Изобретение относится к подаче радиодеталей, в частности к устройствам для транспортирования плоских изделий,
Цель изобретения-сокращение габаритов, расширение эксплуатационных возможностей за счет обеспечения подачи плоских отрезков пеп г и упрощение конструкции.
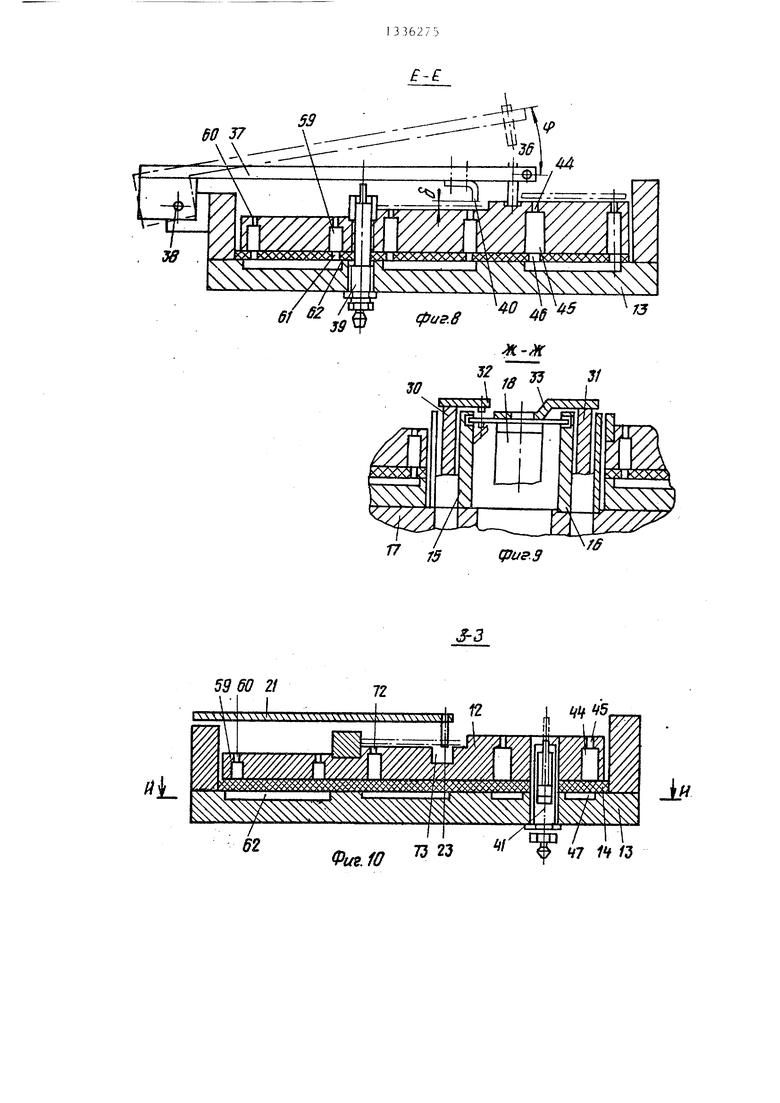
На фиг. 1 показано устройство, общий вид; на фиг. 2 - последовательное соединение узлов в транспортную систему; на фиг. 3 - вид А на фиг.1, на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг.4; на фиг. 6 - разрез Г-Г на фиг. 4 на фиг. 7 - разрез на фиг.4;на фиг. 8 - разрез Е-Е на фиг. 3; на фиг. 9 разрез Ж-Ж на фиг. 3; на фиг. 10 - разрез 3-3 на фиг. 3;на фиг.11 - разрез И-И на фиг. 10; на фиг. 12 - разрез К-К на фиг. 4j на фиг.13 - разре Л-Л на фиг. 3; на фиг. 14 - разрез М-М на фиг. 3; на фиг.15 - разрез Н, на фиг.14.
