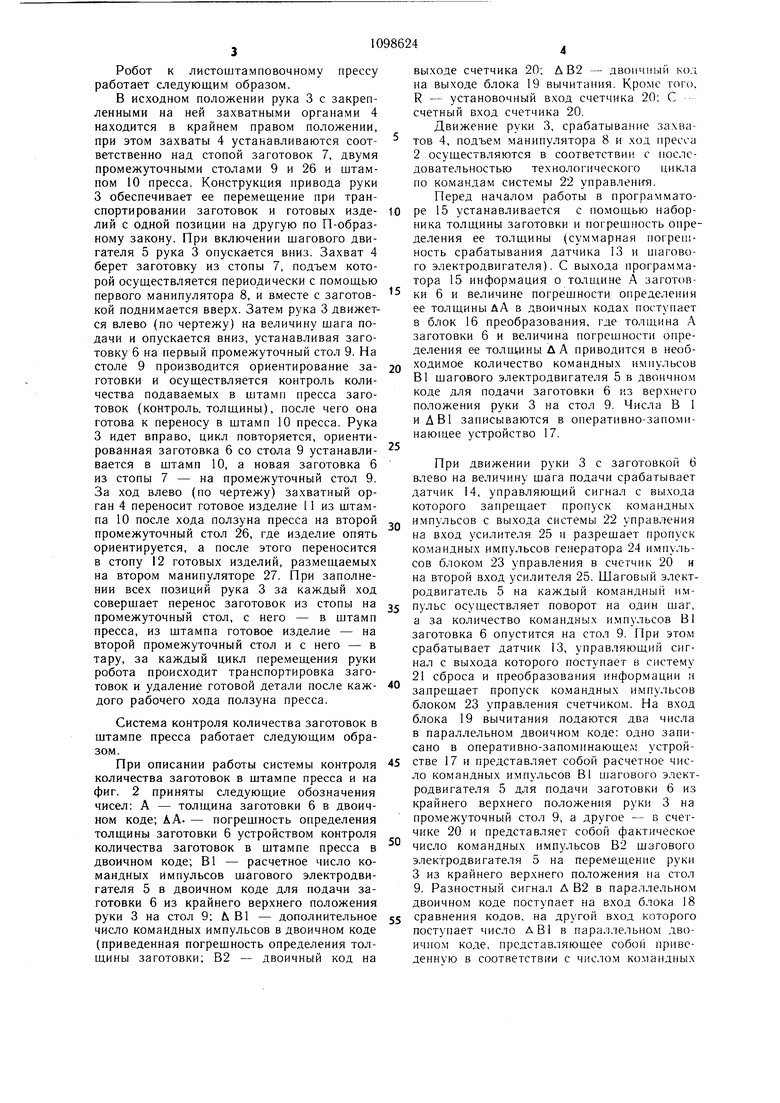
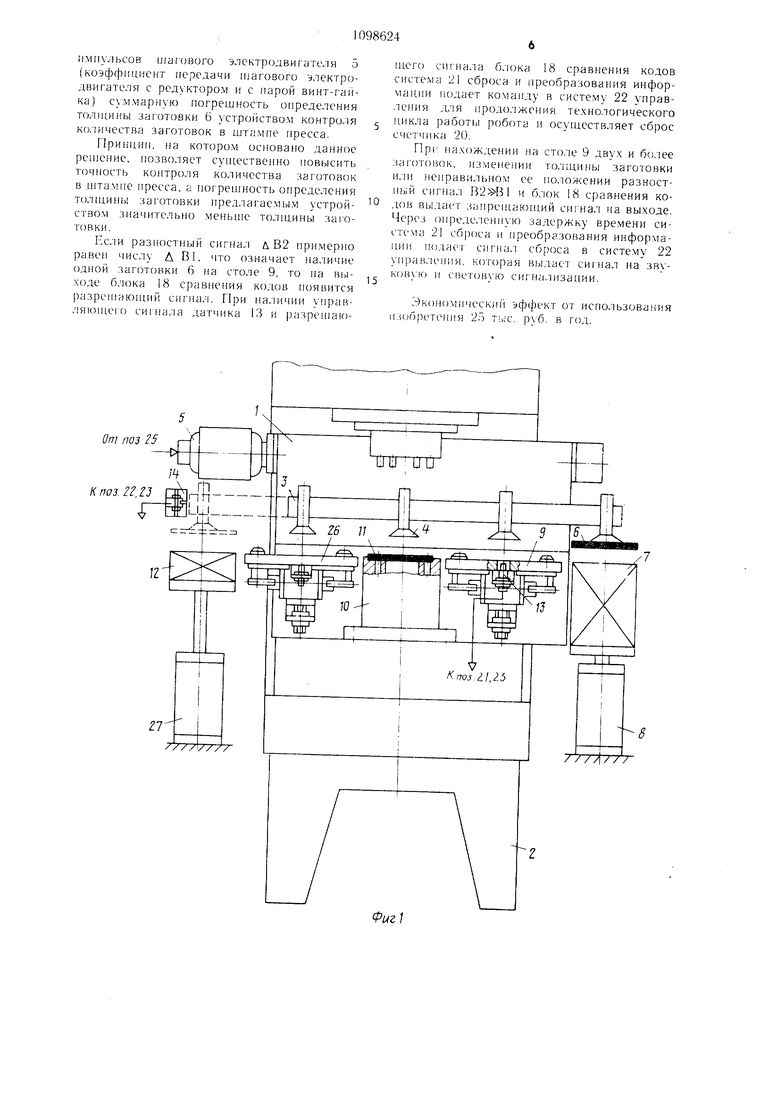
Изобретение относится к холодной обработке металлов давлением и может быть иснользовано для подачи в рабочую зону пресса листовых заготовок и удаления из рабочей зоны пресса деталей. Известен робот к листоштамновочному нрессу, содержащий станину, смонтированные на ней механическую руку с захватным органом, систему управления, блок преоб)азова)1ия информации, преобразователь, привод руки, выполненный в виде силового цилиндра, рабочие полости которого связаны с K.ianaiOM управления через обратные клаnain.i и регулируемые дроссели 1. Недостатком робота является низкая надежность в работе. Иаибо.юе б.шзким к изобретению но ссмкжупности существенных признаков и достигаемому эфс)екту яв.ляется робот к листо1нта.мповочно.му прессу, содержащий стапину, установленную на ней руку с захватными opiatiaMH, связанную с приводом, и.:1ите.ль, систему управления, выход которой соединен с уси;1ителе.м, и систему контроля количества заготовок 2. Недостаток известжяО устройства -- низкая надежность в работе. Де,1ь изобретения -- повышение надежности в работе. Поставлсипая цель достигается тем, что )обот к листоштамповочно.му прессу, содержащий станину, установленную на ней руку с захватными органами, связанную с приво.юм, усилитель, систему управ.кшия, выход которой соединен с усилителем, а также систему контроля количества заготовок, еиабжеп оперативно-запоминающим устройспадм, двумя датчиками, системой сброса и преобразования информации, блоком с авпения кодов, блоком вычитания, генератором импульсов, счетчиком, блоком управления счетчиком, блоком феобразования, соединенным с программатором и с оперативно-запоминающимустройством, причем выход счетчика соединен с первым входом блока вычитания, первый выход оперативно-.чаноминающего устройства с первым входом блока сравнения кодов, а второй выход с вторым входом блоком вычитания, выход блока вычитания - с вторым входом блока сравнения кодов, а выход сравнения кодов -- с первым входом системы сброса и преобразования информации, выход с.истемы сброса и преобразования информации - с установочным входом счетчика и с нервым входом в систему управления, 1Кр1)1Й вход блока управления счетчикомс генератором импу;1ьсов, а выход б.