1337Z15
ет рывки при проходке проволоки че- ет ее стабильную подачу в сварочную рез указанпый механизм и обеспечива- горелку. 2 ил.
1
Изобретение относится к сварочному производству, а именно к конструкции устройств для вертикальной сварки штыков переменного сечения, преимущественно профилей, и является дополнительным к авт, св. № 1219292.
Целью изобретения является повышение качества сварки за счет стабш1и- зации направления электродной проволоки в разделке стыка.
На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Устройство, содержит основание 1, направляющие 2, механизм 3 подъема и сварочную горелку 4. На головке смонтирован механизм 5 колебаний сварочной горелки 6, основной механизм 7 подачи электродной проволоки с двумя подающими роликами 8, соединенный с помощью вала 9 с дополнительным механизмом 10 подачи. Механизмы 11 перегиба и 12 объемной правки проволоки соединены щелевым каналом 13, ориентированным в плоскости качания рычага 14 механизма перегиба проволоки. В щелевом канале 13 размещаетс петля электродной проволоки 15. Н5 основании смонтирована кассета 16 с проволокой.
Устройство работает следующим образом.
Электродная проволока из кассеты 16 с помощью дополнительного механизма 0 проталкивается через механизм 12 объемной правки проволоки и направляется в щелевой канал 13, где образует петлю 15, ориентированную в Плоскости качания рычага. 14 механизм I1 перегиба проволоки.
Радиус гиба петли проволоки 15- устанавливают в пределах ее упругих деформаций, исключая появление пластических деформаций изгиба у выпрямленной проволоки, на основании экспе- риментальных или расчетных данных в зависимости от диаметра проволоки и ее механических характеристик. Из
щелевого канала 13 электродная проволока поступает в направляющие ролики рычага 14 механизма И перегиба проволоки, протягивается через него основным подающим механизмом 8 и подается в сварочную горелку 6, Петля проволоки 15 обеспечивает свободный ход электродной проволоки, необходимый для осуществления ее перегиба рычагом 14 механизма 11 перегиба.
Предшествующая перегибу объемная правка проволоки и ее дальнейшее направление в плоскости перегиба исключает произвольные отклонения проволо- ки в разделке стыка и обеспечивает по- повышение качества соединений при сварке.
25
Формула изобретения
Устройство для электродуговой ве.рти- кальной сварки стыков профилей по авт. св. № 1 21 9292,1 о т л и ч аю щ е е с я тем, что, с целью повышения качества свар- ки за счет стабилизации направления электродной проволоки в разделке стыка, оно снабжено дополнитешьным механизмом подачи электродной проволоки, механизмом ее объемной правки и щеле- вым каналом для размещения петли
электродной пров олоки, щелевой канал смонтирован перед основным механизмом подачи электрода проволоки по ходу ее подачи и ориентирован в плоскости начания механизма перегиба, а дополнительный механизм подачи кинематически связан с основным и вместе с механиз- мом объемной правки установлен на входе в щелевой канал.
Составитель М. Буянов Редактор Э.. Слиган Техред М.Дидык Корректор В. Бутяга
4080/13
Тираж 974 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой вертикальной сварки и устройство для его осуществления | 1984 |
|
SU1219292A1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Устройство для сварки в щелевую разделку | 1986 |
|
SU1430207A1 |
| Устройство для автоматической электродуговой сварки тавровых соединений | 1985 |
|
SU1250433A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Устройство для автоматическойэлЕКТРОдугОВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU823046A1 |
| Устройство для корректировки положения сварочной горелки относительно стыка свариваемых кромок | 1982 |
|
SU1050838A1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1986 |
|
RU2012460C1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
Изобретение относится к сварочному производству, а именно к конструкции устройств для вертикальной сварки стыков переменного сечения, преимущественно профилей. Целью изоб№ ретения является повьпдение качества сварки за счет стабилизации направле- ния электронной проволоки (ЭП). в разделке. ЭП, намотанная на кассету с помощью дополнительного механизма подачи, кинематически связанного с основным, проталкивается через механизм объемной правки в щелевидньй канал, где образует петлю. Радиус петли выбирают из условия исключения пластической деформации ЭП в петле. Далее ЭП через механизм перегиба с помощью основного механизма подачи поступает в сварочную горелку Наличие петли ЭП, размещенной в щелевом канале, ориентированном в плоскости дачания механизма перегиба, исключасл го иг.1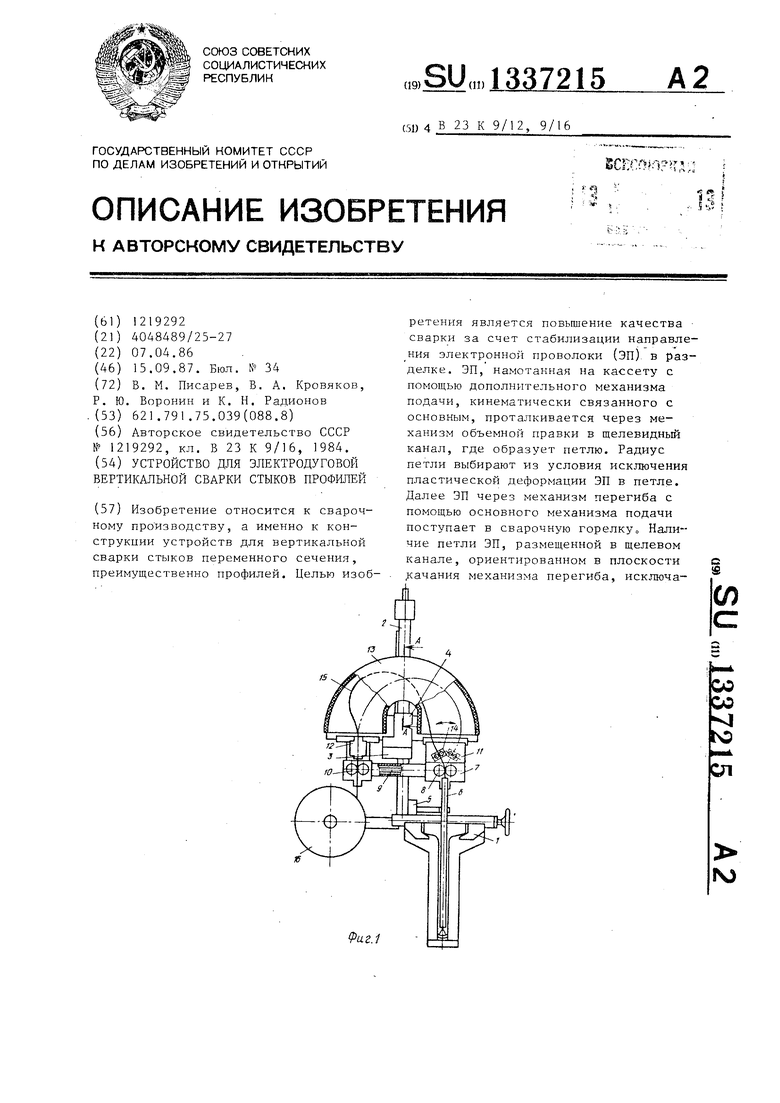
| Способ электродуговой вертикальной сварки и устройство для его осуществления | 1984 |
|
SU1219292A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