Устройство содержит параллельно расположенные пневмоструйные транспо тирующие лотки для загрузки 1 и выгрузки 2 изделий, соединенные с пнев моструйньм транспортирующим лотком. 3 для подачи изделий на позицию обработки и пневмоструйным транспортирующим лотком 4 для выгрузки изделий с позиции обработки. Лоток 3 для подачи изделий на позицию обработки и лоток 4 для вьщачи изделий с позиции обработки расположены параллельно транспортирующим лоткам 1 и 2 для загрузки и выгрузки изделий и размещены между ними. Между лотком 3 для подачи изделий на позицию обработки и лотком 4 для выдачи изделий с позиции обработки размещен механизм 5 шаговой подачи и фиксации изделий. Заходньш участок 6 лотка 3 для подачи изделий на позицию обработки и . участок 7 транспортирующего лотка 1 для загрузки изделий, расположенньм напротив заходного участка 6 лотка 3 для подачи изделий на позицию обработки, а также выходной участок 8 лотка 4 для выдачи изделий с позиции обработки и участок 9 транспортирующего лотка 4 для выгрузки изделий, расположенный напротив выходного участка 8 лотка 4 для выдачи изделий с позиции обработки, вьшолнены с сопла 1й 10 и 11 для поперечного
перемещения изделий относительно продольной оси транспортирующих лотков 6. Все лотки и механизм шаговой подачи и фиксации выполнены в единой плите 12, которая закреплена на основании 13 через упЛотнительную пластину 14.
Механизм 5 шаговой подачи и фикQ сации изделий содержит направляющие 15 и 16 (фиг. 3), закрепленные на основании 17 (фиг. 9). Мелщу направляющими помещен рабочий столик 18, а также датчики входа 19 (фиг.З) и вы5 хода 20 изделий из механизма 5 шаговой подачи и фиксации изделий. Подающие рычаги 21 и 22 (фиг. 10) со штырями 23 и 24 (фиг. 3) установлены на скалке 25, последняя лежит в опоpax 26 и 27. На скалке 25 укреплены вилка 28 и поводок 29, через которые от привода (не показан) осуществляется шаговая подача и опускание - подъем подающих рычагов 21 и 22. Через
5 сквозные отверстия в направляющих 15 и 16 пропущены держатели 30 и 31 (фиг. 9) для крепления планки ловителей 32 и прижима 33. Боковые стенки лотков 3 и 4 подачи и вьщачи (фиг. 3) имеют окна 34 и 35. Окно
34соединяет лоток -3 подачи изделий на позицию обработки подачи с транспортирующим лотком 1 загрузки, окно
35соединяет лоток 4 для вьвдачи изделий с позиции обработки с транспортирующим лотком 2 выгрузки.
В зоне окна 34 установлены два упора - ограничителя. Один ограничитель поперечного перемещения изделий выполнен в виде пальца 36 (фиг. 8), закрепленного на рычаге 37, посаженном на ось 38. Под рычагом 37 в основании 13 закреплен пневмоцилиндр 39 с удлиненным штоком, а непосредственно к рычагу 37 прикреплена замыкающая направляющая 40. Опорная площадка под палец 36 выполнена в виде местного занижения поверхности лотка 1 загрузки. Зазор б 1 мм между поверхностью лотка 3 для подачи изделий и направляющей 40 обеспечивается регулировкой положения пальца 36 относительно рычага 37. Другой ограничитель продольного перемещения отрезка выполнен в виде штока 41 пневмоцилиндра 5 (фиг. 3 и 10). В зоне окна 35 установлены также два упора-ограничителя, выполненные в виде штока пневмоцилиндра. Один из них, ограничитель 42
0
5
0
5
0
(фиг. 3), препятствует поперечному перемещению изделий с лотка 4 для вьщачи изделий с позиций обработки (фиг 1) на транспортирующий лоток выгрузки,другой ограничитель 43 (фиг. 3) препятствует продольному перемещению отрезка по транспортирующему лотку 2 выгрузки (фиг. 1).