лока упг1авления счетчиком - со счетным входом счетчика и с вторым входом усилителя, выход первого датчика-- с вторыми входами блока управления счетчиком ii системы управления, а выход liiopoio датчикас вторым входом системы сброса И преобразования информации и с третьим входом блока управления счетчикам. На фиг. 1 изображен робот к листоштамповочному прессу, общий вид; на фиг. 2 - электрическая блок-схема. Робот 1 установлен на станине пресса 2 и содержит руку 3, несущую захватные органы 4, механизм 5 преобразования и передачи энергии. Материал б укладывается в ступу 7 на манипуляторе 8. Робот содержит также промежуточный стол 9, где перед подачей материала (заготовки ) 6 в щтамп 10 осуществляется их ориентация. Готовое изделие 11 после обработки в щта.мпе 10 переносится на второй промежуточный стол, который служит для ориентации готовых изделий перед их переносом в стопу 12. В про.межуточно.м столе 9 закреплен датчик 13, который служит для контроля толщины заготовки 6. На станине 2 пресса закреплен датчик 14, который с.тужит для контроля крайнего левого положения подвижной руки 3. Датчик 13 контроля толщины связан с системой контроля количества заготовок в щтампе 10 пресса, которая содержит програм.матор 15, выход которого соединен с входом блока 16 преобразования. Информация с выхода блока 16 преобразования поступает в оперативно-запомипаюп;ее устройство 17, перзый выход которого соединен с первым входом блока 18 сравнения кодов, а второй выход-с вторым входом блока 19 вычитания. Первый вход блока 19 вычитания соединен с выходом счетчика 20, а выход -- с вторы.м входо.м блока 18 сравнения кодов. Сигнал с выхода блока 18 сравнения кодов поступает на первый вход системы 21 сброса и преобразования информации. датчика 14 соединен с вторы.ми входами системы 22 управления и блока 23 управления счетчиком. Выход датчика 13 соединен с вторым входом системы 21 сброса и преобразования инфор.мации и с третьим входом блока 23 управления счетчиком. Выход -енератора 24 импульсов соединен с первы.м входом блока 23 управления счетчиком, выход которого соединен со счетным входом счетчика 20 и с вторым входом усилителя 25, на первый вход которого поступает сигнал с выхода системы 22 управления. Си1нал с выхода систе.мы 21 сброса и преобразования информации поступает на первый выход системы 22 управления и на установочный вход счетчика 20. Выход усилителя 25 связан с механизмом 5 преобразования и передачи энергии и выполнен, папример, в виде щагового электродвигателя с редуктором. Нозицией 26 обозначен второй промежуточный стол, а позицией 27 -- манипулятор со стопой готовых изделий 12. Робот к листоштамповочному прессу работает следующим образом. В исходном положении рука 3 с закрепленными на ней захватными органами 4 находится в крайнем правом положении, при этом захваты 4 устанавливаются соответственно над стопой заготовок 7, двумя промежуточными столами 9 и 26 и штампом 10 пресса. Конструкция привода руки 3 обеспечивает ее перемещение при транспортировании заготовок и готовых изделий с одной позиции на другую по П-образному закону. При включении шагового двигателя 5 рука 3 опускается вниз. Захват 4 берет заготовку из стопы 7, подъем которой осуществляется периодически с помощью первого манипулятора 8, и вместе с заготовкой поднимается вверх. Зате.м рука 3 движется влево (по чертежу) на величину шага подачи и опускается вниз, устанавливая заготовку 6 на первый промежуточный стол 9. На столе 9 производится ориентирование заготовки и осуществляется контроль количества подаваемых в штамп пресса заготовок (контроль, толщины), после чего она готова к переносу в штамп 10 пресса. Рука 3 идет вправо, цикл повторяется, ориентированная заготовка 6 со стола 9 устанавлиБается в штамп 10, а новая заготовка 6 из стопы 7 - на промежуточный стол 9. За ход влево (по чертежу) захватный орган 4 переносит готовое изделие 11 из штампа 10 после хода ползуна пресса на второй промежуточный стол 26, где изделие опять ориентируется, а после этого переносится в стопу 12 готовых изделий, размещаемых на втором манипуляторе 27. При заполнении всех позиций рука 3 за каждый ход совершает перенос заготовок из стопы на промежуточный стол, с него - в штамп пресса, из щтампа готовое изделие - на второй промежуточный стол и с него - в тару, за каждый цикл перемещения руки робота происходит транспортировка заготовок и удаление готовой детали после каждого рабочего хода ползуна пресса. Система контроля количества заготовок в штампе пресса работает следующим образом. При описании работы системы контроля количества заготовок в штампе пресса и на фиг. 2 приняты следующие обозначения чисел: А - толщина заготовки 6 в двоичном коде; АА. - погрещность определения толщины заготовки 6 устройством контроля количества заготовок в щтампе пресса в двоичном коде; В1 - расчетное число командных Импульсов щагового электродвигателя 5 в двоичном коде для подачи заготовки 6 из крайнего верхнего положения руки 3 на стол 9; Л В1 - дополнительное число командных импульсов в двоичном коде (приведенная погрещиость определения толщины заготовки; В2 - двоичный код на выходе счетчика 20; Д В2 - двоичный код на выходе блока 19 вычитания. Кроме того, R - установочный вход счетчика 20: С счетный вход счетчика 20. Движение руки 3, срабатывание захватов 