Средства для продольного перемещения отрезков ленты по транспортирующим лоткам загрузки 1 и выгрузки 2 и поперечного перемещения отрезков ленты из транспортирующего лотка 1 загрузки через окно 34 на лоток 3 для подачи и с лотка 4 для вьщачи через окно 35 на транспортирующий лоток 2 выгрузки выполнены пневмоструйны- ми. Плита 12 содержит группы изолированных чередующихся камер с сопла- ми, выходящими на рабочую поверхность плиты 12 под углом в 45 ° в вертикальной плоскости в направлении подачи отрезка. Камеры 44 (фиг. 5 и 6) с
соплами 45, направленными вдоль тран
спортирующего лотка 1 загрузки, соединены через отверстия 46 в пластине 14 с полостью 47 (фиг. 5) в основани 13 и далее через щтуцер 48 связаны с пневмосетью и образуют средство для продольной подачи изделий по транспортирующему лотку 1 загрузки. Камеры 49 (фиг. 4) с соплами 50, направ- ленньми поперек транспортирующего лока 1 загрузки и лотка 3 для подачи иделий в позицию обработки, соединены через отверстия 51 с полостью 52 и далее через штуцер 53 связаны с пневмосетью и образуют средство для поперечной подачи изделий с транспортирующего лотка 1 загрузки на лоток 3 подачи изделий. Камеры 54 и 55 (фиг. 2, 13 и 14) с соплами 11, направленными поперек лотка 4 для выдач и транспортирующего лотка 2 выгрузки соединены через отверстие 56 с полостью 57 и далее через штуцер 58 .связаны с пневмосетью и образуют средство для поперечной подачи изделий из лотка 4 выдачи в транспорти
.рующий лоток 2 выгрузки.
Камеры 59 (фиг. 4 и 12) с соплами 60, направленными вдоль транспортирующего лотка 2 выгрузки, соединены через отверстия 61 с полостью 62 и далее через щтуцер 63 с пневмосетью и образуют средство для продольной подачи.
0
o
5
Для контроля наличия изделий в транспортирующих лотках загрузки 1 и выгрузки 2 установлены фотодатчики 64 и 65 (фиг. 3), в лотке 3 для подачи - фотодатчики 66 и 67. Неподвижный упор 68 в виде эксцентрика установлен в начале лотка 3 для подачи и служит для фиксации изделий перед его захватом механизмом 5 шаговой подачи и фиксации.
Устройства могут быть последовательно соединены между собой в транспортную систему.
Штоки 41 и 43 пневмоцилиндров (фиг. 2) делят транспортирующие лотки загрузки 1 и выгрузки 2 транспортной системы на участки с раздельной подачей воздуха через щтуцеры 48 и 63 (фиг. 4). Начальный лоток транспортирующих изделий загрузки состыкован с бункером-накопителем 69 (фиг. 2) выдачи отрезков, а конечный лоток выгрузки 2-е бункером-накопителем 70
30
35
0
5
0
5
Устройство предназначено для транспортирования плоских изделий в виде отрезков перфорированных лент.
Устройство работает следующим образом.
Отрезок ленты поступает в транспортирующий лоток 1 загрузки (фиг.1) из транспортирующего лотка загрузки аналогичного устройства (фиг. 2) либо из бункера накопителя 69. Под воздействием струй сжатого воздуха, исходящих из сопел 45, отрезок движется до выступающего относительно рабочей поверхности лотка штока 41 или в транспортирующий лоток 1 загрузки следующего устройства при отводе (утапливании) штока 41. Маршрут движения определяется устройством управления транспортом автоматического комплекса (линии) в зависимости от того, в каком устройстве готовы принять отрезок. Эта готовность возникает тогда, когда отрезок в механизме 5 подачи фиксации (фиг.1) сходит с датчика 19 (фиг. 3).
После команды готовности под действием штока пневмоцилиндра 39 (фиг. 8) рычаг 37 поворачивается на угол 1 , поднимая палец 36 и направляющую 40 на высоту, достаточную для прохождения отрезка из транспортирующего лотка 1 загрузки в лоток 3 для подачи изделий.
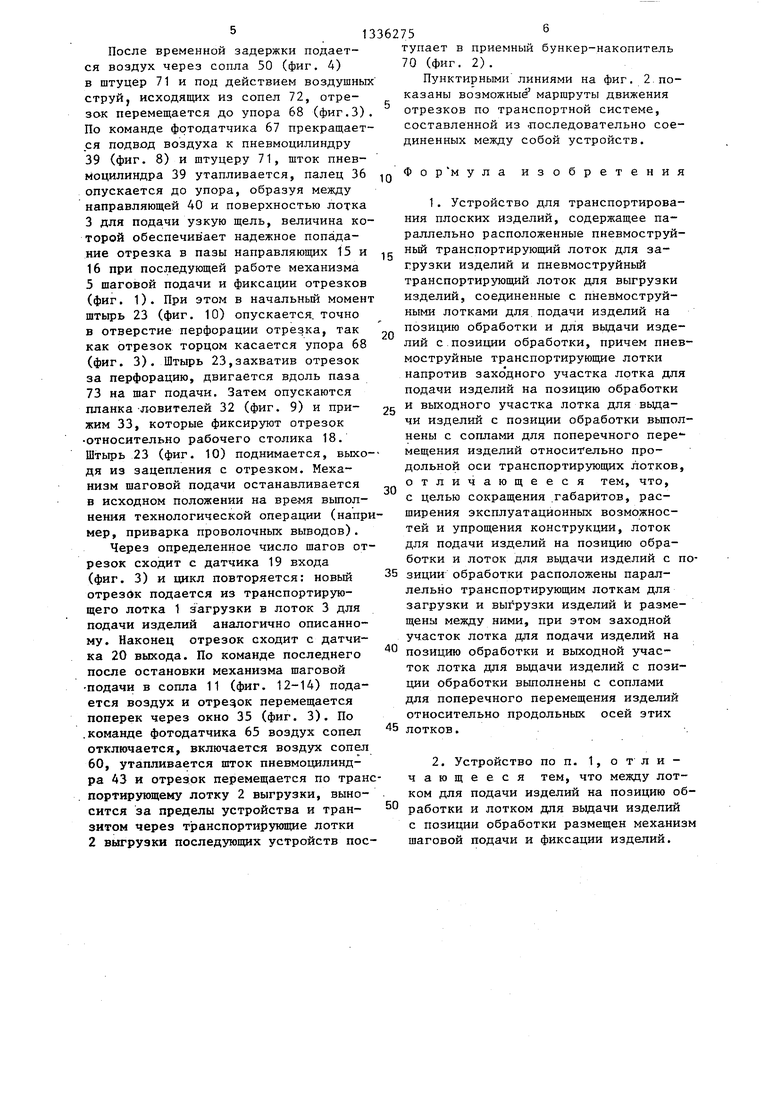
После временной задержки подается воздух через сопла 50 (фиг. 4) в штуцер 71 и под действием воздушных струй, исходящих из сопел 72, отрезок перемещается до упора 68 (фиг.З) По команде фотодатчика 67 прекращается подвод воздуха к пневмоцилиндру 39 (фиг. 8) и штуцеру 71, шток пнев- моцилиндра 39 утапливается, палец 36 опускается до упора, образуя между направляющей 40 и поверхностью лотка 3 для подачи узкую щель, величина которой обеспечив ает надежное попадание отрезка в пазы направляющих 15 и 16 при последующей работе механизма 5 шаговой подачи и фиксации отрезков (фиг. 1). При этом в начальный момент штырь 23 (фиг. 10) опускается, точно в отверстие перфорации отрезка, так как отрезок торцом касается упора 68 (фиг. 3). Штырь 23,захватив отрезок за перфорацию, двигается вдоль паза 73 на шаг подачи. Затем опускаются планка-ловителей 32 (фиг. 9) и прижим 33, которые фиксируют отрезок относительно рабочего столика 18. Штырь 23 (фиг. 10) поднимается, выходя из зацепления с отрезком. Механизм шаговой подачи останавливается в исходном положении на время выполнения технологической операции (например, приварка проволочных выводов).
Через определенное число шагов отрезок сходит с датчика 19 входа (фиг. 3) и цикл повторяется: новый отрезок подается из транспортирующего лотка 1 загрузки в лоток 3 для подачи изделий аналогично описанному. Наконец отрезок сходит с датчика 20 выхода. По команде последнего после остановки механизма шаговой подачи в сопла 11 (фиг. 12-14) подается воздух и отрезок перемещается поперек через окно 35 (фиг. 3). По .команде фотодатчика 65 воздух сопел отключается, включается воздух сопел 60, утапливается шток пневмоцилинд- ра 43 и отрезок перемещается по транспортирующему лотку 2 выгрузки, выносится за пределы устройства и транзитом через транспортирующие лотки 2 выгрузки последующих устройств пос
тупает в приемный бункер-накопитель 70 (фиг. 2).