4, подъем манипулятора 8 и ход пресса 2 осуществляются в соответствии с последовательностью технологического цикла по командам системы 22 управлен тя. Перед началом работы в программаторе 15 устанавливается с помощью наборника толщины заготовки и погрешность определения ее толщины (суммарная погрешность срабатывания датчика 13 и шагового электродвигателя). С выхода программатора 15 информация о толщине .4 заготовки 6 и величине погрешности определения ее толщины дА в двоичных кодах поступает в блок 16 преобразования, где толщина .Л заготовки 6 и величина погрешности определения ее толщины ДА приводится в необходимое количество командных импульсов 81 шагового электродвигателя 5 в двоичном коде для подачи заготовки 6 из верхнего положения руки 3 на стол 9. Числа В 1 и ДВ1 записываются в оперативно-запоминающее устройство 17. При движении руки 3 с заготовкой 6 влево на величину шага подачи срабатывает датчик 14, управляюший сигнал с выхода которого запрещает пропуск командных импульсов с выхода системы 22 управления на вход усилителя 25 и разрещает пропуск ко.мандных импульсов генератора 24 импульсов блоком 23 управления в счетчик 20 и на второй вход усилителя 25. Шаговый электродвигатель 5 на каждый командный импульс осуществляет поворот на один шаг, а за количество командных импульсов В1 заготовка 6 опустится на стол 9. При этом срабатывает датчик 13, управляющий сигнал с выхода которого поступает в систему 21 сброса и преобразования инфор.мации и запрещает пропуск командных импульсов блоком 23 управления счетчиком. На вход блока 19 вычитания подаются два числа в параллельном двоично.м коде: одно записано в оперативно-запоминающем устройстве 17 и представляет собой расчетное чис--lo командных импульсов В1 шагового электродвигателя 5 для подачи заготовки 6 из крайнего верхнего положения руки 3 на промежуточный стол 9, а другое - в счетчике 20 и представляет собой фактическое число командных импульсов В2 щагового электродвигателя 5 на перемещение руки 3 из крайнего верхнего положения на стол 9. Разностный сигнал Д В2 в параллельно.м двоичном коде поступает на вход блока 18 сравнения кодов, на другой вход которого поступает число лВ1 в параллельном двоичном коде, представляющее собой приведенную в соответствии с числом ко.мандных
iivirivvibcoB uiaroBoro электродвигателя о (коэффициент передачи шагового электродвигателя с редуктором и с парой винт-гайка) суммарную погрешность определения толн(ины заготовки 6 устройством контро;1я ко.чичеетва заготовок в штампе пресса.