Пунктирными линиями на фиг. 2.показаны возможные маршруты движения отрезков по транспортной системе, составленной из лоследовательно соединенных между собой устройств.
Фор мула изобретения
1.Устройство для транспортирования плоских изделий, содержащее параллельно расположенные пневмоструй- ньй транспортирующий лоток для загрузки изделий и пневмоструйный транспортирующий лоток для выгрузки изделий, соединенные с пневМоструй- ными лотками для, подачи изделий на позицию обработки и для выдачи изделий с позиции обработки, причем пнев- моструйные транспортирующие лотки напротив захо дного участка лотка для подачи изделий на позицию обработки
и выходного участка лотка для выдачи изделий с позиции обработки выполнены с соплами для поперечного перемещения изделий относительно продольной оси транспортирующих лотков, отличающееся тем, что, с целью сокращения .габаритов, расширения эксплуатационных возможностей и упрощения конструкции, лоток для подачи изделий на позицию обработки и лоток для выдачи изделий с позиции обработки расположены параллельно транспортирующим лоткам для загрузки и выгрузки изделий к размещены между ними, при этом заходной участок лотка для подачи изделий на позицию обработки и выходной участок лотка для вьщачи изделий с позиции обработки вьшолнены с соплами для поперечного перемещения изделий относительно продольных осей этих
лотков.
2.Устройство по п. 1, о т л и - чающееся тем, что между лотком для подачи изделий на позицию обработки и лотком для вьщачи изделий с позиции обработки размещен механизм шаговой подачи и фиксации изделий.
V/
Фи.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Устройство для распаковки из спутников-носителей микросхем,преимущественно с выводами из магнитного материала | 1983 |
|
SU1127029A1 |
| Загрузочное устройство | 1981 |
|
SU986719A1 |
| Автоматическая линия для обработки замков лопаток | 1982 |
|
SU1103993A1 |
| Автоматическая линия | 1981 |
|
SU921792A1 |
| Устройство для мойки и сушки лотков | 1991 |
|
SU1794503A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |




Устройство для транспортирования плоских изделий, в частности радиодеталей (Р), содержит пневмоструйные транспортирующие лотки (ПТЛ) 1, 2 для загрузки и выгрузки Р соответственно. /« соединенные с ПТЛ 3, 4 для подачи Р на позицию и выгрузки Р с позиции обработки соответственно. ПТЛ 3, 4 расположены параллельно ПТЛ 1, 2 и раз- размещены между ними. Между ПТЛ 3 и 4 установлен механизм 5 шаговой подачи и фиксации Р. Все ПТЛ на заход- ных и выходных участках имеют сопла для подачи струи сжатого воздуха для перемещения Р в поперечном направлении относительно продольной оси каждого ПТЛ. Изобретение сокращает габариты устройства, расширяет его эксплуатационные возможности за счет обеспечения подачи плоских изделий, упрощает конструкцию. 1 з.п. ф-лы, 15 ил. f. Ф 8 (Л /5 Фиг.
ri -V
s
фиеЛ
ipuf.7
5960 Zi
L
62
Фи9.10
±
/
О V7 /V /3
60
59
VY.У«XlK/ Vv«XЛV /чЧУ.V«KftCУX X N X l V.У
/
i:-o : i«««« « ;,
(Uffff
ff SH
I/
ff
S5
/
jg ffltX ji gif jyy/yi Sj
ff 55 //
ХУ-/У
/f
/ .
,
.,.--, X
/
5
t / / /
§2 SB S7 34
/f
65
: да
w
Составитель В.Дрель Редактор Н.Лазаренко Техред М.ДИДьйс Корректор А.Тяско
Заказ 4056/58 Тираж 801Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
| Патент США № 3976330, кл | |||
| Прибор для механического определения проекций линий данной длины и данного направления | 1923 |
|
SU656A1 |