Принцип, па котором основано данное , позволяет существенно повысить точность контроля количества заготовок в П1тампе пресса, а погреп1ность определения заготовки предлагаемым устройст.вом значительно меньпге толщины заготовки.
Если разностный сигнал д В2 примерно равен числу Д ВI, что означает наличие одной заготовки б на столе 9, то на BI,I.ходе блока 18 сравнения кодов ноявится разрешаюни1Й сигнал. При наличии унравляк)Н1его сигнала датчика 13 и разрениноHicro сигнала б.кжа 18 сравнения кодов система 21 еброса и преобразования информации .подает ко.манду в систе.му 22 управле1 ия для продолжения те.хнологического никла работы робота и осуществляет сброс счетчика 20.
Прг: на.хождении на столе 9 двух и более за1Ч)товок, изменении то.ицины заготовки и:п1 неправильпом ее положении разностП1мй сигна. и блок 18 сравнения кодов выдает занреп1,аюший сигнал на вы.ходе. Через определенную задержку времени система 21 сброса и преобразования информа:1ии подает сигнал сброса в систему 22 у||)ав;1ен|1я, которая В1 1дает сигнал на звуков ю и световхю си1на.1иза11ии.
Экономический эф(|1ект от использования (гзобретепия 25 ть;с. руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления роботом для листоштамповочного пресса | 1984 |
|
SU1234219A1 |
| Устройство для управления автоматизированным прессовым оборудованием | 1983 |
|
SU1131678A1 |
| Устройство для перемещения листового материала к обрабатывающей машине | 1988 |
|
SU1556801A1 |
| Робот к листоштамповочному прессу | 1985 |
|
SU1250363A2 |
| Устройство для контроля подачи листовой заготовки | 1990 |
|
SU1756148A1 |
| Робот к листоштамповочному прессу | 1988 |
|
SU1542672A1 |
| Робот к листоштамповочному прессу | 1980 |
|
SU880580A1 |
| Автоматизированный комплекс для штамповки | 1982 |
|
SU1038021A1 |
| МНОГООПЕРАЦИОННАЯ УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ И СБОРКИ | 1994 |
|
RU2104817C1 |
| Автоматизированный комплекс для штамповки | 1986 |
|
SU1530305A1 |
РОБОТ К ЛИСТОШТАМПОВОЧНОМУ ПРЕССУ, содержащий станину, установленную на ней руку с захватными органами, связанную с приводом, усилитель, систему управления, выход которой соединен с усилителем, а также систему контроля количества заготовок, отличающийся тем, что, с целью повышения надежности в работе, он снабжен оперативно-запоминающим устройством, двумя датчиками, системой сброса и преобразования информации, блоком сравнения кодов, б.:1оком вычитания, генератором импульсов, счетчиком, блоком управления счетчиком, блоком преобразования, соединенным с программатором и с оперативно-запоминающим устройством, причем выход счетчика соединен с первым входом блока вычитания, первый выход оперативно-запоминающего устройства - с первым входом б.пока сравнения кодов, а второй выход - с вторым входом блока вычитания, выход блока вычитания - с вторым входом блока сравнения кодюв, а выход блока сравнения кодов - с первым входом системы.сброса и преобразования информации, выход системы сброса и преобразования информации - с установочным входом счетчика i и с первым входом в систему управления, первый вход блока у |равления счетчиком - сл с генератором импульсов, а выход блока управле 1ия счетчиком, - со счетным входом счетчика и с вторым входом усилителя, выход первого датчика -, с вторыми входами блока управления счетчиком и системы управления, а выход второго датчика - с вторым входом системы сброса и преобразования информации и с третьим со входом блока управления счетчиком. 00 о: ts: 4:
От поз 25
К паз. 22, П
Фиг. г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Привод исполнительного органапРОМышлЕННОгО РОбОТА | 1979 |
|
SU793749A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Робот к листоштамповочному прессу | 1980 |
|
SU880580A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
